Применение контрольных карт Шухарта для определения стабильности пищевых производств

Автор: Мухаметшина А.М., Шигабиев Т.Н., Приймак Е.В.
Статья в выпуске: 1 т.217, 2014 года.
Бесплатный доступ
Выпуск качественной продукции, соответствующей спросу потребителя, является основной задачей производственного предприятия. Одним из простых и доступных методов контроля качества продукции является применение контрольных карт Шухарта. На примере пищевого производства представлен алгоритм построения контрольных карт Шухарта и анализ показателей возможностей процесса.
Контрольные карты, статистические методы, управление качеством, пищевое производство
Короткий адрес: https://sciup.org/14288169
IDR: 14288169 | УДК: 658.56
Use of the Shukharts control cards for determination of stability of food productions
Release of the qualitative production corresponding to demand of the consumer, is the main objective of manufacturing enterprise. One of simple and available methods of quality control of production is use of control cards of Shukhart. On the example of food production the algorithm of creation of control cards of Shukhart and the analysis of indicators of opportunities of process is presented.
Текст научной статьи Применение контрольных карт Шухарта для определения стабильности пищевых производств
Основой конкурентоспособности является качество продукции, хотя определенное влияние оказывает цена, сроки поставки, производительность, гарантии, сервисное обслуживание. По результатам опросов качество занимает 70 % «весомости» всех показателей конкурентоспособности.
Но осуществление только лишь контроля качества продукции не позволяет оперативно обнаруживать отклонения в технологических процессах производства, в то время как применение статистических методов контроля позволяет не только выявить нарушения, но и поддерживать процесс в стабильном состоянии и, таким образом, обеспечивать повторяемость его результатов. Используя инструменты статистического управления процессами можно своевременно проконтролировать появление значимых вариаций и, таким образом, свести к минимуму вероятность их появления, что в итоге приведет к снижению уровня дефектов и ошибок [1,2].
В качестве объекта управления нами выбран технологический процесс производства творога, где выход и качество готовой продукции оценивается, прежде всего, свойством сырья.
Для того чтобы выявить закономерности и стабильность процесса производства творога, был проведен анализ показателей его качества и параметров процесса производства. При обработке данных применяли ГОСТ Р 50779.42-99 (ИСО 8258-91) «Статистические методы. Контрольные карты Шухарта» [3].
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты.
Контрольные карты служат для наглядного отображения протекания процесса и своевременного распознавания неслучайных отклонений или нарушений процесса. Контрольные карты позволяют обслуживающему персоналу предотвратить дальнейшее появление продукции, не отвечающей заданным показателям качества.
Контрольные карты для количественных данных имеют следующие преимущества:
-
– большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость контрольных карт потенциально широка;
-
– измеренное значение содержит больше информации, чем просто утверждение «да – нет»;
-
– характеристики процесса могут быть проанализированы безотносительно установленных требований - карты запускаются одновременно с процессом и дают независимую картину того, на что процесс способен;
– хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля и уменьшить временной разрыв между производством продукции и корректирующим воздействием.
В качестве контролируемого параметра производства творога был выбран показатель кислотности и плотности молока-сырья. Было произведено 50 измерений по каждому показателю качества. Из множества разнообразных контрольных карт Шухарта нами были выбраны карты средних (Х-карта) и размахов (R-карта), как наиболее информативные и простые в применении.
Разработка контрольных карт для данного процесса включает следующие аспекты:
-
– анализ исходных данных на наличие грубых ошибок (промахов);
-
– проверка статистической однородности выборки;
-
– построение гистограммы и её корректировка по Йейтсу;
-
– проверка гипотезы о нормальности распределения в выборке;
-
– построение контрольных карт и их анализ [4].
Блок-схема статистической процедуры построения контрольных карт приведена на рисунке 1.
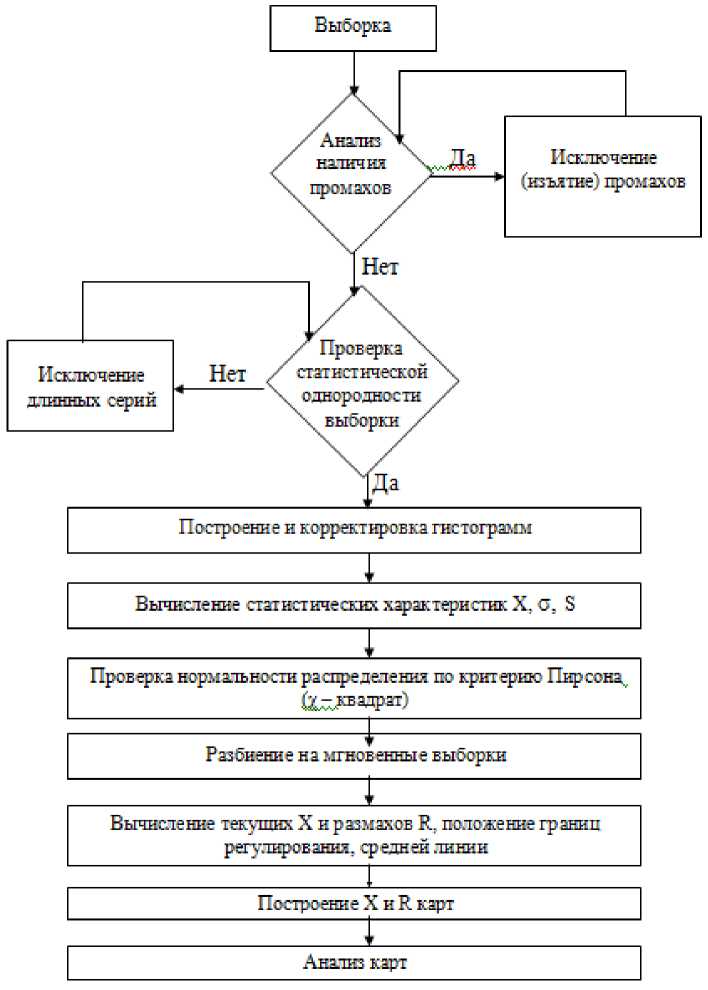
Рисунок 1 – Блок-схема статистической процедуры построения контрольных карт
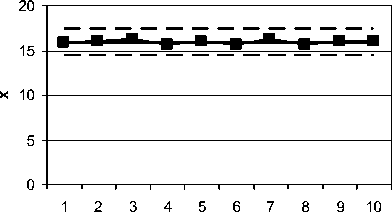
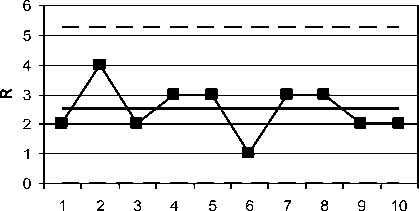
Полученные в результате расчетов Х- и R- карты по показателю кислотности молока-сырья представлены на рисунках 2 и 3 .
Х-карта
^^^™ ^^^™ UCL
—■ График
^^^™ ^^^™ LCL
Ср.линия
Номер выборки
Рисунок 2 – Х- карта по показателю кислотности молока-сырья
R-карта
^^^™ ^^^™ UCL
^^^™ ^^^™ LCL
Ср.линия
Номер выборки
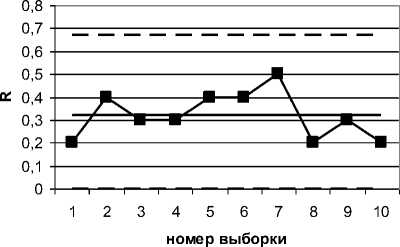
Рисунок 3 – R-карта по показателю кислотности молока-сырья
Полученные в результате расчетов Х- и R- карты по показателю плотности молока-сырья представлены на рисунках 4 и 5.
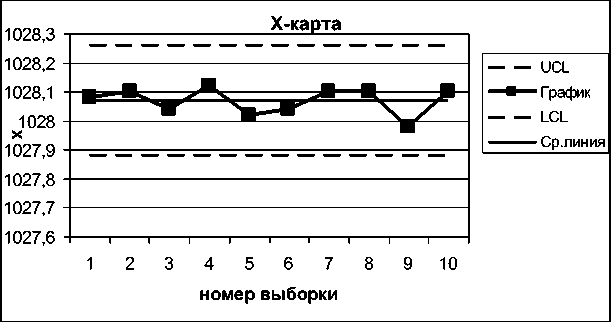
Рисунок 4 – Х- карта по показателю плотности
R-карта
UCL График LCL Ср.линия
Рисунок 5 – R- карта по показателю плотности молока-сырья
Далее при помощи контрольных карт проводится анализ стабильности технологического процесса. По ГОСТ Р 50779.44 - 2001 [5] процесс может находиться в трех состояниях:
-
– в состоянии А (стабилен и по разбросу, и по положению среднего арифметического);
– в состоянии Б (стабилен по разбросу, но не стабилен по положению среднего арифметического);
– в состоянии В (нестабилен по разбросу и по положению среднего арифметического).
Исходя из полученных Х- и R - карт можно сделать вывод, что процесс и по разбросу, и по положению среднего арифметического находится в статистически управляемом состоянии (т.е. в состоянии А), поскольку значения Х и R лежат внутри границ.
Определив, в каком состоянии находится анализируемый процесс, приступают к расчету показателя возможностей процесса – индекса воспроизводимости процесса С рк .
Так как анализ данных показал, что процесс является стабильным как по разбросу, так и по положению среднего арифметического, то для оценки показателя возможностей формулы:
процесса используем следующие
с рк
_ UCL - X 3 а R а = —
d где С рк – индекс воспроизводимости процесса;
σ – стандартное отклонение:
R – среднее значение размахов отдельных выборок;
d – коэффициент, значения которого зависят от объема отдельных выборок.
UCL – верхнее значение поля допуска из ГОСТ на продукцию;
X – среднее арифметическое всех значений в объединенной выборке.
Индекс возможности процесса рассчитывается только по UCL, поскольку в нормативной документации задан только один верхний предел поля допуска (не более 3,0).
Пользуясь вышеприведенными формулами и полученными данными, для каждой характеристики качества определяем индексы возможности процесса:
а кислотность
2,5
2,328
= 1,07 ; а
плотность
0,32
2,326
= 0,14
= 17,35 - 15,9 _ 1,45 рккислотность , ;
3 • 1,0/ 3,21
С
ркплотность
1028,26 - 1028,07
3 • 0,14
^,19 = 0,45
0,42
Поскольку значение С мало, то возможности процесса нельзя считать приемлемыми. Вследствие этого нами было предложено корректирующее мероприятие - снизить влияние обычных причин вариации. Для этого необходимо идентифицировать факторы, влияющие на изменчивость результата процесса. Также необходимо проводить более точные измерения кислотности и плотности молока-сырья, чтобы получить более надежные выводы и, конечно же, жестко отслеживать весь технологический процесс.
Если процесс оставить без изменений, то в соответствии с ГОСТ Р 50779.44-2001 [5], ожидаемый уровень брака для представленного производства будет составлять 8,3%, что соответствует 8300 единиц продукции на миллион единиц продукции.
ЛИТЕРАТУРА: 1. Сундарон, Э.М. Статистические методы контроля и управления качеством: учебное пособие/ Э.М.Сундарон.- Улан-Удэ: Издательство ВСГТУ, 2002 – 54 с. 2. Данилов, И.П. Статистические методы в управлении качеством продукции: учебное пособие/ И.П. Данилов, А.А. Насырова-Антонова, В.Л. Семенов. – Казань: Познание, 2007.–240 с. 3. ГОСТ Р 5779.42-99. Статистические методы. Контрольные карты Шухарта.; введ. 01.01.2000 – М.: Изд-во стандартов, 1999- 36с. 4. ГОСТ Р 50779.21 – 2004. Правила определения и методы расчета статистических характеристик по выборочным данным. Нормальное распределение.; введ. 01.06.2004.–М.: Изд-во стандартов, 2004.- 47с. 5. ГОСТ Р 5779.44-2001. Статистические методы. Показатели возможностей процессов. Основные методы расчета статистических характеристик по выборочным данным. Нормальное распределение.; введ. 01.07.2002 –М.: Изд-во стандартов, 2001- 20с.
ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ ШУХАРТА
ДЛЯ ОПРЕДЕЛЕНИЯ СТАБИЛЬНОСТИ ПИЩЕВЫХ ПРОИЗВОДСТВ
Мухаметшина А.М., Шигабиев Т.Н., Приймак Е.В.
Резюме
Выпуск качественной продукции, соответствующей спросу потребителя, является основной задачей производственного предприятия. Одним из простых и доступных методов контроля качества продукции является применение контрольных карт Шухарта. На примере пищевого производства представлен алгоритм построения контрольных карт Шухарта и анализ показателей возможностей процесса.
USE OF THE SHUKHARTS CONTROL CARDS
FOR DETERMINATION OF STABILITY OF FOOD PRODUCTIONS
Muhametshina A.M., Shigabiev T.N., Primak E.V.
