Применение лигнина в производстве древесно-полимерных композитов

Автор: Симикова А.А., Челышева И.Н., Плотников Н.П.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технология переработки
Статья в выпуске: 1, 2013 года.
Бесплатный доступ
Рассмотрены состав и структура талового лигнина. Установлена возможность использования талового лигнина для производства древесно-волокнистых плит мокрым способом.
Талловый лигнин, щелочная добавка лигнина, древесно-волокнистая композиция, древесно-волокнистая плита
Короткий адрес: https://sciup.org/14082675
IDR: 14082675 | УДК: 647.048
Lignin application in the wood and polymeric composite production
The tallow lignin composition and structure are considered. The tallow lignin use possibility for wood-fiber board production by wet way is established.
Текст научной статьи Применение лигнина в производстве древесно-полимерных композитов
Проблема комплексной переработки древесины с каждым годом становится все более актуальной в связи с необходимостью защиты окружающей среды и постоянным ростом цен как на растительные ресурсы, так и на продукты химической переработки древесины.
Группа «Илим» реализует в Восточной Сибири один из крупнейших в истории лесопромышленного комплекса (ЛПК) проектов, который обеспечит качественное использование ресурсного потенциала региона. Данная группа – крупнейший инвестор в лесной отрасли России. В рамках инвестпрограммы компания реализует масштабный проект «Большой Братск», который предполагает строительство новой современной целлюлозной линии на базе уже действующего предприятия. В 2012 году в Братске будет создано самое крупное в мире целлюлозное производство. Общий годовой объем производства превысит 1 млн т. Процесс производства будет осуществляться способом сульфатной варки.
В отличие от другого щелочного способа производства, натронного, где используется только гидроксид натрия, сульфатный процесс позволяет получить целлюлозу большей механической прочности. Основная стадия этого термохимического процесса, – сульфатная варка, заключается в обработке древесной щепы водным раствором, содержащим гидроксид и сульфид натрия. Целлюлозу, производимую сульфатным методом, называют сульфатной целлюлозой. Достоинством метода является возможность использования в нем практически всех пород древесины, а регенерация химикатов делает процесс экономически эффективным.
В процессе сульфатной варки, помимо собственно целлюлозы, образуется множество отходов и побочных продуктов, из которых получают кормовые дрожжи, сульфатное мыло, фитостерин, таловое масло, канифоль, сернистые соединения, метанол, скипидар и такой многотоннажный отход, как таловый лигнин. Схема его получения следующая. В процесс сульфатной варки часть экстрактивных веществ древесины переходит в варочный щелок. При отстое отработанного (черного) щелока перешедшие в него экстрактивные вещества (соли смоляных и жирных кислот) всплывают, образуя слой так называемого сульфатного мыла, и отделяются. Далее проводится разложение сульфатного мыла серной кислотой с целью выделения талового масла. В результате такой обработки продукт расслаивается и легко разделяется на три слоя: верхний, представляющий собой сырое таловое масло; средний, так называемый таловый лигнин; нижний – раствор бисульфита натрия.
Талловый лигнин представляет собой композицию из компонентов таллового масла (смоляные, жирные кислоты и нейтральные вещества – СЖН), лигнина, минеральных солей (бисульфат натрия) и воды; pH смещен в сторону кислых значений; продукт содержит около 1 % целлюлозных волокон.
Сульфатный талловый лигнин представляет собой раствор натриевых солей, характеризующихся высокой плотностью и химической стойкостью. Сульфатный лигнин в сухом виде представляет собой порошок коричневого цвета. Размер частиц лигнина колеблется в широком интервале от 10 (и менее) до 5 мкм. Он состоит из отдельных пористых шарообразных частиц и их комплексов с удельной поверхностью до 20 м2/г.
Сульфатный лигнин имеет плотность 1300 кг/м3. Он растворим в водных растворах аммиака и гидроксидов щелочных металлов, а также в диоксане, этиленгликоле, пиридине, фурфуроле, диметилсульфоксиде. Термическая обработка сульфатного лигнина вызывает его разложение с образованием летучих веществ, начиная с температуры 190 ºС. Сульфатный лигнин отнесен к практически нетоксичным продуктам, применяется в виде влажной пасты, не пылит и непожароопасен.
Составы смоляных и жирных кислот (по данным СибНИИЦКа) представлены в таблицах 1 и 2.
Состав смоляных кислот таллового лигнина, %
Состав жирных кислот таллового лигнина, %
Таблица 1
|
Кислота |
Значение |
|
Пимаровая |
6–13,0 |
|
Сандариновая |
2,0–3,0 |
|
Полюстровая |
1,5–3,5 |
|
Изопинаровая |
6,0–13,0 |
|
Абиетиновая |
56,0–64,0 |
|
Дегидроабиетиновая |
11,0–18,0 |
|
Неоабиетиновая |
1,5–2,5 |
Таблица 2
|
Кислота |
Значение |
|
Пальмитиновая |
2,5–3,5 |
|
Пальмитолеиновая |
1,5–2,5 |
|
Стеариновая |
0,5–1,0 |
|
Олеиновая |
18,0–21,0 |
|
Изоленолевая |
1,5–4,5 |
|
Лилолевая |
32,0–37,0 |
|
Изоленолевая |
8,0–11,0 |
|
Линоленовая |
6,0–8,0 |
|
Генейкозановая |
5,0–8,0 |
|
Бегеновая |
1,0–1,5 |
Только в Братском филиале группы «Илим» на существующих мощностях целлюлозного производства образуется более 10 тыс. т таллового лигнина. В той или иной степени утилизацией лигнина занимаются сами производящие его предприятия, однако гидролизный лигнин, сульфатный лигнин и лигносульфона-ты присутствуют на рынке как товарные продукты. Международных или российских стандартов на технические лигнины не существует и они поставляются по различным заводским техническим условиям. При нормальных условиях лигнин плохо растворяется в воде и органических растворителях. В химических технологиях и в окружающей среде лигнин может участвовать в самых разнообразных химических реакциях и превращениях. Лигнин проявляет пластические свойства при повышенном давлении и температуре, особенно во влажном состоянии, что позволяет применять его в древесных композитах.
В настоящей работе представлены результаты исследования по применению сульфатного таллового лигнина в качестве одного из компонентов проклеивающего состава для получения древесно-волокнистых плит (ДВП).
Использовалась щелочная добавка лигнина (ЩДЛ), представляющая собой раствор таллового лигнина в аммиаке. Работа выполнена в лабораторных условиях действующего производства древесноволокнистых плит мокрым способом.
Для оценки влияния переменных факторов исследований на выходные параметры (параметры качества ДВП) предусматривалась разработка регрессионной модели, обеспечивающей возможность управления технологическими режимами.
В таблице 3 представлены варьируемые факторы в натуральном и кодовом обозначении, их уровни и интервалы варьирования.
Основные факторы и уровни их варьирования
Таблица 3
|
Фактор |
Кодовое обозначение |
Нижний уровень |
Основной уровень |
Верхний уровень |
Интервал варьирования |
|
Массовая доля смолы, мас.ч. |
X 1 |
0,1 |
0,6 |
1,1 |
0,5 |
|
Массовая доля парафина, мас.ч. |
X 2 |
0,2 |
0,5 |
0,8 |
0,3 |
|
Массовая доля вводимой ЩДЛ в композицию, мас.ч. |
X 3 |
0,5 |
2,0 |
3,5 |
1,5 |
В качестве выходных величин при проведении многофакторного эксперимента (по В-плану второго порядка) были приняты качественные показатели готовой продукции:
-
Y 1 – предел прочности ДВП при статическом изгибе, МПа;
-
Y 2 – разбухание по толщине, %.
Полученные результаты экспериментов обрабатывались методом вариационной статистики.
Матрица планирования эксперимента по В-композиционному плану второго порядка в нормализованных и натуральных обозначениях и результаты экспериментов приведена в таблице 4.
Матрица планирования и результаты экспериментов
Таблица 4
|
Номер опыта |
X 1 |
, мас.ч. |
X 2 , |
мас.ч |
X 3 , |
мас.ч |
Y 1 , σ изг , МПа |
Y 2 , h, % |
|
1 |
-1 |
0,1 |
-1 |
0,2 |
-1 |
0,5 |
34 |
22,2 |
|
2 |
+1 |
1,1 |
-1 |
0,2 |
-1 |
0,5 |
42 |
12,5 |
|
3 |
-1 |
0,1 |
+1 |
0,8 |
-1 |
0,5 |
35 |
15,4 |
|
4 |
+1 |
1,1 |
+1 |
0,8 |
-1 |
0,5 |
39 |
21,6 |
|
5 |
-1 |
0,1 |
-1 |
0,2 |
+1 |
3,5 |
41 |
1,1 |
|
6 |
+1 |
1,1 |
-1 |
0,2 |
+1 |
3,5 |
45 |
12,9 |
|
7 |
-1 |
0,1 |
+1 |
0,8 |
+1 |
3,5 |
40 |
12,9 |
|
8 |
+1 |
1,1 |
+1 |
0,8 |
+1 |
3,5 |
47 |
12,5 |
|
9 |
-1 |
0,1 |
0 |
0,5 |
0 |
2 |
40 |
14,2 |
|
10 |
+1 |
1,1 |
0 |
0,5 |
0 |
2 |
43 |
12,8 |
|
11 |
0 |
0,6 |
-1 |
0,2 |
0 |
2 |
41 |
11,1 |
|
12 |
0 |
0,6 |
+1 |
0,8 |
0 |
2 |
42 |
12,5 |
|
13 |
0 |
0,6 |
0 |
0,5 |
-1 |
0,5 |
40 |
15,9 |
|
14 |
0 |
0,6 |
0 |
0,5 |
+1 |
3,5 |
43 |
12,9 |
В результате обработки экспериментальных данных после оценки значимости коэффициентов регрессии и проверки на адекватность уравнения функций отклика для описания процесса прессования имеют следующий вид:
-
- зависимость прочности ДВП при статическом изгибе от варьируемых факторов описывается уравнением в нормализованных значениях переменных:
Y1 = 42,1 + 2,6X 1 + 2,6X3 - 0,5X 12 - 0,56X22 + 0,375X2 X3;
-
- зависимость разбухания ДВП по толщине от варьируемых факторов описывается уравнением в нормализованных значениях переменных:
Y = 14,28 - 1,15 X. - 1,73 X. - 2,5 8 X 2 + 1,42 X 22 + 2,71 XX - 1,11 XX
2 1 3 2 3 1 2 2 3 .
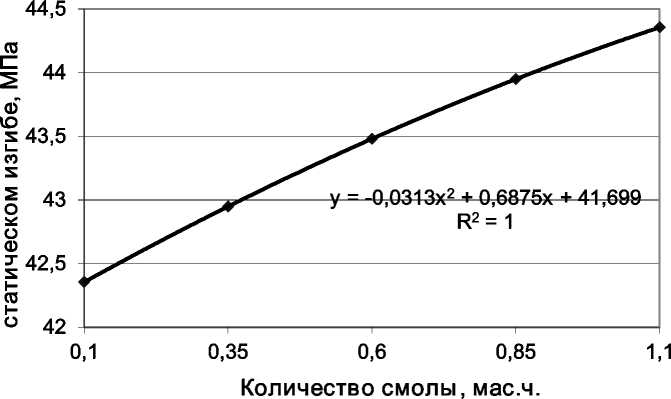
Рис. 1. Зависимость предела прочности ДВП при статическом изгибе от количества вводимой в композицию смолы
Зависимость предела прочности ДВП при статическом изгибе от количества вводимой в композицию смолы выражается в виде параболической зависимости. При введении в композицию смолы с 0,1 до 1,1 мас.ч. наблюдается повышение предела прочности ДВП при статическом изгибе с 42 до 44,5 МПа.
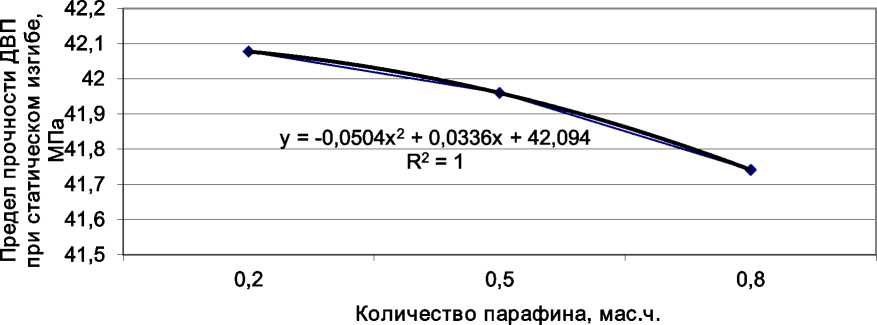
Рис. 2. Зависимость предела прочности ДВП при статическом изгибе от количества вводимого в композицию парафина
Зависимость предела прочности ДВП при статическом изгибе от количества вводимого в композицию парафина выражается в виде квадратичной нелинейной зависимости. При введении в композицию парафина с 0,2 до 0,8 мас.ч. наблюдается незначительной снижение показателя предела прочности ДВП при статическом изгибе с 42,1 до 41,7 МПа.
—♦— Ряд1
^^^^^^^^^Линейная (Ряд1)
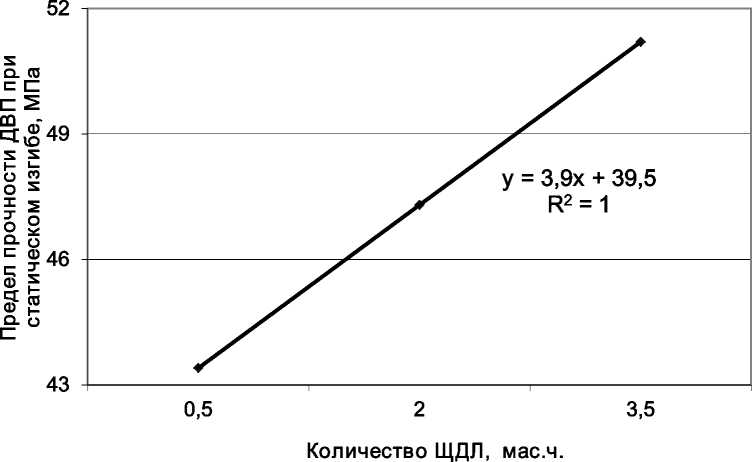
Рис. 3. Зависимость предела прочности ДВП при статическом изгибе от количества вводимого в композицию ЩДЛ
Зависимость предела прочности ДВП при статическом изгибе от количества вводимой в композицию смолы выражается в виде прямой линейной зависимости. При введении в композицию ЩДЛ с 0,5 до 3,5 мас.ч. наблюдается повышение предела прочности ДВП при статическом изгибе с 43 до 52 МПа.
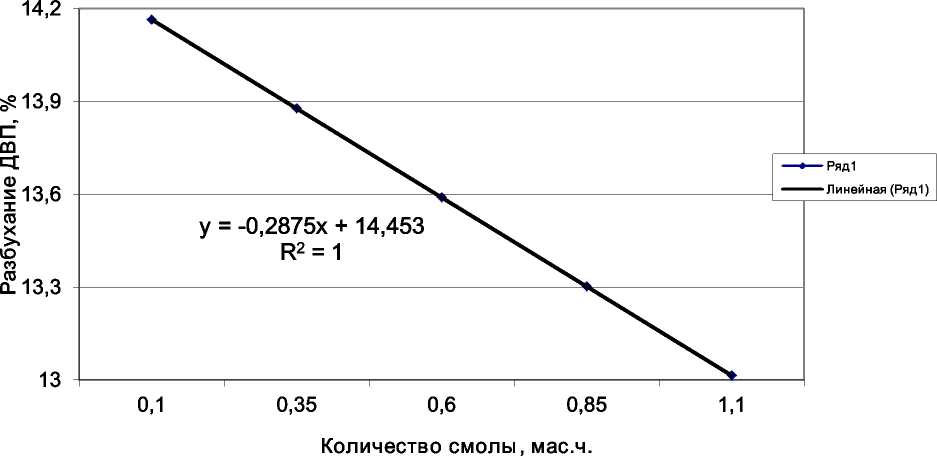
Рис.4. Зависимость разбухания ДВП по толщине от количества вводимой в композицию смолы
Зависимость разбухания ДВП по толщине от количества вводимой в композицию смолы выражается в виде прямой линейной зависимости. При введении в композицию смолы с 0,1 до 1,1 мас.ч. наблюдается незначительное понижение разбухания ДВП с 14 до 13 %.
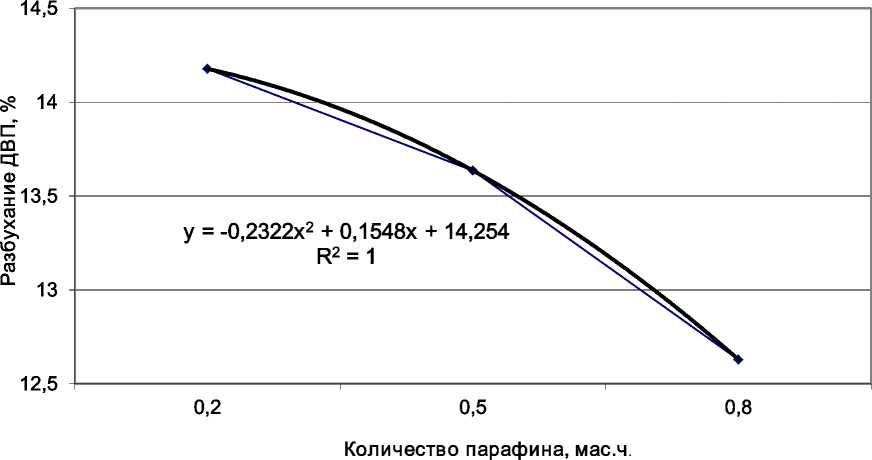
Рис.5. Зависимость разбухания ДВП по толщине от количества вводимого в композицию парафина
Зависимость разбухания ДВП по толщине от количества вводимой в композицию смолы выражается в виде квадратичной нелинейной зависимости. При введении в композицию парафина с 0,2 до 0,8 мас.ч. наблюдается понижение показателя разбухания ДВП с 14,5 до 12,5 %.
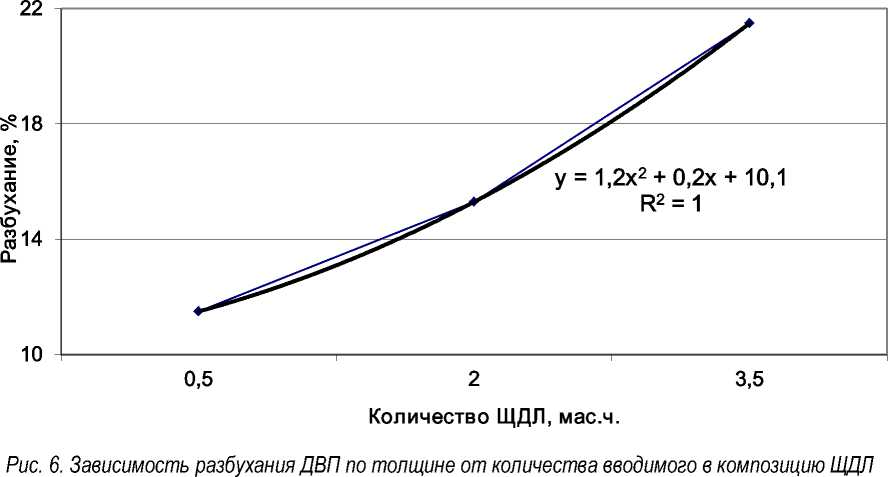
Зависимость разбухания ДВП по толщине от количества вводимого в композицию ЩДЛ выражается в виде квадратичной нелинейной зависимости. При введении в композицию ОТЛ с 0,5 до 3,5 мас.ч. наблюдается повышение показателя разбухания ДВП с 11,5 до 21,5 %.
По полученным математическим моделям были построены поверхности отклика, характеризующие взаимное влияние варьируемых факторов
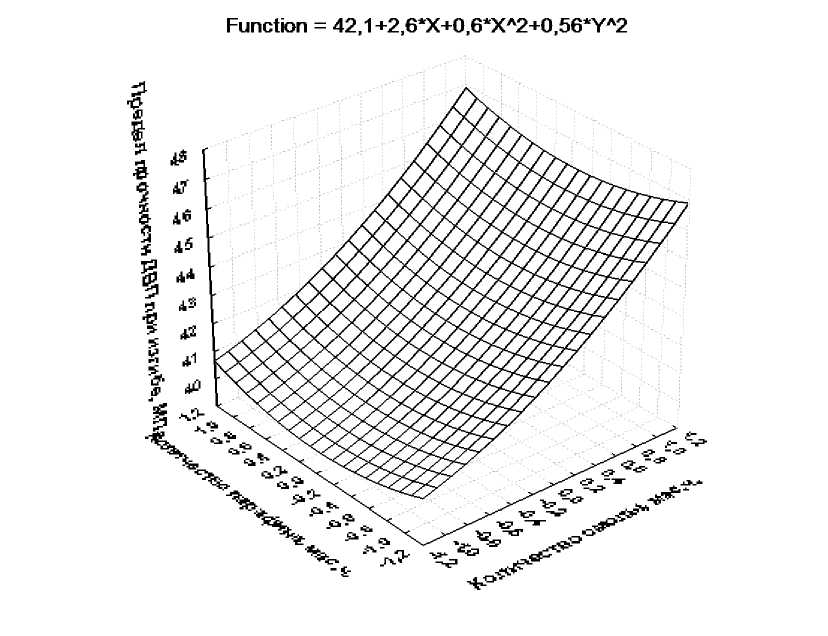
Рис. 7. Зависимость предела прочности ДВП при статическом изгибе от количества вводимых в композицию смолы и парафина при количестве ЩДЛ 2 мас.ч.
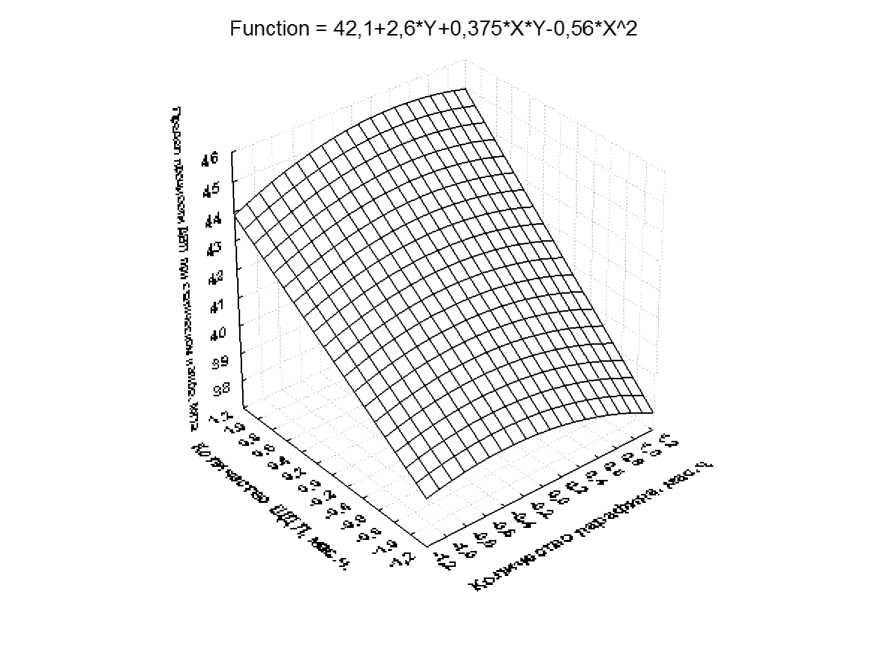
Рис. 8. Зависимость предела прочности ДВП при статическом изгибе от количества вводимых в композицию парафина и ЩДЛ при количестве смолы, вводимой в композицию, 0,6 мас.ч.
Выводы
-
1. На базе экспериментальных и теоретических исследований установлена возможность комплексного использования побочных продуктов лесохимического производства, что снижает остроту экологических проблем.
-
2. Установлена возможность использования лигнина для производства древесно-волокнистых плит мокрым способом. Лигнин вводится в проклеивающий состав в виде щелочного раствора.
-
3. Определены оптимальные соотношения компонентов древесно-волокнистой композиции:
-
- упрочняющая добавка 0,4–0,6 % к массе а.с.в;
-
- щелочная добавка лигнина – 1,5–2,5 % к массе а.с.в.;
-
- гидрофобная добавка – не более 0,5 % к массе а.с.в.;
-
- древесное волокно – остальное.
-
4. Определено, что физико-механические характеристики древесно-волокнистых плит при применении ЩДЛ соответствуют требованиям ГОСТ 4586 «Плиты древесно-волокнистые. Технические условия» для плит марки Т.
