Прорезание канавок импульсным и квазинепрерывным CO2-лазерами пленок GaN для отвода газообразного азота

Автор: Ефремов И.Д.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Технические науки
Статья в выпуске: 5-2 (80), 2023 года.
Бесплатный доступ
В данной работе рассматривается использование современных материалов, таких как сапфир, кремний, алмаз, нитрид галлия, в производстве твердотельных полупроводниковых приборов, элементов оптики, микро и оптоэлектроники. Особое внимание уделено процессу прорезания канавок для отведения газов при отделении пленки GaN. В ходе работы были проведены эксперименты над пленками, выращенными методом HVPE и MOCVD. Резка является ключевой операцией в производстве подобных приборов. Исследования показывают, что внедрение лазерной резки в производственные процессы может значительно повысить производительность и увеличить выход годной продукции на базе полупроводниковых пластин.
Лазерная резка, нитрид галлия, прорезание канавок, пленки, отделение образцов, методы роста
Короткий адрес: https://sciup.org/170199361
IDR: 170199361 | DOI: 10.24412/2500-1000-2023-5-2-84-88
Cutting grooves with pulsed and quasi-continuous CO2 lasers of GaN films for removal of nitrogen gas
This paper discusses the use of modern materials such as sapphire, silicon, diamond, gallium nitride in the production of solid-state semiconductor devices, elements of optics, micro and optoelectronics. Special attention is paid to the process of cutting grooves for the removal of gases during the separation of the GaN film. In the course of the work, experiments were carried out on films grown by the HVPE and MOCVD method. Cutting is a key operation in the production of such devices. Research shows that the introduction of laser cutting into production processes can significantly increase productivity and increase the yield of suitable products based on semiconductor wafers.
Текст научной статьи Прорезание канавок импульсным и квазинепрерывным CO2-лазерами пленок GaN для отвода газообразного азота
В современной промышленности все большее распространение получает использование широкозонных материалов, таких как сапфир, карбид кремния, алмаз, нитрид галлия и нитрид алюминия [1]. Эти материалы находят применение в создании твердотельных полупроводниковых устройств, элементов оптики, а также микро- и оптоэлектроники.
Послеэпитаксиальная обработка является важной частью производства полупроводниковых приборов. Одним из ключевых процессов на последнем этапе является разделение эпитаксиальных структур на основе GaN на отдельные чипы небольшого размера [2].
Использование лазерной обработки получило широкое распространение благодаря ее способности уменьшать вероятность повреждения материала при обработке, снижать затраты на обработку отходов, предоставлять альтернативу процессу химического травления, а также возможность удалять один тип материала без повреждения подслоев. Лазерная микрообработка включает в себя множество процессов, таких как сверление отверстий, абляция, фрезерование, резка (скрайбирование) и нарезка кубиками [3].
Применение лазерной обработки (в том числе резки) в различных производствен- ных процессах для изготовления электронных устройств на основе полупроводниковых пластин значительно увеличивает производительность и выход качественной продукции.
Процесс лазерной резки заключается в удалении материала из заготовки путем местного нагрева поверхности при помощи интенсивного лазерного излучения. Это излучение вызывает нагрев, испарение или абляцию материала.
В статье [4] описывается метод отделения тонких пленок нитрида галлия от сильно легированных подложек нитрида галлия с использованием импульсного CO 2 -лазера. Основная идея метода заключается в отделении тонких слоев полупроводниковой структуры (10-100 мкм) и активных слоев приборов от толстых (0.12 мм) кристаллов нитрида галлия на основе различия коэффициентов поглощения света инфракрасной области излучения α в слоях с разным уровнем легирования.
В процессе обработки пленок GaN лазером с длиной волны 10,6 мкм единичное воздействие излучения приводит к образованию замкнутого объема диаметром в несколько десятков микрон в области контакта пленки GaN с сапфиром (или nGaN), заполненного жидким галлием и азотом под давлением 105 Па. Для отделе- ния слабо легированной пленки GaN от подложки необходимо проводить последовательную обработку образца таким образом, чтобы области воздействия лазерного излучения частично перекрывались. Однако, увеличение площади обработанной поверхности образца приводит к увеличению силы Fср, с которой газообразный азот воздействует на освобожденную пленку, что может вызвать появление трещин в обрабатываемой пленке.
Для преодоления ограничений методики лазерного отделения пленок GaN было предложено решение, заключающееся в создании заранее прорезанных канавок, которые обеспечивают возможность свободного выхода газообразного азота из-под пленки GaN. Для прорезания канавок использовались импульсные и квазинепре-рывные лазеры. Такой подход может значительно улучшить эффективность и точность лазерной обработки пленок GaN, а также снизить вероятность появления трещин и других дефектов в обрабатываемом материале.
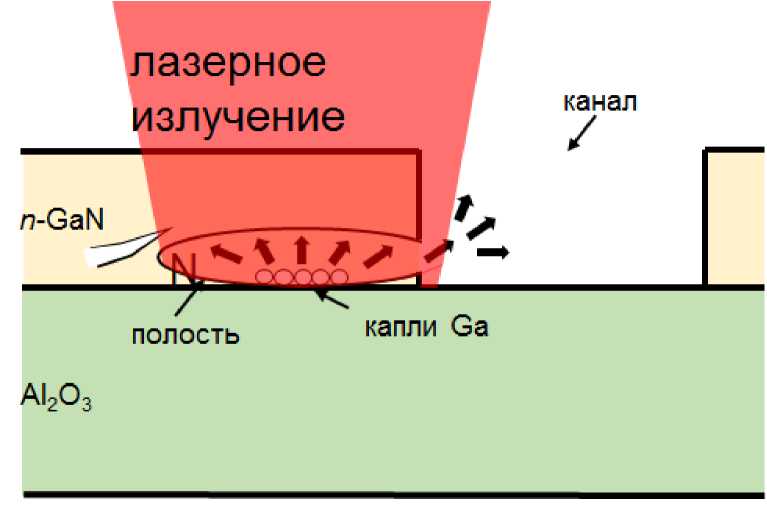
Рис. 1. Схема процесса отделения пленок GaN c помощью прорезания канавок квазине-прерывным лазером.
Методика эксперимента
В экспериментах использовались пленки GaN, размером 2*2 мм2, выращенные методами HVPE и MOCVD с толщинами 20мкм и 10 мкм соответственно. Для прорезания канавок использовался импульсный CO2-лазер с мощностью I=200 мДж и диаметром фокусного пятна Dф = 80 мкм (рис. 2).
Также для решения ограничений методики лазерного отделения пленок GaN использовался квазинепрерывный CO 2 -лазер. Прорезание канавок осуществлялось при помощи этого лазера с максимальной мощностью излучения 40 Вт, которая регулировалась с помощью Широтноимпульсной модуляции на частоте 5 кГц.
Излучение фокусировалось линзой с числовой апертурой NA = 0.35 и фокусным расстоянием f= 38.1 мм. Диаметр пучка лазерного излучения в фокусе составлял примерно 20мкм.
Результаты и их анализ.
Результат прорезания канавки в пленке GaN, выращенной методом MOCVD, с использованием импульсного лазера представлен на рисунке 3. На исследуемом образце образуется воронка диаметром ≈100-150 мкм. К тому же на поверхности образца после обработки остаются кусочки пленки GaN и микронные капли жидкого Ga, что может повлиять на однородность последующей операции отделения пленки. Поэтому перед сканированием для отделе- ния пленки необходимо очистить ее от воду. грязи, используя HCl и дистиллированную
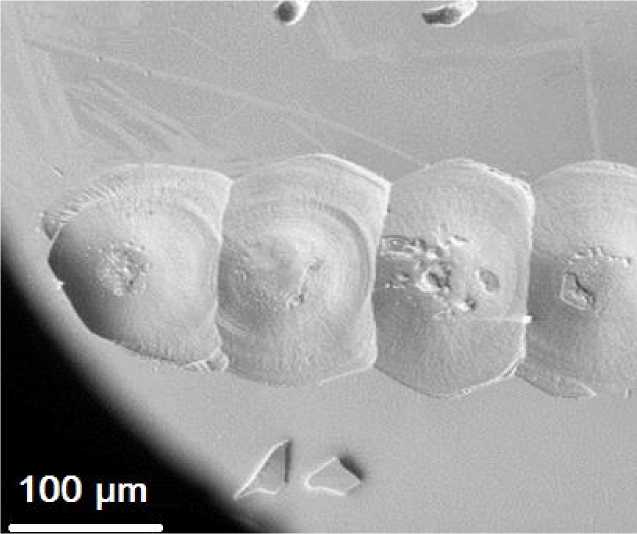
Рис. 3. Результат прорезания импульсным лазером канавки в пленке GaN
Для отделения пленок GaN использовался импульсный CO2-лазер с длиной волны 10,6 мкм, длительностью импульсов ≈60 нс, максимальной мощностью 60мДж и диаметром фокусного пятна Sф=20 мкм. Однако на всех образцах, выращенных методом MOCVD, не удалось произвести успешное отделение пленок. В процессе сканирования пленки начинали трескаться и раскалываться на небольшие кусочки диаметром ≈100мкм, что приводило к получению "трухи" вместо отделенной пленки. Вероятно, это связано с тем, что область пленки GaN вблизи канавки имеет переменную толщину, которая уменьшается к канавке, что приводит к изменению прочности пленки.
Образцы, выращенные методом HVPE, оказались более неподходящими для отделения пленок GaN по сравнению с MOCVD-пленками из-за их более высокой напряженности, связанной с особенностями ростового процесса [5]. Поэтому на этапе прорезания канавок и последующего сканирования для отделения пленок происходило активное трещинообразование и образование кусочков пленки GaN диаметром несколько сотен микрон. Таким образом, отделение пленок GaN с использованием импульсного CO2-лазера после предварительного нарезания канавок не представляется возможным для образцов, выращенных как методом MOCVD, так и методом HVPE.
На рисунке 4 показан пример канавки, которая была прорезана с помощью данной установки. Во время процесса прорезания канавки импульсным лазером, удаление лишнего материала происходило сразу же, а избыточное давление азота в области диссоциации GaN вырывало его. Если использовать квазинепрерывный лазер, то удаление материала происходит постепенно с поверхности образца, что увеличивает время обработки. Кроме того, на рисунке 3 видно, что поверхность после операции по нарезанию канавок осталась сильно запачканной. Часть этой грязи - это жидкий Ga, образовавшийся в процессе диссоциации GaN, однако большая часть загрязнения является оксидом галлия Ga2O3, который образуется из жидкого галлия при высоких температурах в присутствии кислорода. Поэтому после обработки квазинепрерывным лазером требу- ется дополнительная чистка образца от грязи.
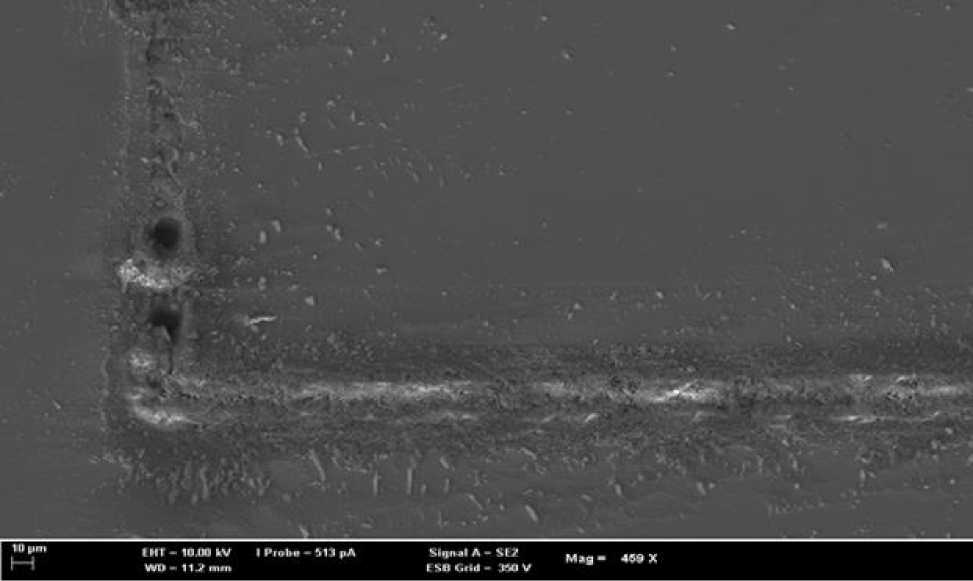
Рис. 4. Прорезание канавок импульсным лазером
Для отделения образцов использовался импульсный CO2-лазер с теми же настройками, что и в описанных выше экспериментах (длина волны λ=10,6 мкм, длительность импульса τ≈60 нс, энергия импульса I=60 мДж, размер пятна на по- верхности образца Dф=20 мкм). На рисунке 5 показаны результаты эксперимента. Путем стравливания азотом по канавкам удалось отделить неповрежденную пленку GaN площадью 1-2 мм2.
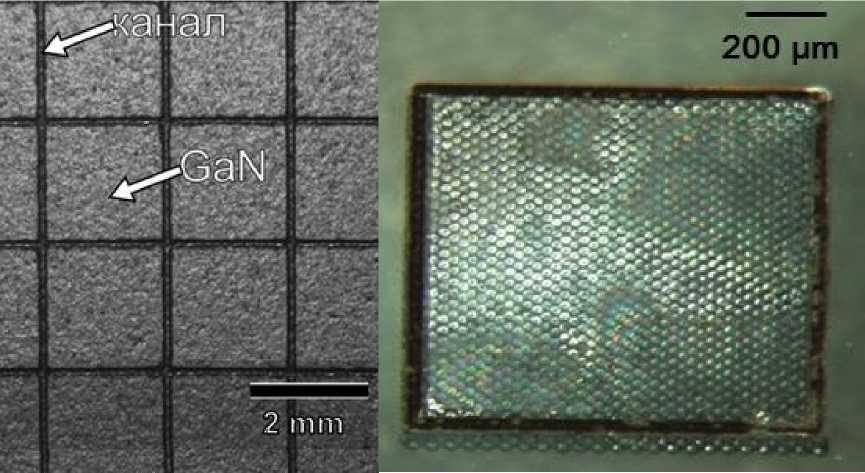
Рис. 5. Отделение образцов GaN, выращенных MOCVD (слева) и HVPE (справа) импульсным CO 2 -лазером с стравлением азота через канавки
Время, необходимое для прорезания канавок в пленках, выращенных методом HVPE, может быть заметно больше, чем в пленках, выращенных методом MOCVD. Это связано с тем, что интерфейс GaN/n-GaN, который обычно находится близко к поверхности образца при использовании метода MOCVD, находится глубже внутри образца при использовании метода HVPE. Поэтому при обработке HVPE-пленок может потребоваться больше времени на прорезание канавок, чтобы достичь интерфейса GaN/n-GaN.
Заключение
Было предложено решение проблемы повреждений (растрескивания) пленок GaN в процессе их отделения.
Использование квазинепрерывного лазера для предварительного нарезания канавок позволило осуществить успешное отделение пленок GaN, выращенных как методом MOCVD, так и HVPE. Однако в процессе прорезания канавок происходит сильное загрязнение поверхности пленок, что приводит к необходимости дополнительной операции по очистке обрабатываемых пленок GaN.
Список литературы Прорезание канавок импульсным и квазинепрерывным CO2-лазерами пленок GaN для отвода газообразного азота
- Голышев А.А. Сравнительное исследование энергетики лазерной резки волоконным и СО2-лазером // [Диссертация на соискание ученой степени кандидата физико-математических наук] / Институт теоретической и прикладной механики им. С.А. Христиановича. - Новосибирск, 2016.
- Dubravko I. Babić, Quentin Diduck, FiroozFaili, John Wasserbauer, Frank Lowe,Daniel Francis, Felix Ejeckam. Laser machining of GaN-on-diamond wafers // 2018.
- Sobih M., Crouse P.L., Li L. Laser cutting of variable thickness materials - understanding the problem // 25-th International congress on applications of lasers and electro-optics // 2006.
- Вирко М.В., Коготков В.С., Леонидов А.А., Вороненков В.В., Ребане Ю.Т., Зубрилов А.С., Горбунов Р.И., Латышев Ф.Е., Бочкарева Н.И., Леликов Ю.С., Тархин Д.В., Смирнов А.Н., Давыдов В.Ю., Шретер Ю.Г. Физика и техника полупроводников. - 2016. - Т. 50, Вып. 5. - С. 711-716.
- Nix D., Clemens B.M., Mater J. Res., 14 (8), 3467 (1999).
