Повышение износостойкости композиционного покрытия на основе железа при восстановлении специального оборудования

Автор: Жачкин С.Ю., Трифонов Г.И., Пустоветов А.В., Стрункин П.В.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технологии, машины и оборудование для агропромышленного комплекса (технические науки)
Статья в выпуске: 2 (93), 2024 года.
Бесплатный доступ
В работе представлены результаты исследования, направленного на определение рационального состава композитного материала на основе порошка ПР-Х11Г4СР с фракцией 40-64 мкм с добавлением наполнителя карбида титана (TiC) для нанесения покрытий плазменным напылением, обеспечивающим максимальное значение микротвердости и износостойкости. Для этого был спланирован и реализован многофакторный эксперимент по центральному композиционному рототабельному плану. Были выбраны следующие независимые переменные: размер наполнителя (30-70 мкм) и концентрация наполнителя (10-30 %). В качестве функции отклика приняли прочность сцепления полученного покрытия основой образцов. В ходе исследования были проанализированы морфология и химический состав полученного покрытия из порошка на основе железа и частиц карбида титана. Выяснены аспекты, объясняющие причины улучшения микротвердости получаемого покрытия при плазменном напылении
Плазменное напыление, композитное покрытие, микротвердость, износостойкость, карбид титана, эксперимент
Короткий адрес: https://sciup.org/142241940
IDR: 142241940 | УДК: 621.357.74 | DOI: 10.53980/24131997_2024_2_92
Increasing of wear resistance of iron-based composite coating when restoring special equipment
The paper presents the results of determining rational composition of composite material based on PR-X11G4SR powder with fraction of 40-64 microns with addition of titanium carbide filler (TiC) for plasma spraying coatings, providing maximum microhardness and wear resistance. For this purpose, a multivariate experiment on the central composite rototable plan was designed and implemented. The following independent variables were selected: filler size (30-70 microns) and filler concentration (10-30 %). Adhesion strength of resulting coating to base of the samples was taken as response function. The study analyzed morphology and chemical composition of the obtained coating from iron-based powder and titanium carbide particles. It outlined aspects that explain reasons for improving resulting coating microhardness during plasma spraying.
Текст научной статьи Повышение износостойкости композиционного покрытия на основе железа при восстановлении специального оборудования
Износостойкость является ключевым показателем ресурса для узлов машин, поскольку она непосредственно влияет на их эффективность и долговечность эксплуатации. Механические узлы машин, такие как вал-подшипник, зубчатые колеса, ремни, валы и др., постоянно подвергаются механическим нагрузкам и трению, что приводит к износу их рабочих поверхностей. Улучшение износостойкости данных узлов имеет несколько существенных преимуществ. Во-первых, это увеличивает срок службы машин и оборудования, что позволяет производственным компаниям в значительной мере экономить финансовые средства на проведение ремонта и плановых заменах деталей. Кроме того, увеличение срока службы деталей также способствует снижению вероятности возникновения аварийных ситуаций, что является значимым фактором для многих промышленных отраслей. Также увеличение износостойкости способствует повышению эффективности и качества производственных процессов. Машины, у которых узлы обладают повышенной износостойкостью, редко ломаются и простаивают, что позволяет оборудованию работать непрерывно и эффективно в течение длительного времени. Это особенно важно в условиях высокой загруженности производственных линий, поскольку даже небольшие простои могут привести к значительным потерям. Так, снижение затрат на обслуживание – важный аспект увеличения долговечности. Машины и специальное оборудование, у которых узлы обладают высокой износостойкостью, требуют меньшего количества регулярного технического обслуживания и замены деталей. Таким образом, можно сократить расходы на запасные части, трудозатраты и время, необходимое для проведения технических работ. В итоге повышение износостойкости позволяет компаниям снизить операционные расходы и увеличить конкурентоспособность на рынке. Необходимо также отметить, что для уменьшения количества отходов, образующихся в процессе производства, необходимо сократить частоту замены деталей и проводить ремонты.
Исследования ученых из России и других стран [1–7] посвящены изучению взаимосвязи между износостойкостью и микротвердостью. Эта связь помогает оптимизировать выбор материалов для конкретных областей применения на основе их физико-механических характеристик. Данные исследования имеют особую ценность в областях, где материалы подвергаются интенсивным механическим нагрузкам.
При изучении износостойкости основной переменной является микротвердость, которая может быть определена различными методами. Один из таких методов – измерение разрушающих свойств материала, таких как упругость, твердость и прочность. С помощью этих методов можно получить числовые значения, которые могут быть применены для анализа взаимосвязи между микротвердостью и износостойкостью.
Одним из основных выводов исследований в области износостойкости и микротвердости является то, что между этими двумя характеристиками существует прямая зависимость. Более твердый материал обычно обладает более высокой износостойкостью, так как его структура и свойства позволяют ему лучше сопротивляться воздействию внешних сил. Таким образом, выбор материала с высокой микротвердостью может значительно повысить его износостойкость и, следовательно, продлить срок его службы.
Цель работы заключалась в определении рационального состава композитного материала на основе порошка ПР-Х11Г4СР с фракцией 40–64 мкм с добавлением наполнителя карбида титана (TiC) для нанесения покрытий плазменным напылением, обеспечивающим максимальное значение микротвердости и износостойкости.
Материалы и методы исследования
Плазменная наплавка представляет собой одну из самых распространенных технологий напыления металлических материалов в промышленности. Для нее используют высокоэнергетическую струю для нанесения расплавленных материалов на поверхность подложки [8]. Преимущества этой технологии включают быстрое плавление, низкую стоимость и высокую эф- фективность, а также хорошую связь с подложкой и возможность локальной селективной обработки поверхности детали [5, 6]. В связи с этим в последние годы плазменная наплавка привлекла широкое внимание ученых и нашла применение в промышленности [9]. Наиболее применимы порошки Co, Ni и сплавов Fe в качестве материалов для наплавки. Хотя материалы на основе Co и Ni обладают хорошей коррозионной стойкостью и высокими характеристиками при высоких температурах, они относительно редки и дороги. Впрочем, дешевые порошки сплавов на основе железа привлекают широкое внимание. Тем не менее, хотя некоторые широко используемые сплавы на основе железа, например, такие как ПР-Х11Г4СР, обладают лучшей электрохимической стойкостью из-за низкого содержания углерода, они также характеризуются низкой твердостью и мягкими поверхностями, что означает низкую трибокоррозионную стойкость и ограничивает их техническое применение в связи с повышенным износом. Поэтому необходимо изучение способов улучшения механических свойств наплавочного покрытия на основе железа, а также определение ключевых аспектов для расширения области его применения.
Все известные методы упрочнения заключаются в том, что работа производится с уже сформировавшимся покрытием, т. е. когда кристаллическая решетка уже сформирована и подвергается внешнему воздействию неких факторов, что часто приводит к образованию трещин, переупрочнению, отслаиванию покрытия и т. д. Отличие исследуемого способа упрочнения материала от других заключается в том, что упрочнение происходит на этапе формирования кристаллической решетки материала покрытия.
При проводимом эксперименте по плазменной наплавке в качестве оборудования использовалась установка плазменного нанесения покрытий УПНС-3040, изображенная на рисунке 1.

Рисунок 1 – Установка для нанесения покрытий плазменным методом
Для достижения поставленной цели был спланирован и реализован многофакторный эксперимент по центральному композиционному рототабельному плану [10, 11], результаты которого представлены в таблице. В результате были выбраны следующие области варьирования независимых переменных:
размер наполнителя (X1), мкм концентрация наполнителя (X2 ), %
30–70
10–30
Таблица
Результаты многофакторного эксперимента
|
Размер наполнителя, мкм |
Концентрация наполнителя, % |
Адгезия покрытия, МПа |
|
30 |
10 |
191 |
|
30 |
30 |
170 |
|
70 |
10 |
158 |
|
70 |
30 |
138 |
|
21,71573 |
20 |
175 |
|
78,28427 |
20 |
129 |
|
50 |
5,857864 |
190 |
|
50 |
34,14214 |
162 |
|
50 |
20 |
193 |
|
50 |
20 |
194 |
Результаты исследования и их обсуждение
В ходе проведения предварительных экспериментов было установлено, что на микротвердость композиционного покрытия, выбранного в качестве параметра оптимизации состава наносимого материала, оказывали влияние два независимых фактора: размер и концентрация наполнителя матрицы.
Таким образом, в качестве функции отклика приняли прочность сцепления полученного покрытия с основой. В итоге было получено уравнение, описывающее зависимость прочности сцепления от размера ( X 1) и концентрации наполнителя ( X 2 ) композитного материала:
C=91,49+4,33X1-0,05X22+2,04X2-0,09X22+0,001X1X2. (1)
Проверку адекватности выбранной модели производили по критерию Фишера [12].
Анализируя коэффициенты полученной модели по критерию Стьюдента, увидели, что регрессионное уравнение окончательно приняло следующий вид:
C=91,49+4,33X1-0,05X12+2,04X2-0,09X22. (2)
Его графическая интерпретация, представленная на рисунке 2 в виде контуров желательности, наглядно показывала зависимость адгезии от исследуемых параметров.
Определили центр оптимума полученной функции (2), предварительно решив систему уравнений, используя программный комплекс «MathCad»:
d-f (X1,X2) ^-0,1X1+ 4,33, dx d-f (X1,X2) >0,18X2 + 2,04.
dx
43,3
11,33
Получили: so ln:= lsolve (M,ν), so ln=
Таким образом, были найдены координаты оптимума:
X1=43,3 мкм;X2=11,33 %.
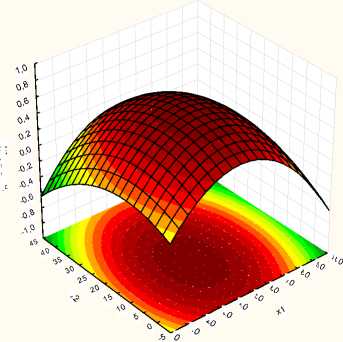
> 0,6
< 0,5
< 0,3
< 0,1
< -0,1
-
< -0,3
-
< -0 5
Рисунок 2 – Графическое отображение регрессионной модели в виде графика желательности
Технологические режимы плазменного напыления композитного покрытия были выбраны согласно ранее проведенным исследования с целью получения качественного покрытия [13].
В качестве сырья в этом исследовании использовали порошок самофлюсующегося сплава ПР-Х11Г4СР на основе Fe, полученный методом распыления, и внедряемые частицы TiC чистотой 99,9 %. Морфология и химический состав порошка и внедряемых частиц показаны на рисунке 3.
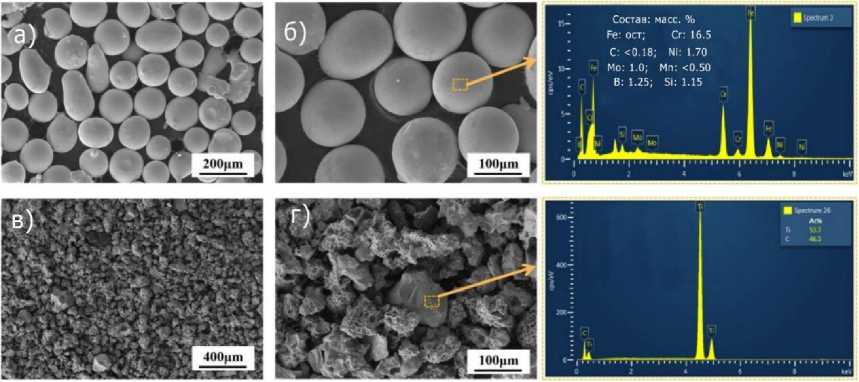
Рисунок 3 – Морфология порошков и химический состав покрытия из порошка на основе Fe (a, б) и частиц TiC (в, г)
Композитный порошок получали путем добавления 11,33 мас. % частиц TiC в порошок для сплава на основе железа. Для достижения равномерного распределения композитный порошок полностью перемешивали в течение 5 ч с помощью шарового фрезерного оборудования и сушили в течение 10 ч при 85 °C в сушильной печи. В качестве материала подложки для этой работы была выбрана конструкционная сталь 45 размером 200×200×10 мм. Перед экспериментом основание шлифовали наждачной бумагой для удаления загрязняющих веществ.
Микротвердость композитного покрытия измеряли на твердомере ПМТ-3 при нагрузке 10 Н по ГОСТ 9450-76 (СТ СЭВ 1195-78) в поперечном сечении образца. Метод определения микротвердости покрытия заключался в следующем: алмазный наконечник в форме правильной четырехгранной пирамиды вдавливали в участок образца под действием нагрузки. После удаления нагрузки измеряли диагонали квадратного отпечатка, оставшегося на поверхности образца. Экспериментальные измерения проводили в 16 точках, а затем производили вычисление микротвердости по среднеарифметическому результату измерений. На рисунке 4 показана кривая распределения микротвердости композитного покрытия на основе железа с добавлением карбида титана. Среднее значение микротвердости покрытия составило 703±17HV, в то время как твердость подложки – ≈250HV.
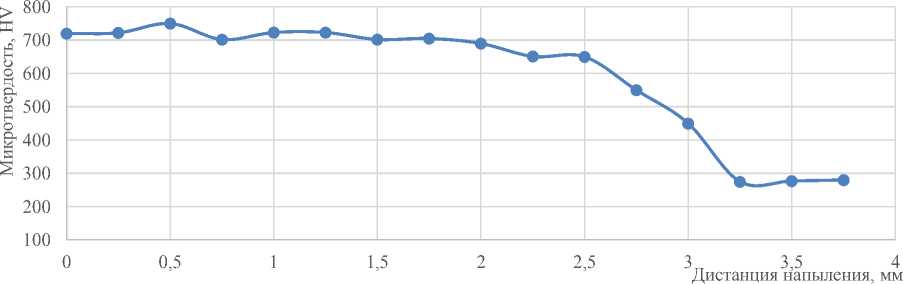
Рисунок 4 – Зависимость микротвердости от дистанции напыления
Можно обнаружить, что микротвердость покрытия значительно снижалась в зоне соединения с подложкой, что указывало на размягчение вблизи подложки. Кроме того, известно [14, 15], что микротвердость обработанного сплава ПР-Х11Г4СР на основе Fe без частиц TiC составляет приблизительно 600 HV. Сравнение показало, что композитное покрытие на основе железа с добавлением TiC, полученное в этом исследовании, обладало относительно более высокой микротвердостью на 17,5 %.
Заключение
Причины улучшения микротвердости композитного покрытия на основе железа можно объяснить следующими аспектами. Во-первых, упрочнение за счет измельчения зерен производится путем введения частиц TiC. Хорошо известна теория Холла - Петча [16], которая объясняет взаимосвязь между микротвердостью мультикристаллических материалов и размером зерен:
H=H0+kd-0,5, (3)
где H – общая прочность измеряемого материала; H 0 – твердость при трении, которая постоянна независимо от размера зерен, k – постоянная величина, d – диаметр зерен.
Из уравнения (3) можно сделать вывод, что микротвердость отрицательно коррелирует с размером зерна. Из-за преимущественного осаждения частиц TiC с высокой температурой плавления, способствующих образованию зародышей, происходит измельчение зерен. Таким образом, твердость композитного покрытия демонстрирует тенденцию к увеличению.
Во-вторых, дисперсионное упрочнение обеспечивается присутствием частиц TiC различных форм. Поскольку частицы TiC сами по себе являются упрочняющей фазой высокой твердости, равномерно диспергированные частицы TiC и лепестковидные частицы TiC могут действовать как эффективный барьер для ограничения перемещения дислокаций, тем самым повышая общую твердость композитного покрытия [17, 18].
В-третьих, дисперсионное упрочнение может быть вызвано образованием эвтектических карбидов и фаз TiC субмикронного размера. Наблюдение за микроструктурой подтверждает существование сетчатой эвтектической структуры и выделений TiC субмикронного размера. Механизм Эшби - Орована [19, 20] свидетельствует о том, что эти вызванные выделения могут 97
эффективно блокировать движение дислокаций, что приводит к значительному повышению твердости покрытия.
Список литературы Повышение износостойкости композиционного покрытия на основе железа при восстановлении специального оборудования
- Тушинский Л.И., Плохое А.В., Токарев А.О. и др. Методы исследования материалов: структура, свойства и процессы нанесения неорганических покрытий. - М.: Мир, 2004. - 384 с.
- Mauer G., Schlegel N., GuignardA. et al. Plasma spraying of ceramics with particular difficulties in processing // Journal of thermal spray technology. - 2015. - Vol. 24, N 1, 2. - P. 30-37.
- Кадырметов А.М. Управление технологическим обеспечением процессов плазменного нанесения покрытий в режиме модуляции электрических параметров. - Воронеж: Изд.-полигр. центр «Научная книга», 2013. - 260 с.
- Li R.I., Psarev D.N., Malyugin V.A. Polymeric Nanocomposite for Fixing Bearings during Assembly and Repair of Equipment // Polymer Science. Series D. - 2019. - Vol. 12, N 3. - P. 261-265. - DOI: 10.1134/S1995421219030134.
- Sharifullin S.N., Pirogova A.S. Improving the quality indicators fuel pump of plasma technology // Journal of Physics: Conference Series. - 2017. - Vol. 789, N 1. - P. 012051. - DOI: 10.1088/17426596/789/1/012051.
- Крупин А.Е., Тарукин Е.М., Маслов И.М. Износостойкость покрытий при упрочнении зубьев борон электродуговой наплавкой // Вестник ВСГУТУ. - 2018. - № 3 (70). - С. 48-54.
- Думное С.Н., Лабаров Д.Б., БолоевП.А. К вопросу восстановления плунжерных пар топливных насосов дизельных двигателей // Вестник ВСГУТУ. - 2014. - № 3 (48). - С. 48-52.
- Ильющенко А.Ф., Шевцов А.И., Оковитый В.А. Процессы формирования газотермических покрытий и их моделирование: монография. - Минск: Белорусская наука, 2011. - 357 с.
- Пузряков А.Ф. Восстановление изношенных деталей плазменным напылением // Ремонт. Восстановление. Модернизация. - 2010. - № 4. - С. 34-39.
- Бессонов А.С. Методология исследования и планирование эксперимента // Перспективы науки. - 2019. - № 4 (115). - С. 63-65.
- Ricci P., Theiler C., Fasoli A. et al. Methodology for turbulence code validation: Quantification of simulation-experiment agreement and application to the TORPEX experiment // Physics of Plasmas. - 2011. -Vol. 18, N 3. - P. 032109-11. - DOI: 10.1063/1.3559436.
- Грачёв Ю.П., Плаксин Ю.М. Математические методы планирования эксперимента. - M.: ДеЛи принт, 2005. - 296 с.
- ТрифоновГ.И., Жачкин С.Ю. Влияние технологических режимов плазменного напыления на прочность сцепления покрытия с винтовой основой детали // Все материалы. Энциклопедический справочник. - 2024. - № 3. - С. 29-36. - DOI: 10.31044/1994-6260-2024-0-3-29-35.
- Трифонов Г.И. Восстановление рабочих поверхностей шнека транспортирующих устройств плазменным напылением износостойкого композитного покрытия: специальность 05.20.03 «Технологии и средства технического обслуживания в сельском хозяйстве»: дис.... канд. техн. наук. - Воронеж, 2022. - 166 с.
- Zhukeshov A.M., Pak S.P., Gabdullina A.T. et al. Structure and microhardness of iron alloys after pulse plasma flows processing // Recent Contibutions to Physics. - 2016. - N 1(56). - P. 18-25.
- Малинина Н.А. Структурно аналитическая теория деформации разрушения субмикро и нано-кристаллических материалов с микронапряжениями // Наноинженерия. - 2012. - № 5 (11). - С. 37-44.
- Cai B., Tan Y.-f., He L., et al. Tribological properties of TiC particles rein-forced Ni-based alloy composite coatings // Transactions of Non-ferrous Metals Society of China. - 2013. - Vol. 13. - P. 1681-1688.
- Трифонов Г.И., Пеньков Н.А., Дерканосова А.А. и др. Упрочнение покрытия плазменного напыления дисперсной дополнительной фазой карбида титана // Вестник Воронежского гос. ун-та инженерных технологий. - 2022. - № 84 (3). - С. 191-197. - DOI: 10.20914/2310-1202-2022-3-191-197.
- Голенков В.А., Яковлев С.П., Головин С.А. и др. Теория обработки металлов давлением: учебник для вузов. - М.: Машиностроение, 2009. - 442 с.
- Балданов К.П., Бураев М.К., Рязанов П.Г. К расчету параметров холодного газодинамического напыления деталей машин с использованием установки ДИМЕТ-405 // Вестник ВСГУТУ. - 2019. - № 1 (72). - С. 69-73.
