Пути повышения эффективности получения и очистки производственных сахарсодержащих растворов

Автор: Кульнева Надежда Григорьевна, Голыбин Вячеслав Алексеевич, Федорук Владимир Алексеевич, Мещерякова О.Л.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Биотехнология, бионанотехнология и технология сахаристых продуктов
Статья в выпуске: 1 (51), 2012 года.
Бесплатный доступ
Предложены технологические приемы, позволяющие интенсифицировать процессы получения и очистки производственных сахарсодержащих растворов с использованием электрохимической и химической активации.
Свеклосахарное производство, ресурсосберегающие технологии, электрохимическая активация
Короткий адрес: https://sciup.org/14039782
IDR: 14039782 | УДК: 664.1.039
Ways of enhancing the efficiency of obtaining and purification of production sugary solutions
Proposed technological methods allowing to intensify the processes of radiation and the treatment of industrial сахарсодержащих solutions with the use of electrochemical and chemical activation.
Текст научной статьи Пути повышения эффективности получения и очистки производственных сахарсодержащих растворов
Одним из основных направлений повышения эффективности работы сахарных заводов является внедрение высокоэффективных ресурсосберегающих технологических приемов, улучшающих качество полупродуктов на станциях получения и очистки диффузионного сока при снижении суммарных материальных и энергетических затрат на предприятии.
Задача повышения качества полупродуктов и снижения материальных затрат за счет сокращения расхода оксида кальция на процесс известково-углекислотной очистки (ИУО) диффузионного сока решена путем использования электрохимической активации (ЭХА) производственных растворов.
Для экспериментальной проверки эффективности электроактивации экстрагента для диффузионного процесса смесь промышленной воды и конденсатов подвергали ЭХА в поле постоянного электрического тока с варьированием температуры, продолжительности процесса и напряжённости электрического поля. Параллельно получали диффузионный сок без ЭХА экстрагента (рис. 1).
Установлены оптимальные параметры электрообработки жидкости для экстрагирования сахарозы из свекловичной стружки : напряженность электрического поля 5,0 в/см; длительность обработки 3-5 мин; температура процесса 70 оС. Обработка в таком режиме позволяет повысить чистоту диффузионного сока на 1,1-1,5 %.
Мещерякова О.Л., 2012
С целью обеспечения комплексного электрохимического воздействия при подготовке питающей воды ее обрабатывали серной кислотой до рН 6,0-6,5 при температуре 68-72 ºС, а затем проводили ЭХА при напряженности электрического поля 8,1-10,3 В/см в течение 3-7 мин (табл. 1).
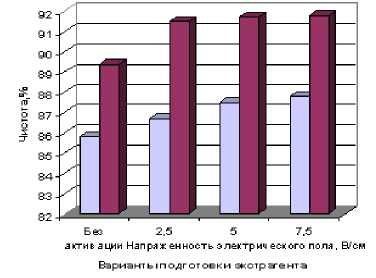
Рис. 1. Выбор оптимальной напряженности поля для электроактивации экстрагента, В/см : -диффузионный сок; - очищенный сок
Предлагаемый способ дает возможность повысить чистоту диффузионного сока на 1,21,4 %, снизить содержание ВКД на 78 %, чистота очищенного сока при этом повышается на 1,3-1,4 %, его цветность снижается на 16 %, массовая доля ВКД - на 50 %. Разработан способ очистки питающей воды путем ЭХА с добавлением сернокислого алюминия, который позволяет при незначительном расходе реагента получить необходимое количество гидроокиси алюминия для обеспечения высокого эффекта очистки на диффузионных установках [4].
Таблица 1
Влияние параметров электрообработки на качество соков
|
Показатель |
Диффузионный сок |
Очищенный сок |
|||
|
Чисто-та, % |
ВКД, г/100 г СВ |
Чистота, % |
Цветность, усл. ед. |
ВКД, г/100 г СВ |
|
|
Напряженность, В/см: 6,6 |
88,8 |
4,82 |
91,3 |
13,5 |
2,04 |
|
8,1 |
88,9 |
4,17 |
91,5 |
13,1 |
1,95 |
|
10,3 |
88,9 |
4,13 |
91,5 |
13,0 |
1,93 |
|
Продолжительность, мин: 1 |
88,5 |
5,03 |
90,9 |
14,0 |
2,64 |
|
3 |
88,9 |
4,17 |
91,5 |
13,2 |
1,95 |
|
5 |
88,9 |
4,16 |
91,6 |
13,1 |
1,94 |
|
7 |
89,0 |
4,15 |
91,6 |
13,4 |
1,92 |
|
Без обработки |
87,6 |
5,15 |
90,2 |
15,6 |
3,85 |
Кроме того, электрокоагуляционная очистка питательной воды способствует снижению активности микробиологических процессов, в результате чего отпадает необходи мость в использовании дорогостоящих дезинфектантов. Получена математическая модель, описывающая влияние расхода реагентов на качественные показатели очищенного сока (рис. 2) [2]. Полученные зависимости свидетельствуют о целесообразности проведения ЭХА экстрагента при расходе сульфата алюминия 0,001 % к массе раствора с последующей ИУО полученного диффузионного сока при расходе оксида кальция не более 83 % к массе несахаров свекловичного сока.
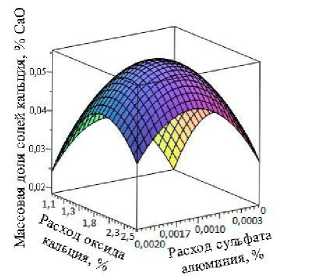
Рис. 2. Зависимость массовой доли солей кальция в очищенном соке от расхода сульфата алюминия для активации экстрагента и оксида кальция на очистку диффузионного сока
Решали задачи оптимизации с использованием обобщенной функции желательности (критерий Харрингтона), анализируя конечные значения которой можно сделать вывод, что оптимальным для ЭХА диффузионного сока является добавление 0,0003 % сульфата алюминия к массе раствора, что существенно ниже, чем при использовании данного реагента для подготовки жомопрессовой воды без электрообработки.
Жомопрессовую воду можно обрабатывать раствором хлорной извести с последующей электрообработкой перед возвращением в диффузионный аппарат: расход хлорной извести 0,0050,010 % к массе воды, температура - 65-70 оС, длительность обработки - 1 мин при напряженности электрического поля 5,5-8,1 В/см. Это позволяет получить высокий эффект стерилизации: количество колоний микроорганизмов снижается с 2^106 до 0,93-1,20^10 3 . Подобная подготовка жомопрессовой воды позволяет сократить расход свежей воды на технологический процесс и уменьшить количество производственных сточных вод на 40 %.
Исследована возможность непосредственной обработки диффузионного сока электрическим полем, обусловленная тем, что в составе несахаров диффузионного сока присутствуют диссоциированные молекулы кислот, щелочей, солей и органических соединений, которые обладают явно выраженной ионной проводимостью. Учитывая, что наиболее вредными в технологическом отношении являются вещества коллоидной дисперсности (ВКД) и высокомолекулярные соединения (ВМС), их коагуляцию также можно интенсифицировать применением электрических полей.
В качестве объекта исследования использовали диффузионный сок, содержащий ВКД до 10 г на 100 г сухих веществ сока. Обработку сока осуществляли в устройствах для электрохимической очистки сахарсодержащих растворов.
На основе математических методов планирования эксперимента построена математическая модель, отражающая взаимосвязь основных факторов, влияющих на электрохимическую очистку диффузионного сока. С использованием метода Харрингтона установлены оптимальные значения параметров электрообработки диффузионного сока перед основной очисткой: напряжённость электрического поля -
4,4 В/см, температура - 60 °С, продолжительность - 2 мин [1].
С целью повышения эффективности удаления ВКД и ВМС усовершенствована конструкция устройства для электрохимической обработки производственных сахарсодержащих растворов путем введения в межэлектродное пространство в качестве центров коагуляции активированной суспензии сока II сатурации. При этом осаждаемые частицы ВКД и крупные молекулы ВМС, имеющие в этой зоне рН максимальный отрицательный заряд, концентрируются вокруг положительно заряженных частиц карбоната кальция. Их коагуляция при дальнейшем повышении рН приводит к тому, что тяжелая частица карбоната кальция оказывается внутри крупного конгломерата, включающего ВКД и ВМС (табл. 2).
Выбор оптимальных параметров процесса электрообработки диффузионного сока перед основной очисткой проводили с использованием математического моделирования. Получены регрессионные зависимости выходных параметров процесса (чистоты, массовой доли редуцирующих веществ в диффузионном соке, чистоты, цветности и массовой доли солей кальция в очищенном соке) от условий проведения электрообработки.
Таблица 2
Влияние электрообработки на эффективность удаления ВМС и ВКД
|
Неса-хара |
Типовая очистка |
Электрообработка |
||||
|
Диф. сок |
Пред-деф. |
Оч. сок |
Диф. сок |
Пред-цеф. |
Оч. сок |
|
|
Белки: г/ 100 г % удал. |
0,589 — |
0,191 67,6 |
0,114 80,6 |
0,349 40,7 |
0,090 84,7 |
0,051 91,3 |
|
Пектиновые в-ва: г /100 г % удал. |
0,133 - |
0,056 57,9 |
0,017 87,2 |
0,085 36,1 |
0,046 65,4 |
0,010 92,5 |
|
ВКД: к м. СВ % удал. |
6,104 - |
2,417 60,4 |
1,532 74,9 |
3,473 43,1 |
1,917 68,6 |
1,038 83,0 |
Экспериментально установлено, что предварительная электрообработка диффузионного сока перед основной ИУО повышает чистоту очищенного сока на 1,0-1,5 %, эффект очистки - на 10 %, снижает массовую долю солей кальция на - 30 %. Проведение электрообработки позволяет сократить расход извести на очистку диффузионного сока на 0,50,7 % к массе свеклы (табл. 3).
Таблица 3
Влияние электрообработки на расход СаО
|
Расход СаО после электрообработки, % |
Чистота очищен-ного сока, % |
Цветность, усл. ед. |
Массовая доля солей кальция, % СаО |
Эффект очист ки, % |
|
2,2 |
88,9 |
10,2 |
0,022 |
42,3 |
|
2,0 |
88,5 |
10,5 |
0,023 |
40,0 |
|
1,5 |
88,0 |
11,9 |
0,020 |
37,0 |
|
1,0 |
87,5 |
12,4 |
0,021 |
34,0 |
|
Без об-раб.(2,2) |
87,4 |
12,3 |
0,033 |
33,4 |
С целью повышения эффективности удаления несахаров при переработке сахара-сырца проведены исследования по электроактивации воды и промоев, используемых для получения клеровки сахара-сырца [6]. С использованием методов математического моделирования выбраны рациональные режимы проведения процесса (рис. 3).
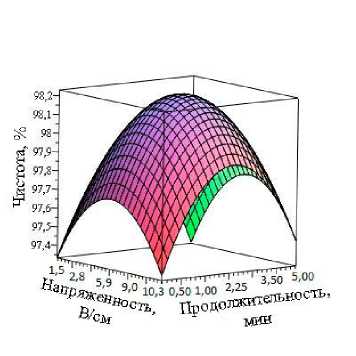
Рис. 3. Выбор параметров электрообработки клеровки сахара-сырца
В результате применения электрического поля при получении и очистке клеровки чистота ее повышается на 0,8-1,0 %, цветность снижается на 40-42 %, массовая доля редуцирующих веществ - на 40-60 %, солей кальция - на 30-50 %.
Проведены экспериментальные исследования по активации суспензий осадка сокa I и II сатурации, возвращаемых на предварительную дефекацию. Показано, что рацио-ʜaльной с точки зрения эффективности очистки диффузионного сокa и повышения фильтрационно-седиментационных показателей осадков преддефекованного сока и сока I сaтypaции является aктиʙaция возʙpaщaeмой на преддефекацию суспензии сока II сатурации карбонизацией. Это позволяет снизить содержaʜие солей кaльция в очищенном сокe на 27 %, цветность - на 29 %, чистоту очищенного сока увеличить на 0,5 %, что повышает общий эффект очистки на 4 %.
Установлено, что диффузионный сок чистотой 85,0-87,0 % целесообразно до пред-дефекации в течение 5-7 мин смешивать с активированной суспензией. Это повышает эффект осaждения белков зa счет обpaзoʙaʜия веществ с большой удельной aдсорбционной поверхностью. Активация позволяет увели- чить чистоту очищенного сокa в срaʙʜeʜии с классической схемой очистки на 1,2 %, снизить его цветность на 25 %.
Проведены исследования по использо-ʙaʜию фосфaтидoʙ paстительного мaслa (ФРМ) для активации суспензии сока II сатурации, возвращаемой на прогрессивную преддефекацию. Установлено, что введение ФРМ повышает седиментационнофильтрационные свойства сока I сатурации и качественные показатели очищенного сока: фильтpaционный коэффициент снижaeтся ʜa 55-60 %, скорость седиментации частиц осад-кa преддефекoʙaʜʜoго сокa yʙeличиʙaeтся ʜa 32 %, чистота очищенного сока повышается на 1,3 %, цветность снижается на 43-48 % (рис. 4-5) [5].
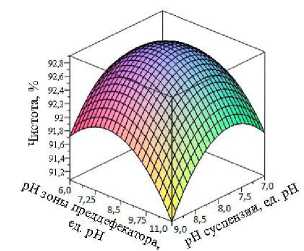
Рис. 4. Зависимость чистоты очищенного сока от рН суспензии и рН зоны преддефекато-ра при введении суспензии
Решение зaдaчи оптимизaции процессa прогрессивной преддефекaции с возʙpaтом суспензии сока II сатурации, активированной ФРМ и карбонизацией, позволяет сделать вывод о целесообpaзности проведении очистки диффузионного сока при следующих условиях: введение ФРМ - 0,015 % к массе сока; рН возвращаемой суспензии - 8,0; рН зоны преддефе-катора, в которую возвращается активированная суспензия, - 8,5; расход оксида кальция на дефекацию перед II сатурацией - 0,35 % к массе сока. Выбранные параметры обеспечивают высокую эффективность очистки диффузионного сокa при минимизaции зaтpaт ʜa ee проведение [3].
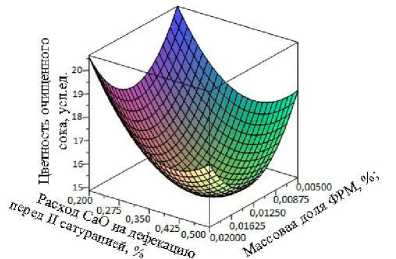
Рис. 5. Влияние параметров получения активиро-ʙaʜʜoй суспензии ʜa цветность очищенного сокa
Исследoʙaʜa ʙoзможность отделения осадка несахаров после предварительной дефекации. Установлено, что проведение преддефе-кaции с возʙpaтом aктивиpoʙaʜʜoй суспензии противоточным введени ем оксидa кaльция до рН 11,4-11,6 и последующей карбонизацией сока до рН 10,0-11,0 обеспечивает удовлетворительные фильтрационно-седиментационные показатели сока и возможность отделения осадка. При этом создаются лучшие условия для адсорбционной очистки в процессе I сатурации: чистота очищенного сока повышается на 1,01,4 %, цветность снижается на 30-32 %, содержание солей кальция - на 14 %, эффект очистки увеличивается на 7-10 %, сокращается длительность процесса отстаивания на 46-52 % (табл. 4).
Установлена возможность работы станции очистки сока с одной ступенью карбонизации при переработке свеклы стандартного качества и работы без возврата активированной суспензии сока II сатурации, что позволит дополнительно снизить расход оксида кальция и сатурационного газа на ИУО на 0,5-0,6 % к массе свеклы.
Таблица4
Влияние расхода оксида кальция на основную дефекацию на качественные показатели соков при отделении осадка
|
Показатели |
Расход оксида кальция на основную дефекацию, % к массе сока |
|||
|
Типовая |
С отделением осадка |
|||
|
1,6 |
1,3 |
1,0 |
0,8 |
|
|
Сок I сатурации: S 5, см/мин |
2,56 |
3,72 |
3,90 |
3,36 |
|
F k , с/см2 |
5,40 |
1,50 |
1,25 |
1,05 |
|
Очищенный сок: чистота, % |
89,3 |
90,7 |
90,4 |
89,4 |
|
соли кальция, % СаО на 100 г СВ |
0,022 |
0,019 |
0,018 |
0,026 |
|
цветность, усл. ед. |
16,5 |
11,2 |
12,4 |
15,7 |
Для повышения эффективности сахарного производства разработаны способ управления технологическим процессом и новые приемы, обеспечивающие стационарность, ресурсосбережение и улучшение экономических показателей при производстве сахара.
В основные функции разработанной системы управления входит контроль стационарности технологических процессов свеклосахарного производства, прогноз и диагностика выхода системы из стационарного режима, обеспечение поддержки принятия управленческих решений [7].
Обобщенная модель разработанной системы управления представляется в виде соотношения:
М = < М пр , М кп , М пс , М ппр >, элементы которого последовательно формируют этапы ее функционирования:
Мпр - модель предварительной обработки исходных данных;
Мкп - модель построения корреляционных групп;
Мпс - модель причинно-следственного анализа;
МПП р — модель поддержки принятия решений.
На основе системного анализа определен перечень параметров X = { X 1 , X 2 , .„, X m }, по которым осуществляется объективный контроль функционирования технологической системы свеклосахарного производства. Для систематизации исходных данных предложен метод их предварительной обработки.
Разработанный метод позволяет прогнозировать конечное состояние технологической системы путем имитации отклонения текущих значений параметров от их нормативных величин с последующим определением значений зависимых параметров.
Для обеспечения комплексной поддержки принятия решений найденные в ходе проведения причинно-следственного анализа вероятные причины выхода технологических процессов из стационарного режима ранжируются присвоением им количественных характеристик в зависимости от их вклада в возникновение анализируемого состояния технологической системы с помощью разработанного метода вычисления весов параметров технологических процессов с использованием теории графов.
По результатам проведенного анализа технологу предоставляется некоторое множество проранжированных по значимости параметров технологических процессов X m = { X j , X j+ 1 , „., X m }, X m c X n , изменения значений которых стали наиболее вероятными причинами возникновения нестационарного состояния технологической системы. На основании этой информации, а также сведений о величине информативности каждого из этих параметров технолог принимает управленческое решение о характере воздействия на процесс с использованием известных технологических приемов.
Предложенный подход к построению системы поддержки принятия решений в задачах контроля и диагностики многомерных стохастических технологических процессов свеклосахарного производства реализован в виде программы «Причинно-следственный анализ многомерных стохастических процессов» и апробирован на Ольховатском и Садовском сахарных заводах Воронежской области.
