Прочность резьбового соединения на срез в отверстиях с отбортовками, образованных вращающимся пуансоном в тонколистовых заготовках

Автор: Гузеев Виктор Иванович, Шаламов Павел Викторович
Рубрика: Контроль и испытания
Статья в выпуске: 12 (271), 2012 года.
Бесплатный доступ
Представлены расчетные и экспериментальные данные прочности резьбового соединения на срез в отверстиях с отбортовками, образованных в тонколистовых заготовках вращающимся пуансоном.
Прочность, нагрев, резьбовое соединение, отверстие с отбортовками
Короткий адрес: https://sciup.org/147151554
IDR: 147151554 | УДК: 621.901.621.9
Strength of the connecting thread in the flange holes made by rotating tool in thin sheet workpiece
The calculated and experimental data on the strength of the connecting thread in the flange holes made in thin sheet workpieces by rotating tool are presented
Текст научной статьи Прочность резьбового соединения на срез в отверстиях с отбортовками, образованных вращающимся пуансоном в тонколистовых заготовках
Известен способ формообразования отверстий с отбортовками в тонколистовых заготовках под резьбу, связанный с нагревом материала заготовки за счет сил трения, с последующим пластическим деформированием заготовки [1]. В настоящей работе приведены результаты расчетных и экспериментальных исследований прочности резьбового соединения на срез и микротвердости в зоне деформирования металла.
Разрушение резьбовых соединений (при статических и переменных нагрузках) происходит, как правило, из-за среза витков резьбы, а также из-за разрушения болтов и шпилек по резьбовой части. Сила, вызывающая срез витков резьбы гайки, равняется [2]:
F cp =n dL св K г K м Т ср , (1)
где d – наружный диаметр внутренней резьбы; L св – длина свинчивания резьбового соединения; K г – коэффициент полноты резьбы, характеризующий длину контакта (перекрытие) витков резьбы болта и гайки (для метрической резьбы М5×0,8 K г = 0,8 [2]); K м – коэффициент, учитывающий неравномерность деформирования витков по высоте гайки при наличии пластической деформации ( K м = 0,75 [2]); τ в.г – предел прочности на срез (если сталь 08кп, то τ в.г = 200 МПа [3]).
Длина свинчивания определяется как [4]:
L = h св
1 (0,866P )2 A 2
+ 3,
где h – высота нижней отбортовки; Р – шаг резьбы; Δ – толщина основания отбортовки; δ – толщина заготовки.
Для проведения расчетов прочности резьбового соединения на срез необходимо знать высоту отбортовок и толщину их основания. Для этого были образованы отверстия с отбортовками в листовых заготовках толщиной 2; 1,5; 1 и 0,8 мм вращающимся пуансоном диаметром 4,2 мм под резьбу М5×0,8. Режимы формообразования отверстий, а также длина свинчивания и геометрические параметры отбортовок приведены в таблице. Там же приведены расчетные и экспери- ментальные значения силы, вызывающей срез витков резьбы в образцах. Для определения экспериментального значения прочности резьбового соединения на срез в образцах была нарезана резьба М5×0,8 и ввинчены анкерные болты. Испытание образцов производилось на прессе Tinius Olsen H100KU при скорости нагружения 1,5 мм/мин. Изменение нагрузки до разрушения витков резьбы фиксировалось компьютером, подключенным к прессу.
Влияние геометрических размеров нижней отбортовки отверстия на расчетную и экспериментальную прочность резьбы на срез
|
δ, мм |
Р ос , Н |
Т , °С |
h , мм |
Δ, мм |
h 1 , мм |
L св |
F р , Н |
F эк , Н |
|
2,0 |
440 |
540 |
2,5 |
0,9 |
1,0 |
3,7 |
5780 |
9400 |
|
1,5 |
220 |
400 |
2,3 |
0,8 |
0,8 |
2,3 |
4330 |
6300 |
|
1,0 |
150 |
350 |
2,2 |
0,7 |
– |
1,1 |
1880 |
2270 |
|
0,8 |
120 |
300 |
2,2 |
0,7 |
– |
0,9 |
1600 |
2210 |
Примечание. Диаметр пуансона d = 4,2 мм, материал пуансона – ВК6, резьба – М5×0,8, материал заготовки – 08кп, материал болта – Ст3.
Из таблицы следует, что для всех образцов расчетная нагрузка на срез витков резьбы меньше экспериментальной. Такое различие может быть связано с пластическим упрочнением в зоне формообразования отверстий. Для проверки данного утверждения были проведены эксперименты на прочность резьбового соединения на срез в заготовках толщиной 2 мм с отверстиями, образованными различными методами. В одном случае отверстие было образовано вращающимся пуансоном с последующим срезом верхней и нижней отбортовок, а в другом – отверстие было образовано сверлом диаметром 4,2 мм. После этого в отверстиях была нарезана резьба М5×0,8 и проведено разрушение резьбы на прессе Tinius Olsen H100KU. Результаты проведения экспериментов приведены на графиках (рис. 1 и 2). Из анализа графиков видно, что прочность резьбового соединения в заготовке, образованного вращающимся пуансоном, составляет 6100 Н, а образованного сверлением – 4110 Н.
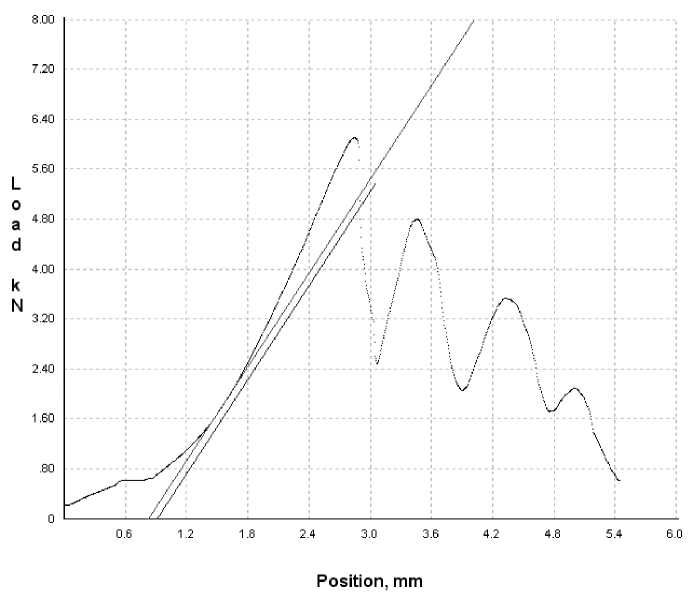
Рис. 1. Диаграмма разрушения резьбового соединения М5х0,8 в образце толщиной 2 мм со срезанными отбортовками
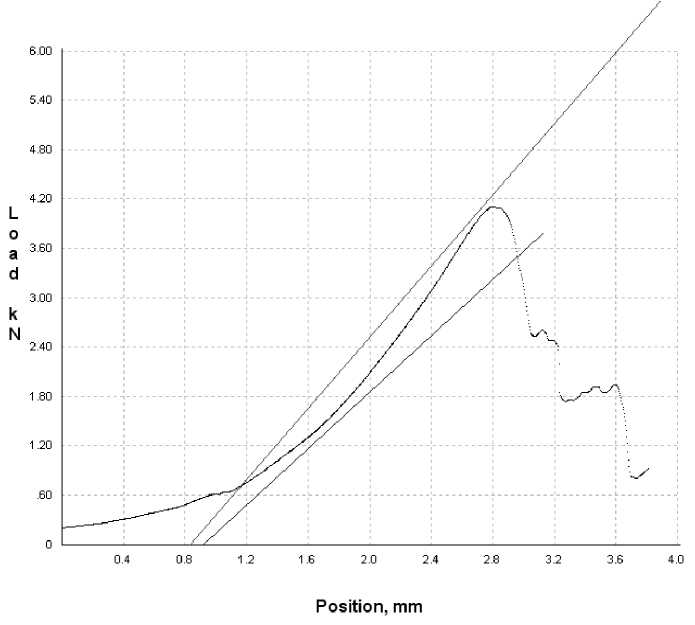
Рис. 2. Диаграмма разрушения резьбового соединения М5х0,8 в образце толщиной 2 мм, отверстие в котором образовано сверлением
Для подтверждения вышеприведенных результатов были проведены исследования микротвердости металла в зоне отверстия, в котором производилось нарезание резьбы. Для этого были изготовлены образцы отверстий с отбортовками в заготовках, полученных из стали 08кп толщиной 2,0 и 0,8 мм вращающимся пуансоном диаметром 4,2 мм, на которых было произведено измерение микротвердости (рис. 3 и 4). Образцы распиливались по оси отверстия. Распиленные поверхности шлифовались и полировались на двухшпиндельном шлифовальном станке ПШСМ-2 и с помощью твердомера марки ПМТ-3 замерялась микротвердость поверхности образцов на различном расстоянии от отверстия. Результаты измерения микротвердости приведены на рис. 5 и 6.

Рис. 3. Образец шлифа для измерения микротвердости в зоне деформированного металла отверстия: δ = 2,0 мм, d = 4,2 мм

Рис. 4. Образец шлифа для измерения микротвердости в зоне деформированного металла отверстия: δ = 0,88 мм, d = 4,2 мм
|
L , мм |
НВ |
№ точки |
|
0,1 |
169 |
1 |
|
0,5 |
144 |
2 |
|
1 |
136 |
3 |
|
1,5 |
127 |
4 |
|
2 |
128 |
5 |
|
2,5 |
134 |
6 |
|
3 |
132 |
7 |
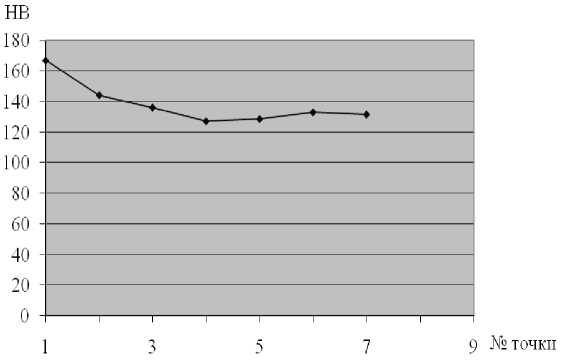
Рис. 5. Микротвердость металла образца при удалении от поверхности деформирования: δ = 0,8 мм, d = 5 мм
|
L , мм |
HB |
№ точки |
|
0,1 |
187 |
1 |
|
0,5 |
162 |
2 |
|
1 |
148 |
3 |
|
1,5 |
136 |
4 |
|
2 |
136 |
5 |
|
2,5 |
136 |
6 |
|
3 |
133 |
7 |
|
3,5 |
130 |
8 |
|
4 |
130 |
9 |
|
4,5 |
127 |
10 |
|
5 |
127 |
11 |
|
5,5 |
127 |
12 |
|
6 |
126 |
13 |
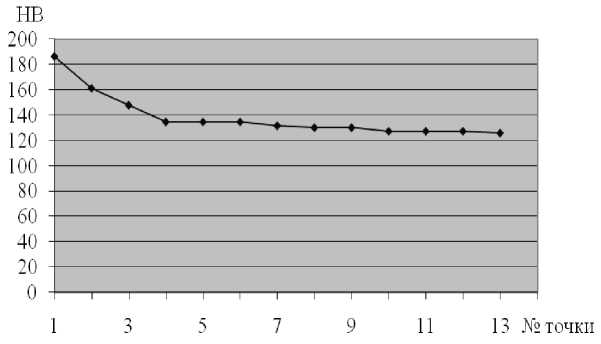
Рис. 6. Микротвердость металла образца при удалении от поверхности деформирования: δ = 2,0 мм, d = 5 мм
Анализируя данные, представленные на рис. 5 и 6, можно увидеть, что в зоне деформации, прилегающей к внутренней поверхности отверстия, изготовленного вращающимся пуансоном в листовой заготовке толщиной 2,0 и 0,8 мм, происходит упрочнение металла. Зона упрочнения отверстия заготовки толщиной 0,8 мм составляет 1 мм (рис. 5), а для отверстия, образованного в заготовке 0,8–2,5 мм (рис. 6). Высота резьбы в обеих ситуациях составляет 0,52 мм при Р = 0,8.
Следовательно, резьба в отверстии находится в зоне упрочнения, что объясняет более высокие значения нагрузки разрушения витков резьбы в проведенных экспериментах, по сравнению с расчетными значениями (см. таблицу).
Список литературы Прочность резьбового соединения на срез в отверстиях с отбортовками, образованных вращающимся пуансоном в тонколистовых заготовках
- Шаламов, П. В. Формирование отверстий вращающимся пуансоном в листовой заготовке/П.В. Шаламов//Вестник ЮУрГУ. Серия «Машиностроение». -2011. -Вып. 18. -№ 31 (248). -С. 81-84.
- Иванов, М.Н. Детали машин: учеб. для вузов/М.Н. Иванов. -М.: Высш. шк., 1984. -336 с. 212
- Общетехнический справочник/под ред. Е.А. Скороходова. -М.: Машиностроение, 1982. -416 с.
- Гузеев, В.И. Определение параметров отбортовки и длины свинчивания при изготовлении отверстия вращающимся пуансоном в тонколистовом металле/В.И. Гузеев, П. В. Шаламов, С.Е. Радийчук//Сборка в машиностроении, приборостроении. -2010. -№ 2. -С. 25-29.
