Отходы обогащения железистых кварцитов как структурный компонент мелкозернистого бетона

Автор: Макеев А.И.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Строительные материалы и изделия (технические науки)
Статья в выпуске: 3 (94), 2024 года.
Бесплатный доступ
В статье дается характеристика проблемной ситуации с накоплением отходов получения (хвостов обогащения) железорудного концентрата из железистых кварцитов на АО «Олкон» (Мурманская обл.). Ставится задача строительно-технологической утилизации хвостов обогащения в качестве компонента мелкозернистого бетона. Представлены результаты диагностики хвостов обогащения и их тестирования как участников процессов структурообразования мелкозернистого бетона в сравнении с кварцевым песком Оленегорского карьера. Показано, что замена природного песка на хвосты обогащения в исходном виде приводит к снижению прочности вследствие недоуплотнения смеси при принятых режимах виброуплотнения. Вместе с тем использование молотых хвостов обогащения в составе композиционного вяжущего обеспечивает рост прочности бетона по сравнению с бетоном на «чистом» цементе и повышение эффективности использования клинкерной части вяжущего в формировании прочности бетона на 57-58 %. Предложены рекомендации по составу мелкозернистого бетона класса В40 для изготовления вибропрессованных изделий городского благоустройства (тротуарная плитка, бордюрный камень и т. д.). Раскрываются перспективы дальнейших исследований в направлении строительно-технологической утилизации хвостов обогащения железистых кварцитов как фактора формирования биосферно-совместимой среды жизнедеятельности в регионе.
Железнорудное сырье, хвосты обогащения, строительно-технологическая утилизация, мелкозернистый бетон, оптимизация состава, прочность при сжатии
Короткий адрес: https://sciup.org/142242290
IDR: 142242290 | УДК: 691.322 | DOI: 10.53980/24131997_2024_3_63
Ferrous quartzite benefication waste as structural component of fine-grained concrete
The article describes problematic situation with waste accumulation from iron ore concentrate production (beneficiation tailings) from ferruginous quartzite at JSC Olkon (Murmansk Region). The task is to utilize beneficiation tailings as a fine-grained concrete component. The paper presents results of beneficiation tailings diagnostics and their testing as a part in the processes of fine-grained concrete structure formation in comparison with quartz sand from the Olenegorsk quarry. According to the research, the replacement of natural sand with beneficiation tailings in their original form leads to a decrease in strength due to insufficient compaction of mixture under adopted vibration compaction modes. At the same time, the use of ground beneficiation tailings in binder composition ensures increase in strength of concrete compared to concrete on "pure" cement and increase of efficiency by using clinker part of binder in formation of concrete strength by 57-58%. The study recommends the use of fine-grained concrete composition of class B40 for production of vibration-pressed urban land improvement products (paving slabs, curbstones, etc.). It reveals prospects for further research in construction and technological utilization of ferruginous quartzite enrichment tailings as a factor in the formation of biosphere-compatible living environment in the region.
Текст научной статьи Отходы обогащения железистых кварцитов как структурный компонент мелкозернистого бетона
В формировании биосферно-совместимой среды обитания человека ключевая роль отводится созданию безотходных и малоотходных территориально-промышленных комплексов взаимосвязанных производств целевых продуктов и материалов, использующих техногенных отходы этих производств. Поскольку из всех производственных отраслей наибольшим потенциалом по безотходному «поглощению» природного и техногенного сырья обладают предприятия стройиндустрия, такие территориально-промышленные комплексы должны быть ориентированы в первую очередь на строительно-технологическую утилизацию техногенных отходов [1].
Это имеет непосредственное отношение к проблеме отвальных хвостов обогащения АО «Олкон» (Оленегорский ГОК), которые оказывают негативное влияние на природный ландшафт, атмосферу и водный режим Мурманской области. Предприятие является крупным горнообогатительным комбинатом, обеспечивающим получение железорудного концентрата из железистых кварцитов месторождений Заимандровского района, содержащих в среднем 32 % железа и 46-48 % кремнезема. Продуктами механической переработки руды путем дробления, помола, мокрой магнитной сепарации и гравитационного обогащения служат рудный концентрат с содержанием железа в пределах 60 - 65 % и «хвосты» - отходы, состоящие в основном из кварца и рудных минералов [2]. При этом по принятой технологии обогащения на 1 т концентрата приходится 1,2 м3 отходов, вследствие чего АО «Олкон» ежегодно направляет в хвосто-хранилище более 4,7 млн м3 (6 млн т) хвостов. В результате за более чем 70-летний период работы предприятия в хвостохранилище накоплено свыше 500 млн т отходов, занимающих площадь в 1100 га [3].
Вовлечению хвостов обогащения железистых кварцитов как самого АО «Олкон», так и других профильных предприятий отрасли в производство силикатного кирпича, газосиликата, наполненных цементов, мелкозернистого бетона, строительной керамики и др. посвящено большое число публикаций, в частности [3 - 8]. Тем не менее утилизация этого вида отходов остается во многом еще не разработанной научно-прикладной проблемой.
В качестве наиболее эффективного способа строительно-технологической утилизации хвостов обогащения железистых кварцитов рассматривают их использование в производстве мелкозернистых бетонов, так как утверждается [9 - 11], что мелкозернистые бетоны на различных техногенных отходах по технико-экономическим критериям превосходят их аналоги на природных песках. Однако попытки использования для приготовления бетона хвостов обогащения в их «исходном» виде до настоящего времени не дали положительных результатов.
Предлагаемые нами постановка и решение этой проблемы базируются на концепциях методологии строительно-технологической утилизации техногенных отходов, разработанной под руководством академика РААСН Е.М. Чернышова [12]. Методология включает этапы генетического анализа техногенного продукта, его системной диагностики и тестирования, обоснования рационального применения на основе учета механизма «включения» в структурообразующие процессы, опытно-промышленной оптимизации технологических режимов и параметров получения целевого материала, отвечающего нормативным требованиям [13].
В целях раскрытия структурообразующего потенциала хвостов обогащения железистых кварцитов на данном этапе исследований была поставлена задача феноменологического рассмотрения влияния их макро- и микрочастиц на свойства мелкозернистого бетона вибропрес-сованных изделий городского благоустройства.
Материалы и методы исследования
Количество недоизвлеченных железнорудных минералов в отходах разных зон хвосто-хранилища АО «Олкон» изменяется в пределах от 5 до 35 %, считая на Fе2О3. Наибольший интерес представляют хвосты обогащения с содержанием железнорудных минералов 9 % (ХО-9) и 15 % (ХО-15), которые и рассматривались в данных исследованиях в качестве заполнителя мелкозернистой бетонной смеси. Результаты химического анализа (табл. 1) показывают, что хвосты обогащения следует относить к кремнеземистым частицам.
Таблица 1
Химический состав заполнителей, %
|
Вид заполнителя |
SiO 2 |
Fe 2 O 3 |
FeO |
Al 2 O 3 |
CaO |
MgO |
SO 3 |
TiO 2 |
P 2 O 5 |
Потери при прока-ливании |
|
ХО-9 |
74,76 |
12,25 |
1,17 |
4,96 |
2,53 |
4,10 |
нет |
нет |
следы |
0,22 |
|
ХО-15 |
68,56 |
16,85 |
1,85 |
5,79 |
3,09 |
3,69 |
нет |
нет |
следы |
0,17 |
|
ПО |
69,16 |
5,20 |
12,73 |
3,85 |
2,01 |
0,10 |
0,10 |
0,33 |
0,72 |
|
По данным [2], хвосты слагают следующие минералы, %: магнетит – 4,0; гематит – 10,5; кварц – 34,1; полевой шпат – 13,1, амфиболы, пироксены – 30,6; биотит, флогопит, мусковит -3,3; прочие минералы – 4,4. В специальной литературе [6] за хвостами закрепился термин «квар- цевые отходы».
Гранулометрический состав заполнителя (рис. 1) оценивался рассевом на стандартном наборе сит. Крупность более чем 95 % зерен хвостов не превышает 1 мм, при этом ХО-15
мельче, чем условия», хв
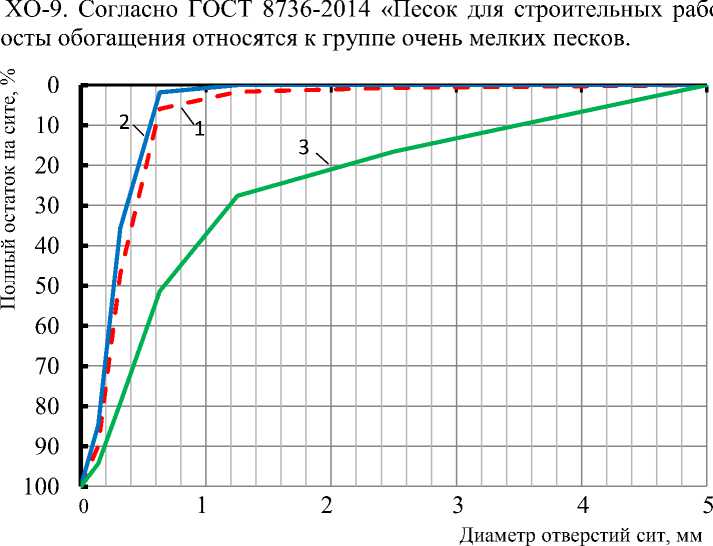
. Технические
Рисунок 1 – Гранулометрический состав заполнителей: 1 – ХО-9; 2 – ХО-15; 3 - ПО
Структурные параметры заполнителя (истинная плотность зерен ρ з , насыпная плотность ρ н , межзерновая пустотность П мз , модуль крупности М к , средняя крупность зерна d з ), которые оценивались экспериментально или расчетом по данным гранулометрического состава, представлены в таблице 2.
Таблица 2
Структурные параметры заполнителя
|
Вид заполнителя |
ρ з , г/см3 |
ρ н , г/см3 |
П мз , % |
М к |
d з , мм |
|
ХО-9 |
3,00 |
1,52 |
49,3 |
1,46 |
0,15 |
|
ХО-15 |
3,05 |
1,72 |
43,2 |
1,22 |
0,13 |
|
ПО |
2,65 |
1,62 |
40,3 |
2,34 |
1,33 |
Форма зерен неправильная, в крупных фракциях они имеют вид осколков, в мелких более изометричны. Поверхность зерен в результате дробления и присущего кварцу неровного излома «занозистая».
Для изготовления контрольных образцов бетона применялся овражный песок Оленегорского карьера с содержанием зерен крупностью более 5 мм 13,0 % и глинистых примесей 1,2 %. Химический состав песка представлен в таблице 1, а гранулометрический – на рисунке 1. В отличие от хвостов обогащения, он относится к группе средних песков.
Для оценки влияния на структуру и свойства бетонов микрочастиц хвостов обогащения в качестве вяжущего применяли композиции цемента и хвостов обогащения в соотношении по массе 3:1, полученные их тонким совместным измельчением в шаровой мельнице до удельной поверхности 5000 - 5200 см2/г. В качестве основы для композиционных вяжущих использовались два вида портландцемента, производство которых размещено наиболее близко к г. Оленегорску. Характеристики цементов представлены в таблицах 3 и 4.
Таблица 3
Химический состав клинкерной части цементов (по данным производителей), %
|
Шифр цемента |
Производитель |
SiО 2 |
Al 2 O 3 |
Fe 2 O 3 |
CaO |
MgO |
|
СЦ |
ЗАО «Савинский цементный завод» |
22,65 |
4,96 |
3,27 |
63,35 |
2,12 |
|
ПЦ |
ЗАО «Пикалевский цементный завод» |
22,43 |
3,66 |
3,79 |
65,98 |
1,43 |
Таблица 4
Характеристика цементов
|
Шифр цемента |
Марка |
Истинная плотность, г/см3 |
Насыпная плотность г/см3 |
Удельная поверхность, см2/г |
|
СЦ |
CEM I 42,5Н |
3,1 |
1,22 |
4000 |
|
ПЦ |
ЦЕМ I 32,5Н |
3,1 |
1,16 |
3000 |
Композиционные вяжущие на основе этих цементов получили обозначение СЦ+ХО и ПЦ+ХО соответственно.
В качестве добавки-пластификатора, обеспечивающей повышение подвижности бетонной смеси и плотности цементно-песчаного бетона, а также предотвращение налипания бетонной смеси на стенки пресс-форм, использовался нафталинсульфонатный суперпластификатор «Полипласт СП-1 (Са)» производства ГК «Полипласт» по ТУ 5870-005-58042865-05. Добавка представляет собой водный раствор темно-коричневого цвета плотностью 1,15 г/см 3 при 20 ° С и рН = 6,5 - 9. В соответствии с рекомендациями производителя расход суперпластификатора был принят в количестве 0,1 % от массы «чистого» цемента.
Состав бетонной смеси подбирался по методу достижения наибольшего уплотнения сухих цементно-песчаных смесей [14] с последующим определением оптимального их водосодер-жания. Смеси заданного состава перемешивались в лабораторном смесителе ЛС-ЦБ-10 по режиму: сухие компоненты в течение 1 мин, затем еще 3 мин с водой и растворенной в ней добавкой.
Для исследования свойств бетона изготавливались образцы-кубы 7 x 7 x 7 см. Формование образцов производилось на виброплощадке с частотой колебаний 3000 мин-1 и амплитудой 0,5 мм в форме с подрессоренным пригрузом для получения удельного давления на смесь 0,1 кг/см2. Продолжительность уплотнения сухой цементно-песчаной смеси составляла 1,5 мин, а бетонной смеси (с водой) - 1 мин.
Степень (коэффициент) уплотнения свежеотформованных смесей определялась по отношению фактической плотности цементно-песчаных смесей к их теоретической плотности, рассчитанной при условии отсутствия воздуха в уплотненной смеси.
Через сутки после изготовления формы распалубливались, и образцы оставались на хранение в нормальных условиях при температуре 15–20 °С и относительной влажности воздуха 66
около 90 %. По истечении заданного срока твердения (1, 3, 7 и 28 сут) образцы подвергалась испытаниям на сжатие с помощью гидравлического пресса ПСУ-10.
Результаты исследования и их обсуждение
На первом этапе исследований осуществляли поиск оптимального соотношения компо- зиционное вяжущее: заполнитель по критерию плотности упаковки смеси сухих компонентов, оцениваемой по соотношению насыпной плотности смеси в уплотненном состоянии к истинной плотности зерен. Для сравнения были испытаны смеси на «чистых» цементах.
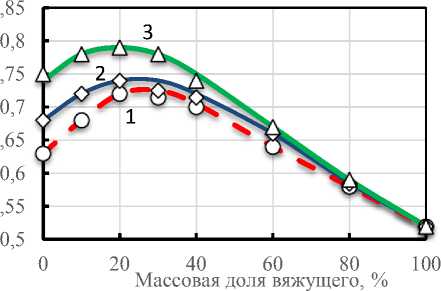
Установлено, что при введении вяжущего всех типов в заполнитель до определенного предела плотность упаковки дисперсной системы увеличивалась (рис. 2). При этом наибольшее влияние оказывал вид используемого заполнителя: максимальный коэффициент уплотнения (0,8) наблюдался у смесей на природном песке при расходе любого вяжущего в количестве 20-
25 % от массы цементно-песчаной смеси. а)
б)
в)
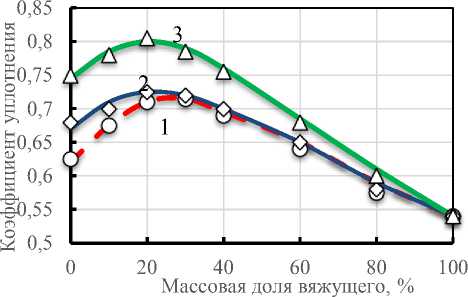
Рисунок 2 – Зависимость плотности упаковки сухой цементно-песчаной смеси от вида заполнителя и массовой доли вяжущего типа: а) ПЦ+ХО; б) СЦ+ХО; в) ПЦ; г) СЦ;
1 – ХО-9; 2 – ХО-15; 3 – ПО
г)
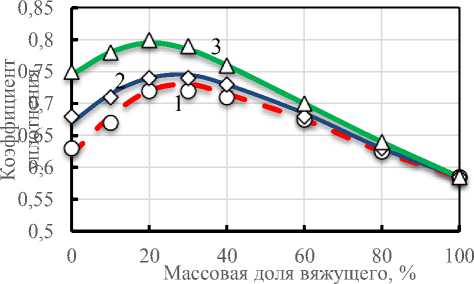
Такая же зависимость сохранялась при введении пикалевского цемента и композиционного вяжущего на его основе в хвосты обогащения с содержанием 15 % Fе (рис. 2 а, в), но достигаемый при этом коэффициент уплотнения был меньше – 0,73 - 0,74. Способность к уплотнению смесей на хвостах обогащения с содержанием 9 % Fе был еще ниже – 0,72 и при этом пик смещался в сторону расхода вяжущего 25 - 30 %.
При введении савинского цемента и композиционного вяжущего на его основе максимальные значения коэффициентов уплотнения смесей оставались на том же уровне, что и на пикалевском цементе, но при расходе вяжущего 25 - 30 % (рис. 2 б, г).
Дальнейшее увеличение содержания вяжущего приводило к уменьшению плотности цементно-песчаных смесей всех видов, что можно было объяснить недостаточными параметрами 67
(частотой) принятого виброуплотнения, так как с увеличением дисперсности системы необходимо было применять более высокую частоту колебания.
На дальнейшем этапе исследований ставилась задача определения оптимальных по критерию уплотняемости дозировок воды в бетонной смеси. Вода с добавкой «Полипласт СП-1 (Са)» в количестве 0,1 % от массы цемента вводилась в установленные ранее оптимальные сухие смеси с оценкой коэффициента уплотнения.
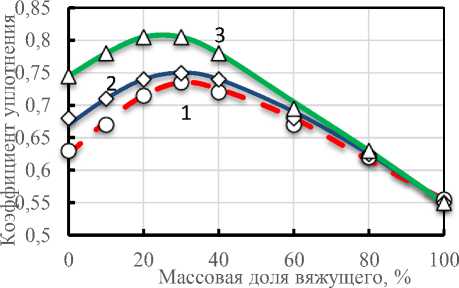
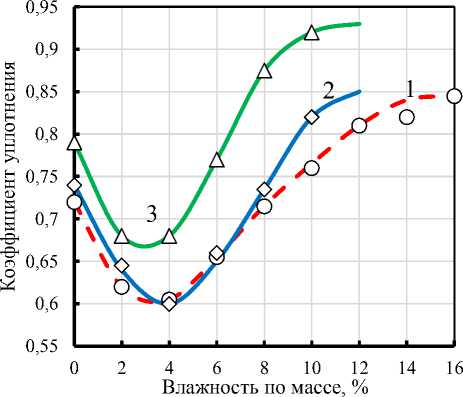
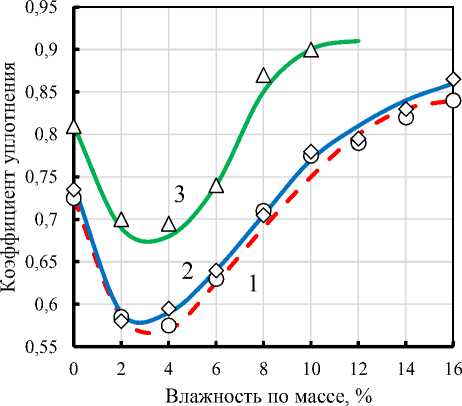
При увлажнении смеси до 2-4 % происходило ее разуплотнение (рис. 3) из-за расклинивающего эффекта, который оказывала вода, находящаяся при таком количестве в пленочном состоянии и препятствующая непосредственному контакту твердых частиц между собой [15].
а)
б)
в)
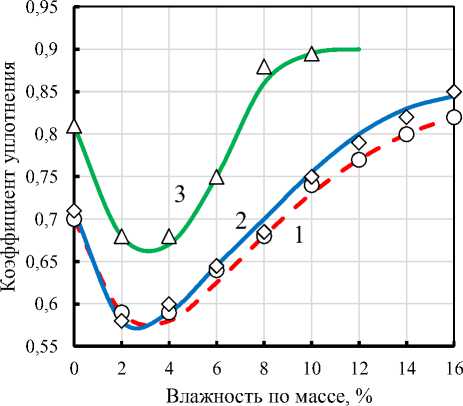
Рисунок 3 – Зависимость коэффициента уплотнения бетонной смеси на разных заполнителях от ее влажности и вида вяжущего: а) ПЦ+ХО; б) СЦ+ХО; в) ПЦ; г) СЦ;
1 – ХО-9; 2 – ХО-15; 3 – ПО
г)
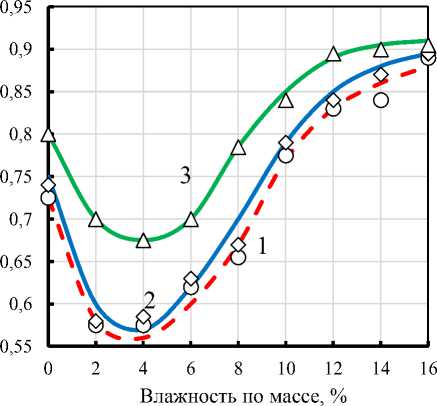
С увеличением расхода воды расклинивающий эффект ослабевал из-за ее перехода в объемно-капиллярное состояние, а при влажности 6-8 % коэффициент уплотнения дисперсной си- стемы оказывался выше безводной за счет действия капиллярных стягивающих сил, способствующих самоуплотнению системы. При увлажнении свыше 10-16 % капиллярный эффект исчезал из-за «выключения» сил поверхностного натяжения на границе жидкость - газ в результате полного оводнения системы.
Во всем диапазоне варьирования влажности коэффициент уплотнения цементно-песчаной смеси на природном песке при любом виде вяжущего оказывался выше, чем на хвостах обогащения. Это можно связать, во-первых, с изначальной повышенной уплотняемостью смесей на песке (см. рис. 2) благодаря их более «удачному» зерновому составу, а во-вторых, тем, что принятая частота виброуплотнения 3000 мин-1 оказалась не способна разрушать коагуляционные структуры, образованные тонкодисперсными фракциями хвостов обогащения и молотых микрозаполнителей.
На основании полученных данных для исследований влияния хвостов обогащения на свойства мелкозернистого бетона были назначены составы бетонных смесей, приведенные в таблице 5.
Таблица 5
Состав и характеристика бетонной смеси
|
Серия |
Расход материалов на 1 м3 бетона, кг |
В/Ц |
В/В |
К упл |
||||||
|
вяжущее |
заполнитель |
вода |
||||||||
|
СЦ |
ПЦ |
ПЦ+ХО |
ХО-9 |
ХО-15 |
ПО |
|||||
|
1 |
500 |
— |
— |
1916 |
— |
— |
200 |
0,40 |
0,40 |
0,91 |
|
2 |
600 |
— |
— |
1790 |
— |
— |
208 |
0,35 |
0,35 |
0,92 |
|
3 |
700 |
— |
— |
1660 |
— |
— |
220 |
0,31 |
0,31 |
0,95 |
|
4 |
— |
600 |
— |
1790 |
— |
— |
208 |
0,35 |
0,35 |
0,89 |
|
5 |
— |
600 |
— |
— |
1790 |
— |
210 |
0,35 |
0,35 |
0,92 |
|
6 |
— |
600 |
— |
— |
— |
1790 |
200 |
0,33 |
0,33 |
0,97 |
|
7 |
— |
— |
600 |
1790 |
— |
— |
208 |
0,46 |
0,35 |
0,93 |
|
8 |
— |
— |
600 |
— |
1790 |
— |
208 |
0,46 |
0,35 |
0,91 |
|
9 |
— |
— |
600 |
— |
— |
1790 |
220 |
0,44 |
0,33 |
0,98 |
Примечание. Содержание в цементно-песчаном бетоне добавки «Полипласт СП-1 (Са)» составляет 0,1% от массы цемента.
Процессы структурообразования мелкозернистого бетона характеризовались кинетикой набора прочности при сжатии R сж при испытаниях на 1-е, 3-и, 7-е и 28-е сут твердения. Помимо абсолютных значений прочности рассчитывали также величину удельной прочности R уд - отношение прочности бетона на 28-е сут к расходу цемента на 1 м3 бетона.
При испытании бетонов серии 1 - 3, приготовленных на цементе Савинского завода и хвостах обогащения с 9 % Fe, установлено, что с повышением расхода цемента от 500 до 700 кг/м3 бетона прочность на сжатие закономерно возрастала на 35 % с 35 до 47,5 МПа (рис. 4), однако удельная прочность, т. е. эффективность использования цемента, оставалась практически неизменной - на уровне 0,07 МПа/кг цемента (рис. 5). Коэффициент уплотнения при этом увеличивался с 0,91 до 0,95.
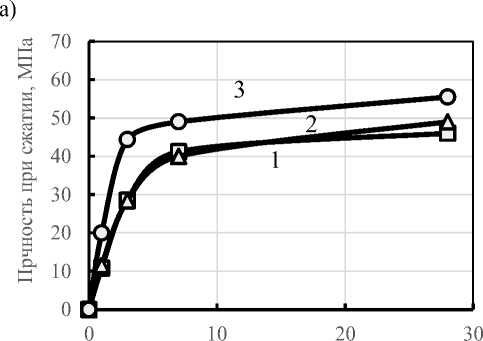
На рисунке 6 представлена кинетика набора прочности образцов мелкозернистого бетона, приготовленного на различном заполнителе – хвостах обогащения с 9 и 15 % железа и Оленегорском песке. Расход исходного пикалевского цемента (серии 4 - 6) и композиционного вяжущего на его основе (серии 7 - 9) составлял 600 кг/м3 бетона.
При использовании «чистого» цемента (рис. 6 а) прочность образцов с заполнителем Оленегорским песком во все сроки твердения была примерно на 15 - 20 % выше, чем у подобных образцов на хвостах обогащения. Это объяснялось тем, что более крупные частицы песка оказываются более эффективным препятствием на пути продвижения трещины в структуре бетона, тем самым повышая энергозатраты на ее разрушение. Прочность бетона на хвостах обогащения 69
с 9 и 15 % Fe была практически одинакова в первые 7 сут твердения и несколько отличалась в 28-суточном возрасте (46 и 49 МПа соответственно).
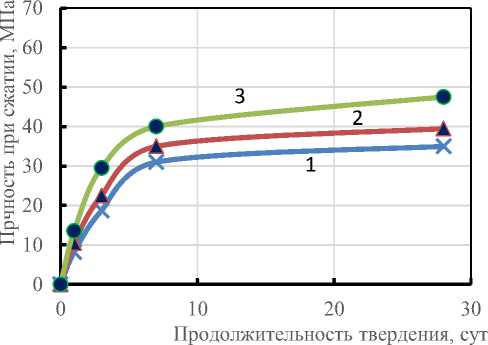
Рисунок 4 – Кинетика набора прочности мелкозернистого бетона с разным расходом цемента (заполнитель – ХО-9) 1– СЦ=500 кг/м3; 2 – СЦ = 600 кг/м3;
3 – СЦ = 700 кг/м3

Рисунок 5 – Удельная прочность мелкозернистого бетона исследуемых серий (состав серий см. в табл. 5)
Продолжительность твердения, сут
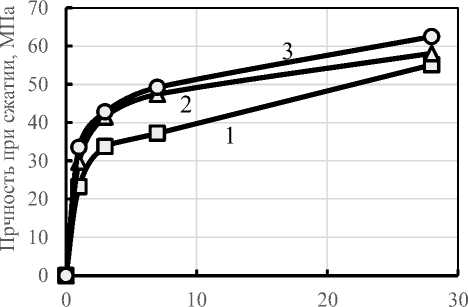
Рисунок 6 – Кинетика набора прочности мелкозернистого бетона на вяжущем типа ПЦ (а) и ПЦ+ХО (б) в зависимости от вида заполнителя при расходе вяжущего 600 кг/м3 бетона 1 – ХО-9; 2 – ХО-15; 3 – ПО
б)
Продолжительность твердения, сут
При этом значения удельной прочности бетона 0,08 - 0,09 МПа/кгЦ (рис. 5, серии 4 - 6) значительно отстают от достигнутого сегодня среднего уровня 0,11 - 0,13 МПа/кгЦ в производстве изделий из вибропрессованного мелкозернистого бетона [16].
Образцы бетона на композиционном вяжущем ПЦ+ХО показали прочность на 13 - 20 % выше, чем аналогичные образцы на чистом ПЦ (рис. 6б), несмотря на пониженный на 25 % расход клинкерной части вяжущего. Соответственно, рост удельной прочности оказался еще выше: у бетона на хвостах обогащения - на 57 - 58 %, на Оленегорском песке – на 49 %, ее показатели составили 0,12 - 014 (см. рис. 5), что отвечает современному уровню технологии рядовых бетонов.
Обнаруженный эффект может быть связан с повышением активности цемента в процессе его помола с начальной Sуд = 3000 см2/г до Sуд= 5000–5200 см2/г при изготовлении композици- онного вяжущего из-за появления «свежих» поверхностей зерен клинкерной части. Это подтверждается заметным приростом прочности в начальные сроки твердения (см. рис. 6). Можно также предположить, что свой вклад в окончательное формирование прочности цементного камня и бетона в целом вносят тонкодисперсные кремнеземистые частицы молотых хвостов обогащения [11, 17].
В результате разработок установлено, что на 28-е сут нормального твердения мелкозернистый бетон на композиционном вяжущем и хвостах обогащения железистых кварцитов достигает средней прочности при сжатии 55 - 58 МПа, что при стандартном коэффициенте вариации 13 % обеспечивает гарантированную прочность 43 МПа, удовлетворяющую нормативным требованиям к вибропрессованным изделиям для городского благоустройства.
Заключение
Экспериментальные исследования возможностей строительно-технологической утилизации хвостов обогащения железистых кварцитов АО «Олкон» в качестве компонента мелкозернистого бетона для вибропрессованных изделий городского благоустройства показали, что замена природного песка на хвосты обогащения в исходном виде приводит к снижению прочности получаемого материала вследствие недоуплотнения смесей при принятых режимах виброуплотнения. Вместе с тем введение хвостов обогащения в количестве 25 % в состав композиционного вяжущего, домолотого до удельной поверхности S уд = 5000–5200 см2/г, обеспечивает повышение на 57 - 58 % эффективности использования клинкерной части цемента в формировании прочности бетона и рост этой прочности в абсолютном выражении.
Для объяснения полученных эффектов на основе структурного подхода необходимо проведение химического, минералогического и микроскопического анализа микро- и макроструктуры полученного материала. Это является обязательным условием разработок по максимальной реализации структурообразующего потенциала техногенных отходов в системах твердения с учетом механических, механохимических и физико-химических явлений.
На данном же этапе исследований для изготовления вибропрессованных изделий городского благоустройства (тротуарная плитка, бордюрный камень и т. д.) из мелкозернистого бетона класса В40 может быть рекомендован следующий расход компонентов на 1 м3 бетонной смеси: композиционное вяжущее – 600 кг (ПЦ = 450 кг, ХО = 150 кг), хвосты обогащения немолотые – 1790 кг; вода – 208 кг; добавка «Полипласт» – 0,45 кг.
В последнее время в сфере получения железнорудных концентратов поднимается вопрос доизвлечения железа из накопленных техногенных отходов хвостохранилища, и такая технологии дополнительного получения 160–200 тыс. т железорудного концентрата в год с содержанием в нем до 60–66 % Fe разработана в Горном институте КНЦ РАН [18]. В свете сказанного актуальной становится строительно-технологическая утилизация маложелезистых отходов такой технологии. Организация при АО «Олкон» территориально-промышленного кластера, включающего линию доизвлечения железа и предприятия по производству строительных материалов на основе маложелезистых отходов, будет способствовать формированию биосферносовместимой благоприятной среды жизнедеятельности в Мурманском регионе за счет сокращения загрязнения окружающей среды и улучшения экологической обстановки в районе расположения горно-обогатительного предприятия.
Список литературы Отходы обогащения железистых кварцитов как структурный компонент мелкозернистого бетона
- Чернышов Е.М., Акулова И.И. Строительно-технологическая утилизация многотоннажных отходов отраслей промышленности как основа формирования чистой биотехносферно-совместимой региональной среды // Устойчивое развитие региона: архитектура, строительство, транспорт: материалы VI Междунар. научно-практ. конф. - Тамбов: Изд-во Першина Р.В., 2019. - С. 85-89.
- Хохуля М.С., Гершенкоп А.Ш. Переработка отходов обогащения ОАО «Олкон» // Проблемы рационального использования природного и техногенного сырья Баренцева региона в технологии строительных и технических материалов. - Архангельск: Институт экологических проблем Севера Архангельского НЦ УрО РАН, 2010. - С. 97-100.
- Крашенинников О. Н., Гришин Н.Н., Калинкин А.М. и др. Перспективы развития минеральной базы Кольского региона и производства местных строительных материалов // Север и рынок: формирование экономического порядка. - 2014. - № 5 (42). - С. 39-43.
- Брянцева Н.Ф., Глухова Р.Н., Адеишвили Л.О. Автоклавный силикатный материал из отходов горнодобывающей промышленности // Силикатные материалы из минерального сырья и отходов промышленности. - Л.: Наука, 1982. - С. 3-10.
- Потамошнева Н.Д., Чернышов Е.М. Тонкодисперсные хвосты обогащения железных кварцитов КМА - сырье для широкой номенклатуры строительных материалов синтезного твердения // Достижения строительного материаловедения: сб. науч. ст., посв. 100-летию со дня рождения П.И. Боженова. - СПб.: Изд-во СПбГАСУ, 2004. - С. 102-108.
- Брянцева Н.Ф., Крашенинников О.Н., Сухорукова Р.Н. Отходы обогащения // Строительные и технические материалы из минерального сырья Кольского п-ова. Ч. 1. - Апатиты: Изд-во КНЦ РАН, 2003. - С. 170-182.
- Суворова О.В., Лащук В.В., Макаров Д.В. и др. Исследование отходов обогащения железистых кварцитов как сырья для получения строительной керамики // Труды Ферсмановской научной сессии ГИ КНЦ РАН. - 2012. - № 9. - С. 366-369.
- Bessmertny V., Zdorenko, N., Bondarenko M. et al. Possibility of Using Enrichment Tailings of KMA Ferruginous Quartzite in the Production of Ceramic Building Materials // Glass and Ceramics. - 2024. - N 81.
- Лесовик Р.В. К выбору техногенных песков для получения композиционных вяжущих и мелкозернистых бетонов // Технологии бетонов. - 2015. - № 1-2. - С. 60-63.
- Long J., Yang K., Wang Sh. et al. New insights into the contribution of quartz powder byproduct from manufactured sand to the performance of cementitious materials // Journal of Thermal Analysis and Calo-rimetry. - 2023. - Vol. 148, N 10. - P. 4105-4117.
- Макеев А.И. Отсевы дробления гранита как компонентный фактор формирования структуры бетона. Ч. II. Экспериментальные исследования структурообразующего потенциала // Строительные материалы. - 2024. - № 1-2. - С. 59-66.
- Акулова И.И., Артамонова О.В., Гончарова М.А. и др. Научная школа академика РААСН Е.М. Чернышова (памяти учителя). Ч. 2. Научно-практические разработки // Научный журнал строительства и архитектуры. - 2023. - № 1 (69). - С. 47-67.
- Чернышов Е.М., Акулова И.И., Гончарова М.А. и др. Концепция, методология и прикладные решения проблемы строительно-технологической утилизации техногенных отходов // Известия высших учебных заведений. Строительство. - 2020. - № 8. - С. 70-91.
- Куляев П.В., Цыбина Р.З., Белов В.В. и др. Вопросы оптимизации зернового состава мелкозернистых бетонов // Актуальные проблемы строительной отрасли и образования-2023: сб. докл. IV Нац. науч. конф. - М.: Изд-во НИУ МГСУ, 2024. - С. 199-203.
- Шмитько Е.И., Верлина Н.А. Процессы пресс-формования и их влияние на качество кирпича-сырца // Строительные материалы. - 2015. - № 10. - С. 5-7.
- Чернышов Е.М., Коротких Д.Н., Макеев А.И. Базовые положения механики проявления конструкционных свойств конгломератных строительных композитов. Ч. 2. Обзор результатов прикладных исследований по проблеме конструирования и синтеза структур современных высокотехнологичных бетонов // Известия высших учебных заведений. Строительство. - 2020. - № 9. - С. 48-57.
- Урханова Л.А., Лхасаранов С.А. Бадмаева Э.В. Исследование влияния минеральных добавок на свойства и фазовый состав композиционных вяжущих для сухих строительных смесей // Вестник ВСГУТУ. - 2021. - № 4. - С. 79-84.
- Хохуля М.С., Фомин А.В., Алексеева С.А. и др. Ресурсосберегающая технология получения гематитового концентрата из складированных хвостов обогатительного производства АО «Олкон» // Горный журнал. - 2020. - № 9. - С. 85-90.
