Проектирование конфигурации оборудования производственного участка на основе генетического алгоритма

Автор: Сергеев А.И., Гуньков С.А.
Журнал: Онтология проектирования @ontology-of-designing
Рубрика: Методы и технологии принятия решений
Статья в выпуске: 2 (60) т.16, 2026 года.
Бесплатный доступ
Предложен подход к оптимизации конфигурации оборудования, основанный на интеграции генетического алгоритма с имитационной моделью производственного участка. Представлена онтология предметной области, формализующая ключевые сущности производственного участка и их взаимосвязи, что обеспечивает концептуальную основу построения модели и интерпретации результатов. Особенность алгоритма – структура хромосомы в виде двухмерного массива, включающего параметры оборудования: скорость перемещения, временные характеристики операций, ѐмкость накопителей робокаров, станков и манипуляторов. Для оценки проектных решений разработана функция приспособленности, объединяющая нормализованные критерии простоев и стоимости оборудования с возможностью гибкой настройки приоритетов через весовые коэффициенты. Для прогнозирования рыночной стоимости оборудования, нелинейно зависящей от его технических характеристик, использована экспертная система на базе алгоритма случайного леса. Архитектура программного комплекса, реализующего предложенный подход, включает этапы отбора, скрещивания и формирования новых поколений. Разработанное программное обеспечение позволяет находить оптимальные конфигурации оборудования по критериям производительности и стоимости в изменяющихся производственных условиях. Приводится пример оптимизации конфигурации оборудования производственного участка.
Матричный генетический алгоритм, компьютерное моделирование, оптимизация, алгоритм случайного леса, производственный процесс, конфигурация оборудования
Короткий адрес: https://sciup.org/170213153
IDR: 170213153 | УДК: 004.94:519.714 | DOI: 10.18287/2223-9537-2026-16-2-314-326
Design of production area equipment configuration based on a genetic algorithm
This article proposes an approach to equipment configuration optimization based on the integration of a genetic algorithm with a simulation model of a production area. Domain ontology is presented that formalizes the key entities of the production area and their interrelations, thereby providing a conceptual basis for model construction and interpretation of the results. A distinctive feature of the algorithm is the chromosome structure represented as a two-dimensional array that incorporates equipment parameters, including movement speed, temporal characteristics of operations, and the storage capacities of robotic carts, machines, and manipulators. To evaluate design solutions, a fitness function was developed that combines normalized criteria of equipment downtime and cost, with the possibility of flexible priority adjustment through weighting coefficients. To predict the market value of equipment, which depends nonlinearly on its technical characteristics, an expert system based on the random forest algorithm was employed. The architecture of the software system implementing the proposed approach includes the stages of selection, crossover, and generation of new populations. The developed software enables finding optimal equipment configurations based on performance and cost criteria under changing production conditions. An example of optimization of the equipment configuration of a production area is provided.
Текст научной статьи Проектирование конфигурации оборудования производственного участка на основе генетического алгоритма
Введение. Цель и задачи работ
Планирование и оптимизация производственных процессов на современных предприятиях относятся к классу NP -трудных, многокритериальных задач. Традиционные методы математического программирования в таких условиях оказываются недостаточно эффективными, что стимулирует развитие и применение эволюционных методов, в частности, генетических алгоритмов (ГА), позволяющих учитывать широкий спектр факторов.
Цель статьи – разработка и апробация подхода к проектированию конфигурации оборудования на основе интеграции онтологического моделирования, матричного ГА и имитаци- онной модели производственного участка (ПУ), обеспечивающего сокращение простоев оборудования и его стоимости.
В [1, 2] показано применение имитационного подхода для анализа технологических комплексов. Систематизация инструментов для этих целей представлена в [3]. Принципы работы ГА, их архитектура и операторы изложены в [4]. Развитие ГА идёт по пути адаптации их операторов к особенностям предметных областей (ПрО). Так, в [5] исследуется использование генетического оператора старения для борьбы с преждевременной сходимостью. В [6] рассматриваются модели ГА для оптимизации гиперпараметров нейронных сетей, а в [7] показано их применение для топологической оптимизации электрических машин. В [8] представлен ГА для синтеза технических параметров оборудования, а в [9] эта тема расширена до масштаба производственных систем. Подход в [10] фокусируется на применении ГА для оперативного планирования с учётом временных ограничений.
Одним из подходов является совместное использование ГА и имитационного моделирования [11]. Интеграция с оптимизационными алгоритмами, среди которых ГА наиболее распространены, отмечается как вектор развития цифровых двойников (ЦД) [12].
В [13] предлагается гибридный подход, сочетающий глубокое обучение для трёхмерного распознавания объектов и семантическое моделирование на основе онтологий. В [14] рассматривается сопряжение данных и моделей в рамках ЦД, где онтология описывает структуру данных, параметры моделей, а также динамические связи между ними, что позволяет унифицировать обмен информацией на семантическом уровне. Онтология используется как связующее звено между разнородными источниками данных (сенсоры, системы управления, исторические записи) и различными видами моделей (геометрические, физические, поведенческие). Поддержание актуальности ЦД в условиях динамически изменяющейся производственной среды рассмотрено в [15], где онтологическая модель описывает структуру сборочного цеха и позволяет поддерживать её изменения во времени. Разработанная онтология включает классы для элементов цеха (оборудование, оснастка, продукция, операции), а также отношения, фиксирующие временные интервалы.
В [16] разработан онтологический словарь, который систематизирует термины, атрибуты, параметры процессов и их взаимосвязи в данной ПрО. Словарь позволяет унифицировать описание производственных ресурсов (станки, оснастка, материалы, заказы) и обеспечить бесшовный обмен данными между различными системами планирования и ЦД.
В [17] онтология используется для семантического описания структуры оборудования, истории отказов, параметров состояния, а также доступных ремонтных воздействий и ресурсов. Разработанная система поддержки принятия решений на основе правил и онтологического вывода позволяет формировать рекомендации по времени и типу обслуживания, учитывая текущую загрузку производства и приоритеты.
На основе приведённого обзора выделены идеи и методы, которые нашли применение при разработке программного комплекса проектирования конфигурации оборудования ПУ: для формализации связей между параметрами оборудования и показателями эффективности применён подход к сопряжению данных и моделей в ЦД на основе онтологии [14]; задание границ изменения параметров в ГА позволяет осуществить онтологическое моделирование эволюции состояний ПУ [15]; при разработке онтологии ПУ использованы принципы семантического описания производственных ресурсов [16, 17].
В работе поставлена следующая проектная задача: определить оптимальную конфигурацию оборудования ПУ (значения скоростей, ускорений, времени погрузки/разгрузки, ёмкости накопителей для станков, робокаров и манипуляторов), которая обеспечит минимизацию критерия, объединяющего оценку простоев оборудования и его стоимости.
1 Онтология производственного участка
Онтология ПУ определяет его сущности, их атрибуты и отношения, обеспечивая единый понятийный аппарат и структурную основу для конфигурирования имитационной модели ПУ, задания пространства поиска и границ параметров для ГА, интерпретации результатов оптимизации в терминах ПрО. Онтология включает следующие основные классы и их взаимосвязи.
Сменное_задание – набор деталей, определяемых на основе параметров технологических процессов, связывает деталь с «Плановым_объёмом» производства за одну смену;
Деталь – класс, представляющий производимое изделие, связан отношениями:
-
■ имеет «Тип_детали», определяет технологическую группу;
-
■ включается в «Сменное_задание», характеризуется «Временем_изготовления»;
Технологический процесс определяет маршруты обработки деталей, включенных в сменное задание, связан отношениями:
-
■ имеет «Маршрут_обработки», задаёт последовательность выполнения операций и технологическое оборудование, на котором будет производиться обработка;
-
■ включается в «Деталь», характеризуется «Длительностью_операции» на каждом этапе обработки;
Оборудование – абстрактный класс, конкретизируемый через дочерние классы:
-
■ «Станок» характеризуется атрибутами «Тип_станка» (например, токарный, фрезерный) и «Скорость_смены_заготовки», является параметром, влияющим на простои;
-
■ «Робокар» характеризуется атрибутом «Скорость_движения», обеспечивает транспортировку деталей между станками, влияет на общее время цикла и возникновение простоев;
-
■ «Манипулятор» характеризуется атрибутом «Скорость_подачи», обеспечивает загруз-ку/разгрузку станков, влияет на вспомогательное время операций.
Производственный показатель – класс, объединяющий метрики ПУ. Включает следующие свойства и размерности данных:
-
■ «Время_изготовления» - показатель (мин), зависящий от параметров оборудования;
-
■ «Стоимость» - рыночная стоимость оборудования (руб.);
-
■ «Простои» - суммарное время простоев (мин).
Модель – класс, описывающий процесс управления ПУ.
Все классы оборудования связаны отношением «Имеет_параметры», которые являются целевыми переменными для ГА.
Для формального описания каждый класс онтологии наделён набором атрибутов, характеризующих его свойства. Ключевые атрибуты классов онтологии представлены в таблице 1.
Примеры конкретных значений экземпляров классов онтологии.
Станок: токарный_станок_1: тип_станка = «токарный»; скорость_смены_заготовки = 34 с; количе- ство_ячеек_накопителя = 10 шт.
Робокар: робокар_транспортный_2: скорость_движения = 1,8 м/с; ускорение = 0,8 м/с²; торможение = 0,8 м/с². Манипулятор: манипулятор_загрузочный_А: время_погрузки = 40 с; время_разгрузки = 35 с; количе- ство_схватов = 2 шт.
Деталь : вал_приводной: тип_детали = «вал»; время_изготовления = 185 с.
Сменное_задание : задание__смены: плановый_объём = 150 шт.; связано с деталями вал_приводной, корпус.
Данные экземпляры показывают, каким образом классы онтологии наполняются конкретными значениями, которые в дальнейшем используются ГА в качестве генов хромосом (для оборудования) либо как входные условия и целевые показатели (для деталей и заданий).
Разработанная онтология реализована на языке OWL 2 в редакторе Protégé.
Пример основных аксиом онтологии.
Иерархия классов: Станок ⊑ Оборудование; Робокар ⊑ Оборудование; Манипулятор ⊑ Оборудование; То-карныйСтанок ⊑ Станок; ФрезерныйСтанок ⊑ Станок.
Ограничения на свойства: Скорость_движения только xsd:float [≥ 0.0]; Ускорение только xsd:float [≥ 0.0];
Торможение только xsd:float [≤ 0.0]; Тип_станка только {токарный, фрезерный, сверлильный}.
Объектные свойства: обслуживает_станок (домен: Манипулятор); транспортирует_деталь (домен: Робокар); имеет_в_составе один Манипулятор (для производственной ячейки).
Таблица 1 – Атрибуты классов онтологии
|
Класс |
Атрибут |
Диапазон / допустимые значения |
Ед. изм. |
Связь с генетически м алгоритмом |
|
Станок |
Скорость смены заготовки |
15–60 |
с |
Целевой параметр (ген) |
|
Минимальное отклонение |
1–15 |
% |
Параметр устойчивости |
|
|
Максимальное отклонение |
3–22 |
% |
Параметр устойчивости |
|
|
Количество ячеек накопителя |
2–20 |
шт. |
Целевой параметр (ген) |
|
|
Тип_станка |
{токарный, фрезерный, шлифовальный} |
— |
Ограничивающее условие |
|
|
Робокар |
Скорость_движения |
0.5–3.0 |
м/с |
Целевой параметр (ген) |
|
Отклонение скорости |
1–25 |
% |
Параметр устойчивости |
|
|
Ускорение |
0.5–2.0 |
м/с² |
Целевой параметр (ген) |
|
|
Отклонение ускорения |
1–23 |
% |
Параметр устойчивости |
|
|
Торможение |
0.5–2.5 |
м/с² |
Целевой параметр (ген) |
|
|
Отклонение торможения |
1–24 |
% |
Параметр устойчивости |
|
|
Время погрузки |
20–60 |
с |
Целевой параметр (ген) |
|
|
Время разгрузки |
15–55 |
с |
Целевой параметр (ген) |
|
|
Количество ячеек накопителя |
1–6 |
шт. |
Целевой параметр (ген) |
|
|
Манипулятор |
Время погрузки |
18–42 |
с |
Целевой параметр (ген) |
|
Отклонение погрузки |
1–48 |
% |
Параметр устойчивости |
|
|
Время разгрузки |
18–42 |
с |
Целевой параметр (ген) |
|
|
Отклонение разгрузки |
2–50 |
% |
Параметр устойчивости |
|
|
Количество ячеек накопителя |
5–40 |
шт. |
Целевой параметр (ген) |
|
|
Количество схватов |
1–4 |
шт. |
Целевой параметр (ген) |
|
|
Деталь |
Тип_детали |
{вал, шестерня, корпус} |
— |
Входное условие |
|
Время_изготовления |
вычисляется моделью |
мин |
Целевой показатель |
|
|
Сменное задание |
Плановый_объём |
50–500 |
шт. |
Входное условие |
|
Техно-логический процесс |
Маршрут_обработки |
[1..100] |
— |
Входное условие |
|
Длительность_операции |
[1..100] |
— |
Входное условие |
Такая формализация обеспечивает однозначную интерпретацию терминов ПрО, возможность автоматической проверки непротиворечивости модели, формирует основу для генерации пространства поиска ГА с учётом всех ограничений ПрО.
Онтология интегрирована с ГА следующим образом:
-
■ на этапе запуска ГА задаются границы допустимых значений параметров (ограничение пространства поиска) в соответствии с атрибутами и ограничениями из таблицы 1;
-
■ в процессе работы ГА проверяется согласованность решений (например, наличие всех необходимых связей между единицами оборудования);
-
■ при выводе результатов обеспечивается их интерпретация в терминах ПрО (формирование описания параметров конкретных станков, робокаров и манипуляторов).
На основе разработанной онтологии формируется пространство поиска: для каждого класса оборудования («Станок», «Робокар», «Манипулятор») задаётся набор генов (свойств данных из таблицы 1), а объектные свойства («Влияет_на», «Формирует_состав_работ») определяют структуру целевой функции. В отличие от известных ГА [4, 18], в данной работе предложены следующие дополнения, обусловленные особенностями проектной задачи:
-
■ матричное представление хромосомы в виде двухмерного массива, где строки соответствуют типам оборудования, а столбцы - конкретным параметрам;
-
■ нормализованная функция приспособленности - значения целевой функции для каждой особи вычисляются относительно базового (эталонного) решения (исходной конфигурации ПУ до оптимизации); это позволяет интерпретировать результат в терминах улучшения: значение меньше 1 означает, что решение лучше базового, больше 1 - хуже, равно 1 - эквивалентно;
-
■ интеграция с экспертной системой на основе алгоритма случайного леса для прогнозирования рыночной стоимости оборудования;
-
■ использование кроссовера [18], адаптированного для вещественного кодирования параметров, что обеспечивает плавное изменение их значений и поиск в непрерывном пространстве.
Базовая архитектура ГА взята из работы [4], кроссовер - из работы [18]. Авторским вкладом является адаптация ГА к матричному представлению и его интеграция с имитационной моделью ПУ на основе предложенной онтологии.
2 Описание работы генетического алгоритма
В основе разрабатываемого ГА лежит представление решения в виде двухмерного массива. Каждая ячейка такого массива соответствует конкретному значению параметра, а массив в целом представляет полный набор оптимизируемых параметров ПУ.
Выбор исходной популяции ГА для оптимизации выполняется путём случайного определения значений изменяемых параметров в заданной области. Хромосомы алгоритма представляют собой совокупность параметров. Набор хромосом, составляющих популяцию, можно представить в виде:
h 0 { v wi- ; a wp
; -awp ; tcp ; tpp ; qtp ; qpl; tin ; tcp ; tpp ; qtp ; vwr } h0 :a -a :t 'a’a 'q'v
H0
2 wi ; wp ; wp ; cpp ; dpp ; qtp ; q pl ; ^т ; cpp ; ^Рр ; q tp ; wr J
hi { v wi ; a wp ; -a wp ; t cp ; t pp ; q tp ; q pl ; t in ; t cp ; t pp ; q tp ; v wr }
,
где hi0 - i-я хромосома популяции, содержащая параметры (гены) ПУ начального поколения работы ГА; Nh - число хромосом в популяции (принято равным 100), ед.; параметры, опреде- ляемые в ГА, представлены в таблице 2.
Таблица 2 - Параметры, определяемые генетическим алгоритмом
|
Параметр |
Обозначение |
Оборудование |
Параметр |
Обозначение |
Оборудование |
|
Скорость пере мещения, м/с |
v |
Робокар |
Количество ячеек в накопителе, шт. |
q p/ |
Станок |
|
Ускорение, м/сек 2 |
awp |
Время смены заготовок, с |
t in |
||
|
Торможение, м/сек 2 |
-a wp |
Время погрузки, с |
t cp |
Манипулятор |
|
|
Время погрузки, с |
t cp |
Время разгрузки, с |
t pp |
||
|
Время разгрузки, с |
t pp |
Количество ячеек в накопителе, шт. |
q tp |
||
|
Количество ячеек в накопителе, шт. |
q tp |
Количество схва тов, шт. |
vwr |
Ключевым показателем для работы ПУ является соотношение эффективности и стоимости. В данной работе под эффективностью понимается степень реализации производственного потенциала, которая зависит от использования рабочего времени в условиях производства продукции с заданным уровнем качества. Стоимость рассматривается как объём инвестиций в оборудование, необходимый для обеспечения заданного уровня технической готовности.
Для объединения критериев, имеющих разные единицы измерения (время и деньги), их необходимо привести к сопоставимому виду. Используется нормализация относительно базового решения, в качестве которого принимается исходная конфигурация ПУ.
Пусть: Cost base - стоимость оборудования в базовом решении (руб.); Down base - суммарное время простоев в базовом решении (мин). Вводится защита от нулевых значений ( ;; 10 - ):
CoSt bf = max ( Cost base , S\ Down f = max ( Down base , S ) , (2)
Тогда для i- й особи (варианта конфигурации) с фактической стоимостью Cost i и фактическими простоями Down i вычисляются нормированные показатели:
Cost , i
Cost Down
-------Ч- .г„ . =--------V .
safe , Down , i safe
Costbase Downbase
Целевая функция формируется как взвешенная сумма:
J =W -г + W .г
^ i CCost r Cost, i 'r 'Down 'Down, i где Wcost и Wdown - весовые коэффициенты, задаваемые пользователем и удовлетворяющие Условиям: Wcost —°, Wdown —°, Wcost + Wdown 1.
Значение целевой функции интерпретируется следующим образом: J । <1 - решение лучше базового; J । = 1 - решение эквивалентно базовому; J । > 1 - решение хуже базового. Значение функции приспособленности Ji, близкое к нулю, свидетельствует об идеально функционирующем объекте с минимальными простоями и приемлемыми затратами. Значения больше единицы характеризуют нежелательные варианты с высокими расходами и несогласованной работой оборудования.
Предложенный подход обеспечивает сопоставимость значений целевой функции на любых итерациях алгоритма благодаря фиксированной базе, что позволяет оценивать прогресс оптимизации. Результаты выражаются в терминах улучшения относительно исходной конфигурации (что делает их интуитивно понятными для лица, принимающего решения).
3 Применение генетического алгоритма
Общая структура и последовательность операций разработанного ГА представлены на рисунке 1. В ГА реализуется известная эволюционная схема, адаптированная для работы с двухмерным представлением особей.
Работа ГА начинается с задания входных параметров: вероятностей генетических операторов, размера популяции и параметров ПУ. На этапе «Задание начальной популяции» формируется множество решений, где каждая особь (хромосома) представляет собой вектор значений оптимизируемых параметров ПУ.
Далее выполняется основной эволюционный цикл, который включает следующую последовательность генетических операторов.
-
1) Отбор - процедура выбора родительских особей для
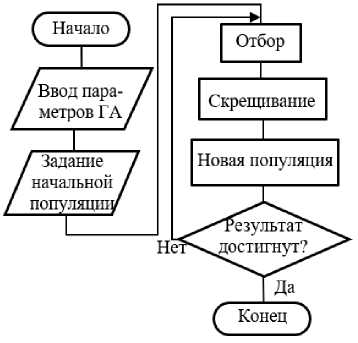
Рисунок 1 - Схема генетического алгоритма параметрического синтеза
последующего скрещивания на основе значения их функции приспособленности. Приме-
няется турнирный метод, обеспечивающий баланс между селективным давлением и поддержанием генетического разнообразия популяции.
-
2) Скрещивание – операция рекомбинации генетического материала родительских особей с использованием кроссовера [18], который имитирует одноточечный кроссовер для вещественного кодирования.
-
3) Формирование новой популяции – объединение родителей и потомков с последующим отбором наиболее приспособленных особей для следующего поколения.
После формирования новой популяции выполняется проверка критерия остановки. Критерием служит либо достижение заданного числа поколений, либо выполнение условия по минимальному значению целевой функции, либо достижение заданной разности между значениями целевой функции на предыдущей и текущей итерациях. Расчёт выполняется с использованием имитационной модели производственного процесса, которая оценивает эффективность каждой особи.
Если критерий остановки не достигнут, происходит возврат к началу цикла для продолжения эволюционного процесса. Если критерий выполнен, формируется набор оптимальных параметров производственного оборудования, обеспечивающий минимальное значение целевой функции.
Для определения стоимости оборудования используется регрессионная модель на основе алгоритма случайного леса. Модель обучена на выборке, включающей данные более 500 моделей оборудования с известными техническими характеристиками и рыночной стоимостью (цены производителей 1 , аналитические обзоры 2 ). Для оценки точности прогнозов использовалась тестовая выборка (20 % данных).
Критерий оценки простоев рассчитываются на основе временных характеристик работы оборудования.
Пример. На рисунке 2 представлены результаты моделирования ПУ с параметрами оборудования, заданными по умолчанию (базовое решение).
Для каждой единицы оборудования отображаются значения времени обработки, простоев и ожидания, а также итоговые показатели: общий коэффициент загрузки 61,45 %, общая стоимость оборудования - 78 510 000 руб. Продолжительность смены в базовом сценарии -861,53 мин.
Загрузка оборудования по сменам для базового решения показана на рисунке 3. Можно отметить неравномерность загрузки единиц оборудования и наличие значительных простоев.
Для поиска оптимальной конфигурации применён разработанный ГА. На рисунке 4 показаны результаты моделирования для лучшего найденного решения после 100 поколений оптимизации. Весовые коэффициенты целевой функции были приняты равными W cost = 0,5 и РУ down = 0,5. Время смены в оптимизированном сценарии сократилось до 510,70 мин. Достигнутые показатели: общий коэффициент загрузки 90,86 %; общая стоимость оборудования 50 909 699 руб.
Загрузка оборудования по сменам для оптимизированной конфигурации представлена на рисунке 5. Видно существенное снижение доли простоев и ожидания по сравнению с базовым сценарием.
Сравнение базового и оптимизированного решений приведено в таблице 3. Как видно из таблицы 3, применение ГА позволило повысить загрузку оборудования почти на 48 % при одновременном снижении стоимости оборудования более чем на треть. Время выполнения
-
1 Металлообрабатывающее оборудование: станки с ЧПУ. Официальный сайт компании «Промойл». https://promoil.com/ . Каталоги станков и кузнечно-прессового оборудования металлорежущие станки, кузнечно-прессовое оборудование, деревообрабатывающее оборудование. Официальный сайт компании «Рубикон». https://stanki-katalog.ru .
-
2 Ярмушевская В.Н. Металлорежущие станки: номенклатурный каталог. ВНИИТЭМР. М.: Каталог, 2005. 154 с.
JET Tools. Станки с ЧПУ // Официальный сайт JET Tools Россия.
смены сократилось на 40 %, что отражает рост производительности ПУ. Значение целевой функции уменьшилось с 1,00 (базовый уровень) до 0,72, что свидетельствует о существенном улучшении интегрального показателя эффективности с учётом заданных приоритетов.
Общий коэфф, загрузки
Общая стоимость 78 510 000 руб.
61,45%
Смена! Смена 2 Смена 3 Смена 4 Смена 5 Смена б Смена 7 Смена 8 Смена 9 Смена 10 Смена 11 Смена 12 Смена 13
Смена 1
Время смены : 861,53 мин
Общий коэфф, загрузки: 62,54%
Проценты ниже рассчитаны от общего времени смены.
Проценты рассчитываются относительно времени соответствующей смены.
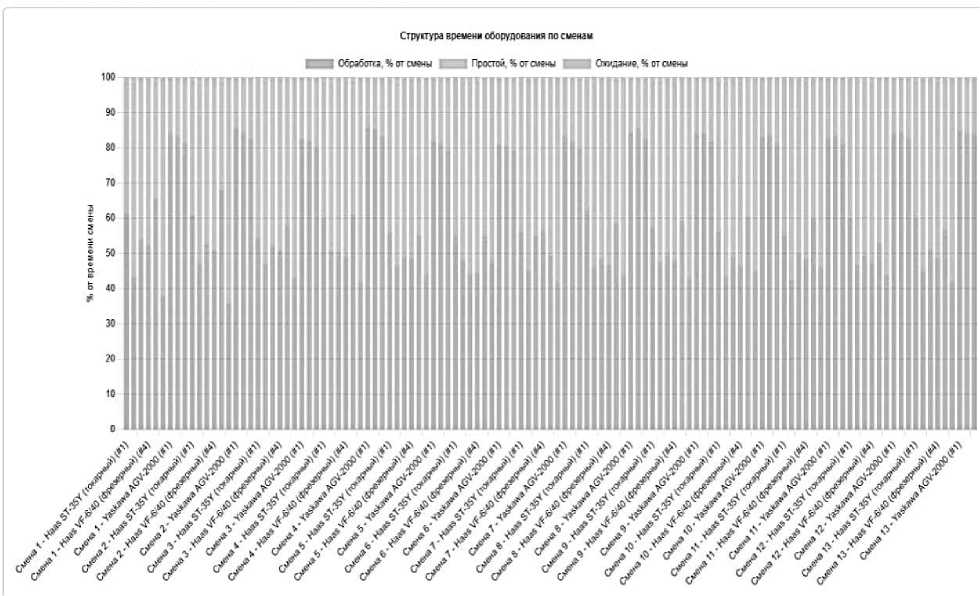
Рисунок 3 – График загрузки оборудования (базовое решение)
|
# |
Тип |
Оборудование |
Порядок |
Обработка, мин |
Простой, мин |
Ожидание, мин |
Загрузка, % от смены Структура времени (от смены) |
|
1 |
Станок |
Haas ST-3SY (токарный) |
1 |
528,97 |
322,98 |
9,58 |
|
|
2 |
Станок |
Haas ST-35Y [токарный) |
2 |
373.23 |
474,72 |
13.58 |
|
|
3 |
Станок |
Haas VF-6/40 (фрезерный) |
3 |
465.23 |
393.22 |
3,08 |
54,0 1 S ) |
|
4 |
Станок ) |
Haas VF-6/40 (фрезерный) |
4 |
450,48 |
408,95 |
2,10 |
|
|
5 |
Станок |
Haas Multigrind 5700 (шлифовальный) |
5 |
565,75 |
284,88 |
10,90 |
|
|
6 |
Станок |
Haas Multigrind 5700 (шлифовальный) |
6 |
325,18 |
533,90 |
2,45 |
37,7 t 1 J |
|
7 |
Yaskawa AGV-2000 |
1 |
722,55 |
136,90 |
2,08 |
83,9 С - 1 |
|
|
8 |
спз |
Yaskawa AGV-2000 |
2 |
717,30 |
141.82 |
2,42 |
83,3 * J J |
|
9 |
(2^3 |
Рисунок 2 – Результаты моделирования с базовыми параметрами оборудования |
|||||
Таблица 3 – Сравнение показателей производственного участка до и после оптимизации его конфигурации
|
Показатель |
До оптимизации |
После оптимизации |
Изменение, % |
|
Средняя загрузка оборудования, % |
61,45 |
90,86 |
+47,8 |
|
Общая стоимость оборудования, руб. |
78 510 000 |
50 909 699 |
–35,2 |
|
Время смены, мин |
861,53 |
510,70 |
–40,7 |
|
Целевая функция J |
1,00 (база) |
0,72 |
–28,0 |
Моделирование (ГА): результаты
|
Общий коэфф, загрузки 90,86% |
Общая стоимость 50 909 699 руб. |
||
|
Смена 1 |
Смена 2 Смена 3 Смена 4 Смена 5 Смена 6 Смена 7 Смена 8 Смена 9 Смена 10 Смена 11 Смена 12 Смена 13 |
||
Смена 1
Время смены : 510,70 мин
Общий коэфф, загрузки: 91,19%
|
# |
Тип |
Оборудование |
Порядок |
Загрузка, мин |
Простой, мин |
Ожидание, мин |
Загрузка, % смены |
Структура времени |
|
1 |
Станок |
Станок №1 (Токарный (Lathe)] |
470.48 |
38,84 |
1.37 |
92.1 С |
||
|
2 |
Станок |
Станок №2 (Токарный (Lathe)) |
2 |
453.50 |
50.84 |
1.36 |
89.8 С |
|
|
3 |
Станок |
Станок №3 (Фрезерный (Milling)) |
3 |
472.65 |
37,59 |
0.46 |
92,6 С |
|
|
4 |
Станок |
Станок №4 (Фрезерный (Milling)) |
4 |
506,05 |
3.43 |
1,17 |
99,1 С |
|
|
5 |
Станок |
Станок №5 (Шлифовальный (Grinding)) |
5 |
477.38 |
32.93 |
0.38 |
93,5 С |
|
|
6 |
Станок |
Станок №6 (Шлифовальный (Grinding)) |
6 |
476,93 |
32,63 |
1.13 |
93.4 С |
|
|
7 |
Робокар №1 |
1 |
458,82 |
50,67 |
1,20 |
89,8 С |
||
|
3 |
EZ2 |
Робокар №2 |
2 |
442,22 |
66,89 |
1,59 |
зб.б С |
|
|
9 |
Е5Э |
Робокар №3 |
3 |
428,25 |
82.15 |
0.30 |
83,9 С |
Рисунок 4 – Результаты моделирования с оптимальными параметрами оборудования
Загрузка оборудования по сменам (классический ГА)
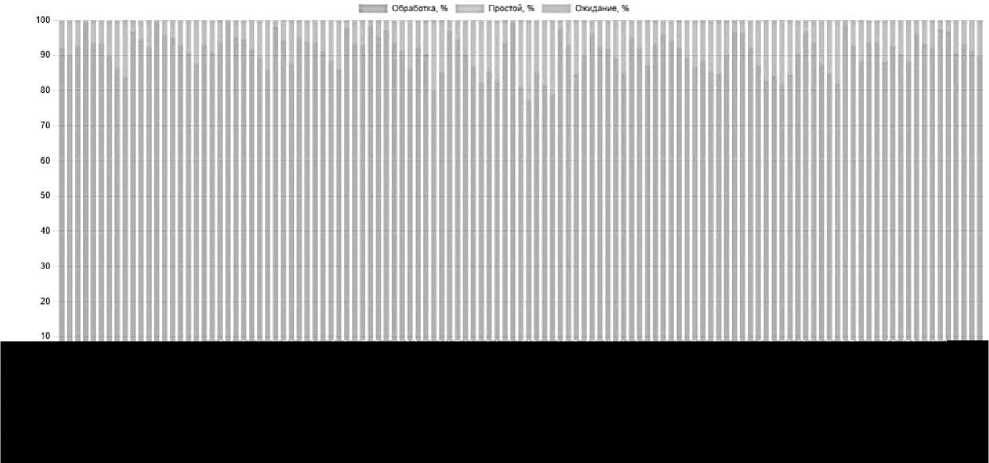
Рисунок 5 – График загрузки оборудования (оптимизированная конфигурация)
Заключение
В исследования рассмотрена задача оптимизации конфигурации оборудования ПУ на основе матричного ГА. Разработана онтология ПрО, включающая сущности «Сменное задание», «Деталь», «Технологический процесс», «Станок», «Робокар», «Манипулятор» и их атрибуты, которая положена в основу постановки задачи оптимизации. Предложена модификация матричного ГА с турнирным отбором, кроссовером и функцией приспособленности, объединяющей нормализованные критерии простоев и стоимость оборудования. Разработано программное обеспечение, объединяющее ГА, имитационную модель ПУ и экспертную систему на основе случайного леса. На выполненном примере показана возможность повысить среднюю загрузку оборудования (на 47,8 %), снизить его стоимость (на 35,2 %) и сократить время выполнения смены (на 40,7 %).
