Раннесредневековый предметный комплекс ювелира-литейщика из Западного Приамурья

Автор: Нестеров С.П., Савин А.Н., Колмогоров Ю.П.
Журнал: Археология, этнография и антропология Евразии @journal-aeae-ru
Рубрика: Эпоха палеометалла
Статья в выпуске: 2 т.44, 2016 года.
Бесплатный доступ
В статье представлен комплексный анализ предметов, связанных с деятельностью мохэского ювелира-литейщика из жил. 2 поселения Осиновое Озеро конца IX в. Реконструирован процесс плавки бронзы в сосуде-горне с использованием тигля, установленного на специальной керамической подставке. Изучены обнаруженные в жилище девять бронзовых бляшек, а также негативы форм, в которых они отливались. Проведенный элементный анализ химического состава бронзовых изделий позволил разделить рассматриваемую коллекцию бляшек на три группы. Предметы первой группы отличаются от артефактов второй и третьей групп по происхождению сырья, а бляшки второй группы неоднократно подвергались переплавке. Большая часть коллекции бронзовых бляшек тюркского типа предназначалась для дальнейшей переплавки и изготовления украшений, характерных для мохэской культуры. К украшениям мохэ отнесены одна ажурная и две фигурные бляшки данной коллекции, а также бронзовые колокольчики, найденные в 2012 г. в жил. 3 этого же поселения. Установлено, что бронзовые предметы различного элементного состава неоднократно переплавлялись, поэтому невозможно достоверно определить источник сырья для производства бронзы. Воссозданы способы изготовления матриц-форм для отливки бляшек и обработки готовых изделий центрально-азиатскими и мохэскими мастерами.
Приамурье, бронзовые бляшки, спектральный анализ
Короткий адрес: https://sciup.org/145145761
IDR: 145145761 | УДК: 903.05 | DOI: 10.17746/1563-0102.2016.44.2.081-090
Текст научной статьи Раннесредневековый предметный комплекс ювелира-литейщика из Западного Приамурья
В 2009 г. на раннесредневековом поселении Осиновое Озеро в Константиновском р-не Амурской обл. (рис. 1), было исследовано жил. 2. Согласно данным 14С-анализа, поселение существовало в 888–898 гг. н.э. [Деревянко А.П. и др., 2010, с. 149]. В жилище обнаружены предметы, часть из которых принадлежит производственному комплексу мастера-ювелира по цветному металлу (рис. 2). В комплекс входят керамический плавильный горн (сосуд № 8), тигель и две подставки под него, бляшки от подвесных ремешков пояса, ажурная бляшка, оселки-абразивы. Кроме этого, в жилище найдены капли металла, ошлакованные фрагменты угля, железная сердцевидная бляшка с тремя отверстиями, куски обожженной обмазки из смеси глины с травой.
Литейный комплекс
Теплотехническое устройство представлено сосудом горшковидной формы с высокой, плавно выделенной

Рис. 1. Мохэские памятники на территории Амурской обл.
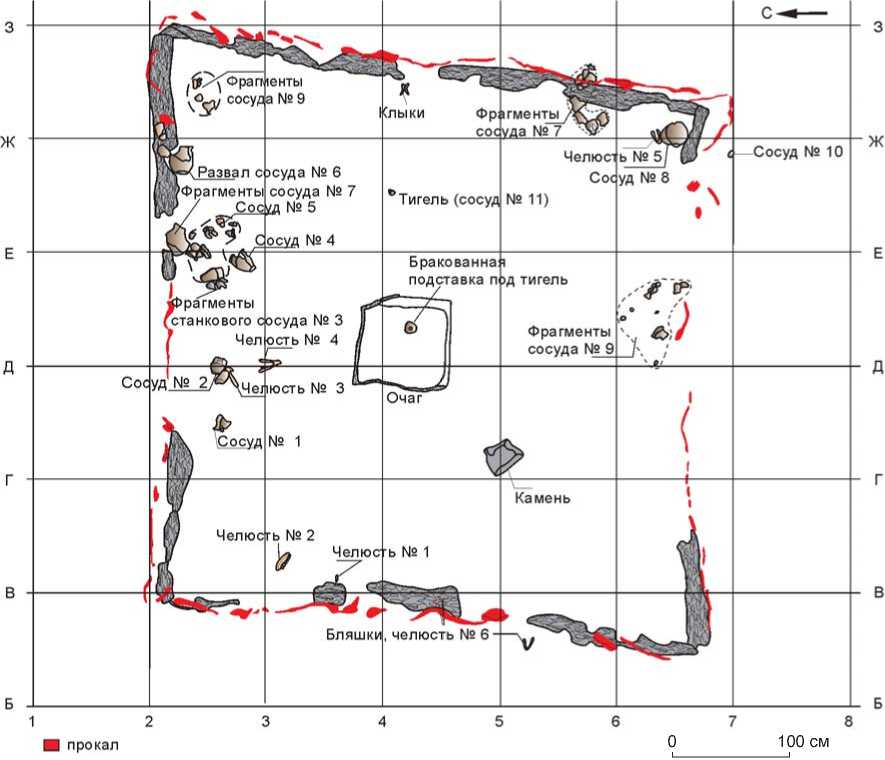
Рис. 2. План жил. 2 на поселении Осиновое Озеро.
горловиной с отогнутым наружу венчиком. Дно у горшка отсутствует, в этом месте край тулова обработан и находится на одном горизонтальном уровне. Высота сохранившейся части сосуда 19 см, диаметр тулова 16,5, горловины 14,5, венчика 18,8, по нижней кромке (придонная часть) 14,6 см. Толщина стенок 0,6–0,7 см. В 6,8 см от нижнего края в ту-лове просверлено и опилено овальное отверстие (2,20 × 1,85 см) (рис. 3, 1 , 7 , 9 ). Внутри сосуда вокруг отверстия и на противоположной стенке имеются следы высокотемпературного воздействия в виде ошлакования (рис. 3, 8 ). Судя по характеру переоформления, горшок вторично использовали в качестве переносного плавильного горна простой открытой конструкции с прямым нагнетанием воздуха в подовой части для выплавки в тигле, установленном внутри, небольших порций цветного металла. Между плавками в сосуде хранили кости животных.
Объем внутренней части сосуда-горна 3 402,49 см3*. Полезный объем рабочей камеры горна составляет примерно до 40 % его общего объема. Воздух нагнетался в горн мехами через сопло, плотно вмонтированное в отверстие в стенке, чтобы не допустить выход газов в стыке между соплом и краями отверстия, поэтому стенки горна были ошлакованы только с внутренней стороны (рис. 3, 7, 8). Рас- пространение ошлакованных участков, изменения цветовой гаммы (побежалости) на поверхностях сосуда и уровень, на котором находилось отверстие для сопла мехов, позволяют заключить, что горн устанавливался в очаге (рис. 3, 2).
В комплект сосуда-горна входила керамическая подставка под тигль. Обнаружены две подставки, изготовленные из стенок тулова сосудов. Одна из них – бракованный диск диаметром 9,0–9,9 и толщиной 0,5 см с отверстием в середине размером 0,9 см. При сверлении отверстия керамика дала трещину, после чего диск был выброшен в очаг жилища (рис. 3, 5). Фрагменты другого диска были обнаружены на площадке к западу от жилища. Его фиксируемый максимальный диаметр составил 8 см, диаметр отверстия 1,4 см (рис. 3, 4, 6).
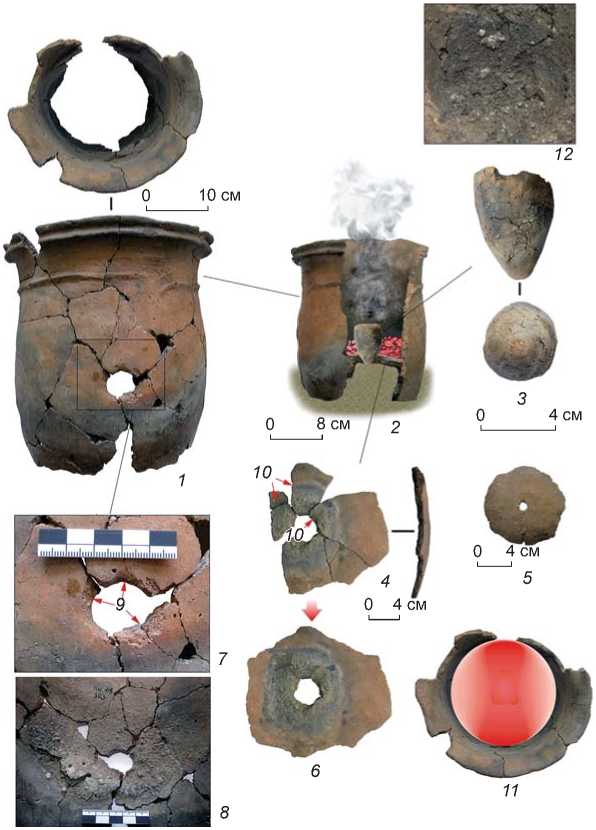
Рис. 3. Теплотехнические устройства для плавки цветного металла с поселения Осиновое Озеро.
1 – сосуд-горн; 2 – реконструкция устройства плавильного горна; 3 – литейный тигель; 4 , 5 – подставки литейного тигля; 6 – реконструкция первоначального облика подставки литейного тигля; 7 – воздуходувное отверстие в стенке сосуда-горна (вид с внешней стороны); 8 – воздуходувное отверстие в стенке сосуда-горна со следами ошлакования (вид с внутренней стороны); 9 – следы высверливания отверстия в стенке сосуда; 10 – следы ошлакования и цветовых побежалостей на поверхности подставки тигля; 11 – схема распространения тепловой энергии внутри сосуда-горна при максимальных температурах плавки (реконструкция); 12 – остатки металла на внутренней поверхности тигля.
На поверхности вокруг отверстия имеются следы высокотемпературного воздействия и ошлакования (рис. 3, 10 ).
Использование керамической подставки позволяло расположить тигель на наиболее высокотемпературном участке горна и предотвратить его возможное смещение или опрокидывание при выгорании топлива в процессе плавки. Тигель размещался напротив сопла. По распро страненно сти ошлакования тигля (рис. 3, 3) и стенок горна удалось примерно оценить температурный режим внутри сосуда во время плавки при полном прохождении технологического процесса (рис. 3, 11). Судя по равномерности ошлакования стенок в сосуде-горне, произведена только одна плавка с одноразовой закладкой топлива.
Техническая керамика представлена тиглем конусовидной формы (сосуд № 11, см. рис. 2), который изготовлен из формовочной массы с большим содержанием крупной минеральной примеси. Высота тигля 5,8 см, наибольший диаметр по венчику 4,1 см. Толщина его стенок у венчика 0,3–0,4 см, в придонной части – 0,9–1,0, дна – 2 см. Конусовидная внутренняя полость глубиной 3,7 см, максимальный диаметр 3,5 см. Объем тигля 11,86 см3*. Металл, согласно следам оксидов на стенках, занимал конусовидную часть тигля, максимальный диаметр в этом месте составлял 2,5, высота 2,2 см, или объем 3,6 см3. На стенках сохранились капли металла белого цвета – серебра или оловянистой бронзы (см. рис. 3, 12 ). В использованном объеме тигля вес переплавленного серебра (уд. вес 10,5 г/см3) мог составлять 37,8 г, максимальный – 124,53 г; оловянистой бронзы (уд. вес 8,8 г/см3) – 31,68 и 104,37 г соответственно.
Предметы из бронзы
Ажурная бляшка была найдена около жил. 2. Основу ее формы составляет овал (2,5 × 2,0 см, толщина 0,3 см, вес 10 г), верхний край которого в середине сердцевидно прогнут внутрь. На оборотной стороне имеются небольшие углубления, повторяющие контур изделия (рис. 4). Края бляшки после отливки остались необработанными (рис. 4, 2 ).
Украшение отлито в двухчастной двухсторонней литейной форме, изготовленной по оттиску восковой модели, о чем свидетельствуют негативные отпечатки следов подрезки пластичного материала острым орудием, а также признаки деформации пластичного материала во время формовки (рис. 4, 6). На применение двухчастной литейной формы указывают литейные швы толщиной до 0,06 см, сохранившиеся по контуру изделия (рис. 4, 2), и фрагмент литникового канала сечением 0,80 × 0,26 см, который находится на левой половине верхнего сердцевидно прогнутого края (рис. 4, 3). На поверхности изделия отчетливо видны отпечатки структуры стенок литейной формы (рис. 4, 5), газовые раковины и каверны в металле (рис. 4, 4). Наличие массивных, асимметричных крупных заливов металла как по контуру изделия, так и между отдельными рельефными элементами орнамента свидетельствуют о разрушении литейной формы в результате ее неоднократного использования (рис. 4, 1, 2, 4, 6).
Две фигурные бляшки обнаружены на полу жил. 2 (см. рис. 2). Длина (по боковым выступам) одной из них (№ 1858) 4 см, ширина в средней части 1,6 см. На вогнутой оборотной стороне этой бляшки имеются три шпенька для крепления длиной 0,36–0,40 см (рис. 5, 1 ). Вторая бляшка (№ 1857) длиной 3,5 см, шириной в средней части 2,5 см. На ее оборотной стороне слева на боковом выступе, рядом со сломанным и сточенным шпеньком имеется отверстие диаметром 0,2 см. Средний шпенек обломан наискось до 0,1–0,2 см, правый – до 0,2 см (рис. 6, А , Б ). Обе бляшки весят по 6 г.
Эти бляшки отлиты в двухчастных, двухсторонних глиняных (керамических) литейных формах, изготовленных по оттиску пластичной (восковой?) модели. Модель вылеплена из мягкого материала, края подрезаны острым орудием (см. рис. 5, 1 ; 6, 4 ). При изготовлении створки литейной формы с оттиском предмета с лицевой стороны на пластичную модель, размещенную на подмодельной плите, накладывалась крупнозернистая глиняная формовочная масса, благодаря которой литейный шов по всему контуру предмета был ровным (см. рис. 5, 4 ). На этом же этапе формировалась система литниковых каналов. После просушки и обжига данной створки литейной формы ее рабочая камера заполнялась расплавленным воском, в котором образовывалась полость будущей отливки.
После создания промежуточной восковой модели делали створки литейной формы с оттиском предмета с оборотной стороны. В сформированной части прокалывали отверстия для отливки шпеньков-заклепок. Оборотная створка изготавливалась из формовочной массы с большим содержанием мелкозернистого песка, чтобы обеспечить литейной форме достаточную газотворность и пластичность линейным деформациям отливки (см. рис. 6, 8 ). В процессе нагрева из готовой литейной формы вытапливалась пластичная модель, а ее полость через систему литниковых каналов заполнялась расплавленным металлом. Характерные «ребра» заливов металла (см. рис. 5, 5 ), образовавшиеся при отливке, свидетельствуют о просечке, вызванной растрескиванием и частичным разрушением формы (литейный дефект № 1114) [Дураков, 2014, с. 78].
После выемки изделия из формы были удалены литниковые стояки и каналы, а также обработаны литейные швы и поверхность изделия. Поскольку все бляшки подверглись тщательной вторичной доработке, а в процессе длительной эксплуатации зашли-фовались, многие участки примыкания литниковых каналов отчетливо не фиксируются. На расположение литниковых каналов в некоторых зонах указыва-
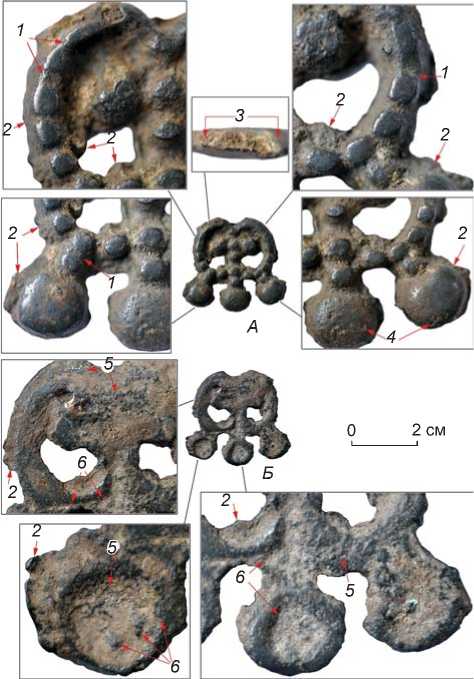
Рис. 4. Бронзовая ажурная бляшка (№ 1845) с лицевой ( А ) и оборотной ( Б ) стороны.
1 – следы разрушения литейной формы; 2 – литейные швы; 3 – следы примыкания литейного канала; 4 – поверхностные газовые раковины; 5 – отпечатки крупнозернистой структуры поверхности литейной формы; 6 – признаки обработки мягкого модельного материала.
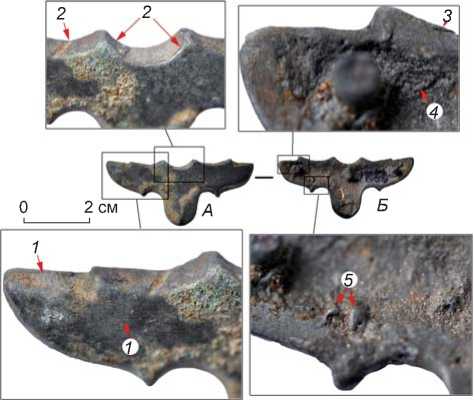
Рис. 5. Бронзовая фигурная бляшка № 1858 с лицевой ( А ) и оборотной ( Б ) стороны.
1 – следы абразивной обработки поверхности изделия; 2 – следы обработки пластичной модели узколезвийным орудием; 3 – фрагмент литейного шва; 4 – отпечаток крупнозернистой структуры поверхности литейной формы; 5 – заливы металла на внутренней поверхности изделия.
ет утолщение боковых граней предметов. Литниковые каналы исследованных предметов размерами от 0,20 × 0,16 до 0,80 × 0,27 см имели подквадратную либо овальную форму. Место примыкания литникового канала тщательно опиловывалось и пришлифовывалось. У некоторых предметов шлифовкой дорабатывалась вся поверхность.
Пять бляшек с фестончатыми краями из северозападного угла жил. 2 (см. рис. 2) практически идентичны; вероятно, они были изготовлены по оттиску пластичной модели либо по жесткой модели, выполненной по пластичной матрице, в качестве которой служило готовое изделие. Косвенным доказательством того, что использовалась одна матрица, могут быть практически одинаковые линейные размеры и вес (3 г) предметов (табл. 1; рис. 7).
Бляшки крепились к основе при помощи четырех шпеньков, отлитых единовременно с корпусом (рис. 7, 2 ). Их концы были слегка расклепаны, что определило
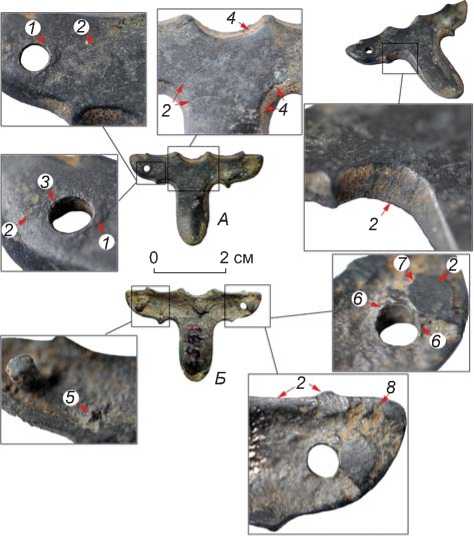
Рис. 6. Бронзовая фигурная бляшка № 1857 с лицевой ( А ) и оборотной ( Б ) стороны.
1 – признаки сверления отливки, облой металла вокруг отверстия на лицевой стороне предмета; 2 – следы абразивной обработки поверхности изделия; 3 – следы скольжения режущей кромки сверла; 4 – следы обработки пластичной модели узколезвийным орудием; 5 – залив металла (просечка) на оборотной стороне отливки; 6 – признаки сверления отливки, облой металла вокруг отверстия на оборотной стороне предмета; 7 – основание шпенькового крепления, обработанное абразивом; 8 – отпечаток крупнозернистой структуры литейной формы.
Таблица 1. Характеристика фестончатых бляшек подвесных ремешков пояса
|
№ бляшки |
Длина, см |
Ширина, см |
Толщина, мм |
Шпеньки крепления |
Место расположения золотой амальгамы на бляшке |
||
|
Кол-во, шт |
Диаметр, мм |
Длина, мм |
|||||
|
1849 |
2,43 |
1,3 |
1,4 |
3 |
1,8 |
6,6 |
По краю |
|
1850 |
2,42 |
1,27 |
1,8 |
3 |
2 |
5,5 |
На лицевой поверхности |
|
1851 |
2,4 |
1,26 |
1,2 |
2 |
1,8 |
6 |
По краю |
|
1852 |
2,5 |
1,32 |
2 |
4 |
1,9 |
5,8 |
По краю и на лицевой поверхности |
|
1856 |
2,43 |
1,29 |
1,6 |
4 |
1,7 |
6 |
По краю |
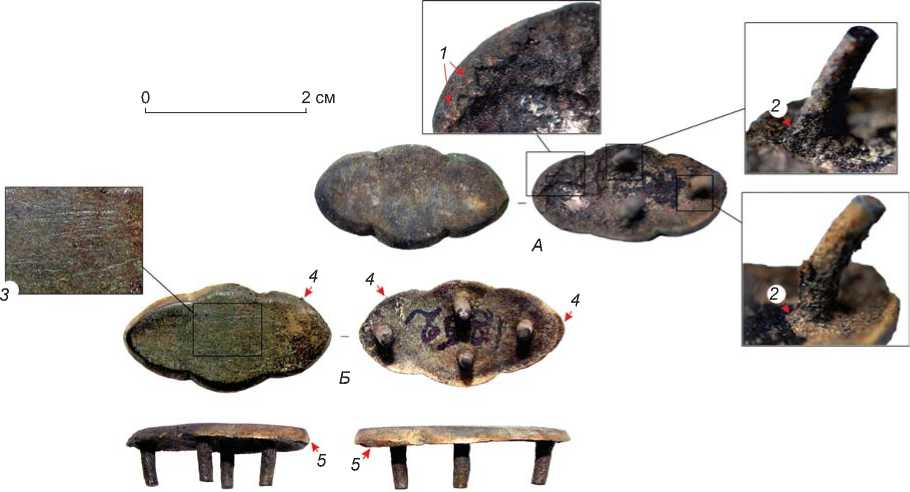
Рис. 7. Бронзовые фестончатые бляшки № 1849 ( А ) и 1852 ( Б ).
1 – литейные браки: оплыв металла, просечки; 2 – утолщение у основания шпенькового крепления; 3 – следы абразивной обработки поверхности изделия; 4 – литейные швы; 5 – следы подрезки в месте примыкания литника.
разницу в длине. Различия бляшек по толщине обусловлены количеством металла, залитого в форму, степенью износа литейной формы и точности сборки двухстворчатой формы; перекосы ее элементов приводили к изменению линейных размеров отливки, например, на одном предмете фиксируются небольшой сдвиг створок формы и, как следствие, асимметричность литейных швов (рис. 7, 4 ). На оборотной стороне одной из бляшек прослеживаются признаки разрушения рабочей камеры формы и образования множественных поверхностных литейных браков (рис. 7, 1 ). О низком качестве отливок фестончатых бляшек свидетельствуют следы обширной абразивной обработки лицевой поверхности (рис. 7, 3 ); они имеются практически на всех предметах этой группы.
Наконечник ремня с фестончатым краем (длина 1,67 см, ширина 1,57, толщина 0,1 см; вес 3 г) изго- товлен в двухчастной, двухсторонней литейной форме; на это указывают остатки литейного шва толщиной до 0,16 см, проходившего по контуру предмета. Наличие следов заливов на оборотной стороне предмета (рис. 8, 2) позволяет сделать вывод о литейном дефекте № 1114. На этой же стороне изделия сохранилось три шпенька диаметром 0,18 см (рис. 8, Б), изготовленные единой отливкой с корпусом предмета. Шпеньки деформированы по оси, а их верхний край несколько утолщен в результате расклепывания. На верхнем крае бляшки сохранился участок с амальгамным золочением (рис. 8, 1).
Наконечник ремня с овальным щитком и прямым срезом сверху (высота 1,56 см, ширина 1,52, толщина 0,2 см; вес 4 г) покрыт мелкокристаллической патиной черного цвета (рис. 9, А). На поверхности по контуру и на лицевой части щитка видны следы абра- зивной обработки (рис. 9, 1). На оборотной стороне имеется три шпенька диаметром до 0,2 см. Предмет изготовлен в двухчастной, двухсторонней литейной форме, на что указывает литейный шов по контуру предмета (рис. 9, 2). Бóльшая часть шва удалена опиловкой абразивным инструментом с мелкозернистой структурой (рис. 9, 3). В нижней части щитка сохранился небольшой участок литейного шва толщиной до 0,1 см. Абразивным инструментом был удален также литниковый канал; от него сохранилась небольшая овальная площадка длиной 0,80 и шириной 0,27 см.
Для части предметов характерна тщательность шлифовки лицевой поверхности. В коллекции выделяются фигурные бляшки (см. рис. 5, А ; 6, А ), которые имеют следы абразивной обработки, но они минимальные. В данной коллекции это единственные качественные предметы без признаков повторного использования литейной формы (в виде следов ее разрушения) и жестких моделей или готовых изделий в качестве моделей, но подвергавшиеся ремонту. На фигурной бляшке с обломанным шпеньком (№ 1858) место слома было обработано абразивом (см. рис. 6, 2 , 7 ) и рядом высверлено отверстие, следы сверления прослеживаются на внутренней поверхности отверстия в виде длинных параллельных рисок (см. рис. 6, 3 ), а «выдавленные» при этом излишки металла (облой) видны как на лицевой, так и оборотной стороне предмета (см. рис. 6, 1 , 6 ). К вторичной доработке бляшек можно отнести следы амальгамного золочения лицевой поверхности.
Химический состав бляшек
Определение элементного химического состава бронзы, которая использовалась для отливки украшений, выполнено для одной ажурной, двух фигурных, четырех фестончатых и двух концевых бляшек*. «Таблетка» из стружки, снятой при сверлении отверстия на изделии, помещалась в измерительную камеру станции так, чтобы пучок монохроматизи-рованного синхротронного излучения мощностью 33,5 кЭв попадал на ее поверхность. Вторичное излучение от образца (эмиссионный спектр) регистрировалось энергодисперсионным спектрометром ARTAX-400 и обрабатывалось программным пакетом AXIL.
Для расчета концентраций химиче ских элементов в образцах применялся метод «внешнего стандарта»,
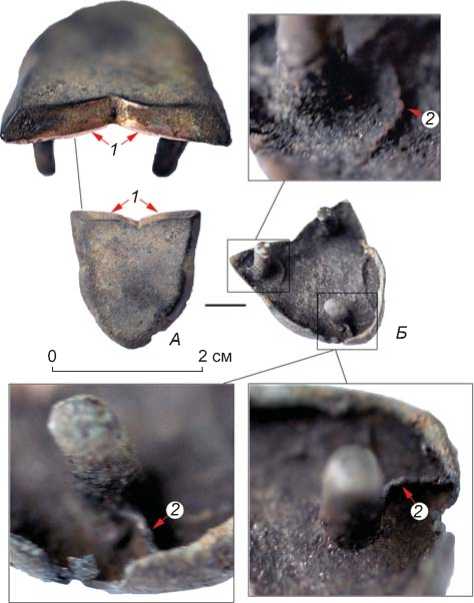
Рис. 8. Бронзовый наконечник ремня с фестончатыми краями № 1855 с лицевой ( А ) и оборотной ( Б ) стороны. 1 – участок, покрытый амальгамным золочением; 2 – следы заливов металла.
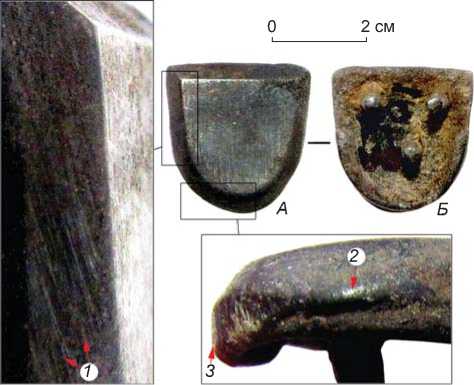
Рис. 9. Бронзовый наконечник ремня со щитком овальной формы № 1853 с лицевой ( А ) и оборотной ( Б ) стороны. 1 – следы абразивной обработки поверхности изделия; 2 – фрагмент литейного шва; 3 – следы абразивной опиловки литейного шва.
в качестве последнего использовался эталон бронзы, который входит в комплект со спектрометром. Он имеет следующую аттестацию по содержанию химических элементов: P – 0,01%, S – 0,03, Fe – 0,02,
Ni – 1,5, Cu – 76,8, Zn – 1,1, As – 0,02, Sn – 8,0, Sb – 0,5, Pb – 12,0, Bi – 0,01 %. Измерялись спектры исследуемого образца и стандартного, затем они сопоставлялись.
По химическому составу коллекция предметов разделилась на три основные группы:
первая – две фигурные бляшки из оловянисто-свинцовых бронз (Cu, Sn, Pb). От других предметов они отличаются крайне низким содержанием мышьяка (As) – до 0,26 %, незначительным содержанием сурьмы (Sb) – до 0,08 и железа (Fe) – до 0,02 %;
вторая – шесть предметов из свинцово-оловяни-сто-мышьяковистых бронз (Cu, Pb, Sn, As). Их объединяет высокое содержание свинца (Pb) – от 4,6 до 10,1 % и олова (Sn) – от 1,32 до 5,5 %. Особенностью этой группы является высокая доля мышьяка (As) – до 1,69 % и висмута (Bi) – до 0,19 %. Такой разброс значений компонентов свидетельствует о том, что металл бляшек второй группы неоднократно переплавлялся с добавлениями мышьяка и свинца. Высокое содержание висмута практически во всех предметах данной группы может указывать на близость источников сырья для изготовления этого металла к месту выплавки;
третья – наконечник ремня с фестончатым краем (см. рис. 8, А ) из оловянисто-свинцово-мышьякови-сто-сурмянистой бронзы (Cu, Sn, Pb, As, Sb). Находка из этой группы, как и предметы из второй химической группы, характеризуется значительным количеством висмута (Bi) – до 0,15 %. Основное отличие состоит в высоком содержании сурьмы (Sb) – до 2,27 %, что свидетельствует, вероятно, о ее намеренном добавлении и немногочисленных переплавках, в которых участвовал металл этого изделия.
Таким образом, предметы первой группы по элементному составу отличаются от артефактов второй и третьей группы, близких по указанному признаку. Бляшки второй группы неоднократно подвергались переплавке.
Заключение
Исследованный литейный комплекс ювелира являлся основой для производства в домашних условиях небольших порций цветного металла, из которого отливались характерные для мохэской культуры украшения. Во время раскопок жил. 2 найдено только одно такое изделие – ажурная бляшка. Отсутствие у нее следов окончательной отделки позволяет предположить, что бляшка была утеряна, когда ее оставили о стывать на открытом воздухе за пределами жилища. Аналог двум фигурным бляшкам имеется только среди бляшек, обнаруженных на Троицком могильнике в Амурской обл. [Деревянко Е.И., 1975, с. 237, табл. XXXIX, 61 ]. По технологии изготовления фигурные бляшки наиболее близки к ажурной бляшке: все они имеют отчетливые признаки модельной формовки. Сравнение данных спектрального анализа трех указанных бляшек выявило сходный элементный со став (Cu, Sn, Pb; табл. 2). Он также сопоставим с химическим составом мохэских бронзовых украшений из Троицкого могильника. По мнению Л.В. Коньковой, большое количество свинца в многокомпонентном сплаве изделий связано с резьбой по металлу [1989, с. 59, 96]. Фигурные бляшки, возможно, являются мохэскими украшениями. Этот набор украшений можно дополнить двумя колокольчиками из раскопанного в 2012 г. жил. 3 поселения на берегу оз. Осинового. Один из них – литейный брак (рис. 10, 1 ), а второй был подвергнут вторичной обработке для придания ему «товарного» вида (рис. 10, 2 ).
Что касается пяти бляшек с фе стончатым краем и двух наконечников подвесных ремешков пояса, то они представляют, вероятно, литейное дело средневекового населения Центральной Азии (тюрки, уйгуры); в их металле определены близкие (даже идентичные) доли химических элементов относительно меди, взятой за единицу (табл. 3). Например, образцы
Таблица 2. Элементный состав бляшек по результатам спектрального анализа, %
|
№ бляшки |
Ni |
Fe |
Zn |
As |
Ag |
Cd |
Sn |
Sb |
Pb |
Bi |
|
1858 |
0,089 |
0,029 |
0,068 |
0,261 |
0,321 |
0,011 |
5,88 |
0,08 |
5,46 |
0,092 |
|
1851 |
0,069 |
0,122 |
0,061 |
0,857 |
0,073 |
0,002 |
1,32 |
0,189 |
5,16 |
0,094 |
|
1850 |
0,134 |
0,226 |
0,121 |
1,51 |
0,152 |
0,004 |
2,73 |
0,379 |
9,4 |
0,167 |
|
1845 |
0,054 |
0,129 |
0,05 |
0,418 |
0,048 |
0,009 |
3,94 |
0,188 |
6,32 |
0,107 |
|
1849 |
0,101 |
0,056 |
0,095 |
1,13 |
0,091 |
0,004 |
2,63 |
0,507 |
4,65 |
0,06 |
|
1852 |
0,078 |
0,138 |
0,072 |
1,06 |
0,064 |
0,004 |
1,79 |
0,299 |
6,17 |
0,087 |
|
1853 |
0,101 |
0,132 |
0,089 |
1,69 |
0,089 |
0,01 |
5,53 |
0,647 |
10,1 |
0,197 |
|
1857 |
0,055 |
0,028 |
0,052 |
0,148 |
0,201 |
0,007 |
3,61 |
0,047 |
4,16 |
0,066 |
|
1855 |
0,092 |
0,219 |
0,141 |
5,85 |
0,37 |
0,012 |
13,3 |
2,27 |
6,65 |
0,152 |
Таблица 3. Доля химических элементов в образцах относительно меди (Cu), %
|
№ бляшки |
Cu |
Ni |
Fe |
Zn |
As |
Ag |
Sn |
Sb |
Pb |
Bi |
|
1858 |
1 |
0,0025 |
0,0017 |
0,004 |
н/о |
0,067 |
1,23 |
0,0081 |
0,114 |
0,0018 |
|
1851 |
1 |
0,0026 |
0,0096 |
0,0048 |
0,01 |
0,02 |
0,37 |
0,025 |
0,142 |
0,0024 |
|
1850 |
1 |
0,0027 |
0,0096 |
0,0052 |
0,0021 |
0,023 |
0,41 |
0,028 |
0,148 |
0,0023 |
|
1845 |
1 |
0,0023 |
0,011 |
0,0044 |
0,0068 |
0,015 |
1,22 |
0,028 |
0,183 |
0,0031 |
|
1849 |
1 |
0,0021 |
0,0024 |
0,004 |
0,0088 |
0,014 |
0,4 |
0,038 |
0,072 |
0,0009 |
|
1852 |
1 |
0,0027 |
0,0098 |
0,0052 |
0,016 |
0,016 |
0,45 |
0,037 |
0,15 |
0,002 |
|
1853 |
1 |
0,0024 |
0,0064 |
0,0044 |
н/о |
0,015 |
0,95 |
0,054 |
0,186 |
0,0031 |
|
1857 |
1 |
0,0022 |
0,0023 |
0,0043 |
н/о |
0,059 |
1,05 |
0,0066 |
0,113 |
0,0018 |
|
1855 |
1 |
0,002 |
0,01 |
0,0065 |
0,014 |
0,06 |
2,15 |
0,18 |
0,17 |
0,0023 |
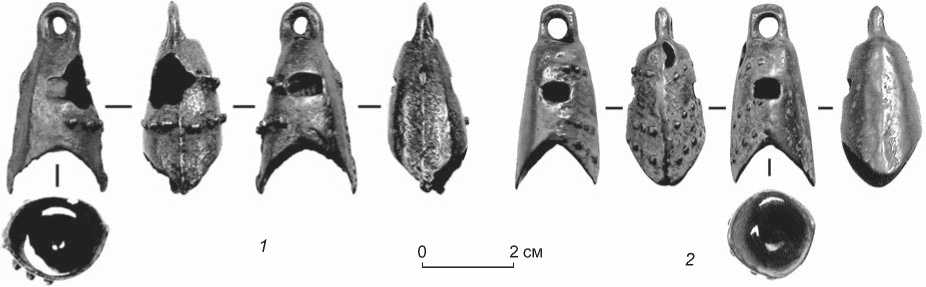
Рис. 10. Мохэские колокольчики из жил. 3 поселения Осиновое Озеро.
металла бляшек № 1850 и 1851 показали практически одинаковый долевой состав химических элементов, что может свидетельствовать об их одновременном изготовлении в одной мастерской (рис. 11).
Тюркские и уйгурские пояса были широко распространены в Евразии, в т.ч. в ареалах мохэской культуры [Деревянко Е.И., 1974; 1975, с. 237; Нестеров, Максимов, 1990]. Значительное количество поясных бляшек тюркского типа обнаружено в погребениях Корсаковского могильника на о-ве Уссурийском в Восточном Приамурье [Медведев, 1982, 1991]. В Западном Приамурье они стали широко использоваться с приходом в VIII в. бохайских сумо мохэ из бассейна р. 2-я Сунгари [Нестеров, Алкин, 1999]. В Приамурье эти пояса, по-видимому, ценились высоко, поэтому многие украшавшие их бляшки от длительного ношения заполированы, несут следы ремонта в виде просверленных отверстий для крепления к ремню, у них сломаны шпеньки и надломлены края, имеются трещины, стерта позолота. Когда поясные накладки полностью приходили в негодность, мохэские ювелиры-литейщики переплавляли бляшки и из этого металла делали украшения, характерные для их культуры. Реплики центрально-азиатских бляшек в Западном Приамурье пока не известны.
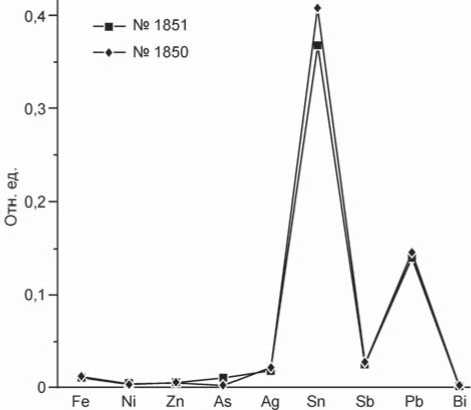
Рис. 11 . Диаграмма доли химических элементов в образцах № 1850 и 1851 относительно меди (Сu).
Бронзовые предметы, различные по элементному составу, неоднократно переплавляли, поэтому достоверно определить источник происхождения металла невозможно. Однако удалось восстановить способы изготовления матриц-форм для отливки бляшек и обработки готовых изделий как центрально-азиатскими, так и мохэскими мастерами.
Использование керамических сосудов в качестве горнов для выплавки железа известно по материалам средневекового жилища, раскопанного в 1965 г. на берегу Осинового озера в 400 м от жил. 2 [Деревянко Е.И., 1975, с. 44–45, 203, табл. V]; фрагмент сосуда-горна троицкой группы мохэ с отверстием под сопло на тулове найден на памятнике Озеро Долгое [Нестеров и др., 2014]. Аналогичный способ плавки железа в сосудах-горнах применялся в раннем железном веке на средней Ангаре [Гладилин, 1985, с. 168]. Это свидетельствует об эффективности применения сосудов-горнов для выплавки как цветных, так и черных металлов в домашнем хозяйстве.
Список литературы Раннесредневековый предметный комплекс ювелира-литейщика из Западного Приамурья
- Гладилин А.В. Металлургия Среднеангарья // Археологические исследования в районах новостроек Сибири. -Новосибирск: Наука, 1985. - С. 167-180
- Деревянко А.П., Ким Ён Вон, Нестеров С.П., Юн Кван Джин, Ли Гю Хун, Хан Джи Сон, Мыльникова Л.Н., Лоскутова Я.Ю., Шеломихин О.А., Пак Джон Сон, Ли Кён Ха. Материалы и исследования Российско-Корейской археологической экспедиции в Западном Приамурье. - Тэджон: Изд-во Гос. исслед. Ин-та культурного наследия Республики Кореи, 2010. - Вып. III: Раскопки раннесредневекового поселения Осиновое Озеро в 2009 году. - 318 с
- Деревянко Е.И. Наборный пояс мохэсцев как одно из свидетельств контактов с тюрками // Изв. СО АН СССР. -1974. - № 6: Сер. гум. наук, вып. 2. - С. 95-102.
- Деревянко Е.И. Мохэские памятники на Среднем Амуре. - Новосибирск: Наука, 1975. - 250 с.
- Дураков И.А. Методика изучения древних изделий из цветного металла. Учеб. справочник. - Новосибирск: Изд-во Новосиб. гос. пед. ун-та, 2014. - 142 с.
