Расчет контура предсатурации в аппаратах карбонизации сока

Автор: Голыбин В.А., Федорук В.А., Насонова О.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Биотехнология, бионанотехнология и технология сахаристых продуктов
Статья в выпуске: 2 (56), 2013 года.
Бесплатный доступ
Предложена методика расчета контура интенсивной карбонизации гидроксида кальция в аппарате типа «сатурация в трубе». Обоснована возможность создания восходящего потока рабочей среды в аппарате при изменяющихся технологических параметрах.
Карбонизация, сатурационный газ, гидроксид кальция, движущий напор
Короткий адрес: https://sciup.org/14040022
IDR: 14040022 | УДК: 664.1.039
The calculation circuit pre-saturation in devices carbonation juice
Method of calculation circuit intense carbonation of calcium hydroxide in the apparatus of the «saturation in the pipe» was proposed. The possibility of creating upward fluid flow in the device under varying process parameters was justified.
Текст научной статьи Расчет контура предсатурации в аппаратах карбонизации сока
Для осуществления быстрой стадии сатурации предложен и испытан в производственных условиях способ карбонизации свекловичных соков «в трубе» [1]. Положительное влияние рециркуляции сока в процессе II сатурации показано нами в ранее выполненной в производственных условиях работе [2].
Для практических целей важным является получение расчетных данных, позволяющих сделать вывод о технической возможности осуществления рециркуляции с одновременной карбонизацией гидроксида кальция с учетом следующих технологических факторов: состава и расхода сатурационного газа, содержания гидроксида кальция в обрабатываемом соке.
В случае «сатурации в трубе» задача, в отличие от использования сжатого воздуха в гид-ропневматических подъемниках, усложняется вследствие значительных изменений рабочего агента (сатурационный газ) – снижается объемная доля СО 2 , увеличивается температура, происходит его насыщение водяными парами. Кроме того, состав вводимого в аппарат сатурационного газа (в частности, объемная доля СО 2 ), не является постоянным и изменяется в широком диапазоне от 26 до 32-34 %, а в неблагоприятных условиях снижается до 20-22 %.
В предлагаемом нами варианте очистки диффузионного сока с предварительной быстрой карбонизацией (предсатурацией) части гидроксида кальция в устройстве «сатурация в трубе» основной задачей является достижение щелочности сока 0,10±0,02 % СаО с одновременным его подъемом на определенную
высоту и подачей в аппарат II сатурации (рисунок 1) в режиме однократной циркуляции. Эта стадия необходима для обеспечения эффективной адсорбции продуктов распада несахаров, образовавшихся в процессе предыдущей горячей известковой обработки фильтрованного сока I сатурации c расходом гидроксида кальция 0,2-0,6 % к массе сока при объемной доле СО 2 в сатурационном газе от 18 до 34 %. Для расчетов была принята величина К исп СО 2 в быстротечном сатураторе – 85 % [3].
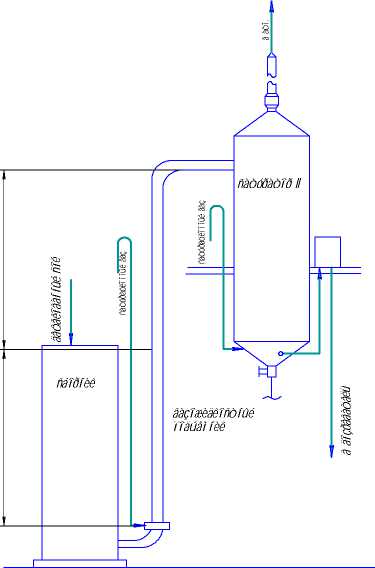
Рисунок 1 - Схема газожидкостного подъемника на II сатурации
Расчет производительности подъемника выполняется при кратности циркуляции сока 1,0 для сахарного завода мощностью 3000 т свекл ы/сутки.
При доле фильтрованного сока I сатурации 130 % к массе свеклы и плотности 1,06 т/м3 его секундный расход составляет:
9 = (3000 - 130)7(100 - 1440 - 60 - 1,06) = 0,0426 м3/с
Уровень заполнения (H i ) напорной трубы 4,5 м (рисунок 1) позволяет получить отношение е = Н1/(Н1 + Н2), выраженное в % - 50. Объемный к.п.д. в зависимости от е и общей высоты подъема определяется по выражению [4]:
П о = (134 е - 0,68 е 2)/(10000+75Н) = (134 - 50 -- 0,68 - 502)/(100 00+75 - 9)= 0,468 (1)
где Н - общая высота подъема, м.
Рассчитывается необходимый секундный расход рабочего агента:
V 1 = Нг 9 / [21 П о lg (10 + h 1 /10 )] = = (4,5 - 0,0426)/ (21 - 0,468 lg 1,45) = 0,121 м3/с,(2)
Выполняются расчеты, исходя из задачи проведения карбонизации определенной доли вводимого гидроксида кальция и устанавливается техническая возможность подъема сока сатурационным газом с учетом величины гидравлического сопротивления движению двухфазного потока.
Основное уравнение газожидкостных подъемников показывает, что движущий напор Н2 ( р ж - р г) ф г - g полностью поглощается сопротивлением подъемной трубы [4]. Следовательно, необходимо выполнить неравенство:
Н 2 ( р ж - р г ) ф г - g > А Рн, (3)
где Н2 - высота подъема сока, м; р ж и р г - плотности сока и газа, кг/м3; ф г - объемная доля газовой фазы в среде, ед; g - ускорение свободного падения, м/с2; А Рн - потери напора в подъемной трубе, м.
Суммарное гидравлическое сопротивление движущейся двухфазной среды складывается из потерь на трение и преодоление местных сопротивлений:
А Рн = А Ртр + А Рм + А Рин, (4)
В выражение введена величина А Рин -инерционный напор двухфазного потока, обусловленный изменением его газосодержания ( ф г) по высоте подъемной трубы.
Потери на трение при движении газожидкостной смеси определяются по выражению [4]:
А Ртр = X (Н/d) [1/(1 - ф г )2 ] - [ ( м . -р ж )/2 ], (5) где м ж - скорость движения жидкости, приведенной на полное сечение, м/с; Н - общая длина пути движения жидкости, м; X - коэффициент сопротивления трения; d - диаметр подъемной трубы, м.
Коэффициент сопротивления трения труб круглого сечения с гидравлически гладкими стенками при Re > 4 - 103 определяется по формуле Филоненко-Альтшуля [5]:
X = 1 /(1,8lgRe - 1,64)2, (6)
Для определения м ж, Reж, ф г и d задаемся следующими исходными величинами: расход гидроксида кальция для обработки сока 0,2-0,6 % СаО; коэффициент поглощения СО2 85 %; температура отработавшего газа 82 оС; начальная объемная доля СО2 во вводимом газе 34 % [6].
В сок вводится 0,2 % СаО, что составит (0,0426 - 1,06 - 0,2) /100 = 9,03 - 10-5 т/с
Для перевода гидроксида кальция в карбонат с учетом объемной доли СО2 34 % и Кисп 85 % вводится сатурационного газа:
(9,03-10 5-1000-44-100-100 )/(56-67,3-85) = = 0,124 м3/с, где 67,3 - массовая доля СО2 в 100 м3 сатурационного газа, кг.
Соответственно для других расходов гидроксида кальция: 0,3 % - 0,186; 0,4 % -0,248; 0,5 % - 0,310; 0,6 % - 0,372 м3/с.
Определяются расходы вводимого гидроксида кальция в виде известкового молока плотностью 1,19 т/м3:
(0,0426- 0,2-1,06-1000)/(100-258) = = 0,35-10-3м3/с, при вводе 0,3 % СаО - 0,53-10-3; 0,4 % -0,70-10-3; 0,5% - 0,88-10-3; 0,6 % - 1,05-10-3 м3/с.
Общий расход жидкой фазы (м3/с ) соответственно составит (4,30; 4,31; 4,33; 4,35; 4,37 ) - 10-2.
Рассчитывается диаметр газожидкостного реактора (подъемной трубы) и значение критерия Re для различных скоростей движения жидкой фазы: 0,2; 0,4; 0,6; 0,8; 1,0 м/с при ее усредненном расходе 0,0433 м3/с (таблица 1).
Таблица 1
|
Скорость движения жидкой фазы, м/с |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
|
Диаметр подъемной трубы, м |
0,525 |
0,371 |
0,303 |
0,263 |
0,235 |
|
Критерий Re - 10 " 6 |
0,219 |
0,309 |
0,379 |
0,438 |
0,490 |
Отдельные параметры движения сока
Определяются величины газосодержания в газожидкостной смеси:
, Ф' - V " - , ^
где V г - объем газа, заключенного в объеме смеси; Vсм - объем смеси.
Расчет выполняется исходя из секундных расходов компонентов рабочей среды (таблица 2).
Т а б л и ц а 2
Изменение газосодержания смеси при входе в трубу от расхода гидроксида кальция
|
Показатели |
Расход гидроксида кальция, % |
||||
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
|
|
Расход сока, м3/с |
0,0430 |
0,0431 |
0,0433 |
0,0435 |
0,0437 |
|
Расход вводимого газа, м3/с |
0,1059 |
0,1588 |
0,2118 |
0,2647 |
0,3177 |
|
Расход смеси, м3/с |
0,1489 |
0,2019 |
0,2551 |
0,3082 |
0,3614 |
|
Газосодержание при входе в трубу, ед. |
0,711 |
0,787 |
0,830 |
0,859 |
0,879 |
Примечание: расход сатурационного газа при входе в подъемную трубу принят для 30 оС.
Определяются потери на трение при заданном расходе гидроксида кальция для выбранного диапазона скоростей.
Рассчитываются потери на преодоление местных сопротивлений для тех же условий:
А Рм- ( ^ вх + с вых +3 2 пов + 2 вент + ^ короб )х х( «^р ж )/2, (8)
Коэффициенты местных сопротивлений приняты по [5].
Инерционный напор двухфазного потока определяется по выражению:
А Рин- [1/ (1- ф г2 )2 - 1/(1- Ф г1 )2]( -• . • Р ж )/2, (9)
Рассчитываются значения ф г2 с учетом Кисп СО2 85 % и температуры отработавшего сатурационного газа 82 оС (таблица 3).
Таблица 3
Изменение газосодержания смеси на выходе из трубы от расхода гидроксида кальция
|
Показатели |
Расход гидроксида кальция, % |
||||
|
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
|
|
Расход отработанного газа, м3/с |
0,2411 |
0,3616 |
0,4823 |
0,6027 |
0,7234 |
|
Расход смеси, м3/с |
0,2841 |
0,4047 |
0,5256 |
0,6462 |
0,7671 |
|
Газосодержание на выходе из трубы, ед. |
0,849 |
0,894 |
0,918 |
0,933 |
0,942 |
Величина движущего напора при расхо- Н2 (р ж - р г )• ф г/ g - 4,5-(1060,0 - де СаО 0,2 % составит: - 1,49>0,71Ь9,81 - 33223,6 кг/(м^с2), (10)
Т а б л и ц а 4
Зависимость потерь от скорости рабочей среды
|
Скорость рабочей среды, м/с |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
|
Потери на преодоление местных сопротивлений, кг/(мю2) |
2386,6 |
9715,5 |
21860,0 |
38862,1 |
60722,1 |
|
Потери на трение, кг/(мю2) |
98,7 |
523,3 |
1392,5 |
2771,9 |
4741,9 |
|
Инерционный напор, кг/(мю2) |
675,9 |
2703,4 |
6082,7 |
10813,7 |
16896,4 |
|
Общее гидравлическое сопротивление, кг/(мю2) |
3161,2 |
12942,2 |
29335,2 |
52447,7 |
82360,4 |
Таким образом, при скорости подъема сока 0,6 м/с движущий напор газожидкостного реактора практически полностью расходуется на преодоление суммы гидравлических сопротивлений. Подъем сока при увеличении скорости свыше 0,6 м/с осуществить уже невозможно. Исходя из величины достижимой скорости движения сока 0,5-0,6 м/с, расчетная продолжительность карбонизации 0,2 % СаО составит 24-20 с при подаче 130 % сока I сатурации и диаметре подъемной трубы 0,303 м.
Представляет практический интерес анализ возможности карбонизации увеличенных расходов СаО (0,4 и 0,6 % СаО) в газожидкостном реакторе при вводе сатурационного газа с различными объемными долями СО2 - при отличной работе известняково-обжигательных печей 34 %, удовлетворительной - 26 %, и неудовлетворительной - 18 %. По ранее приведенным выражениям рассчитываются потери на трение, на преодоление местных сопротивлений, величины инерционного напора.
Рассчитываются величины газосодержа- изменяющихся расходах гидроксида кальция ния в смеси при расходе сока 0,0426 м3/с и (таблица 5).
Т а б л и ц а 5
Изменение газосодержания смеси на входе в трубу от расхода гидроксида кальция и доли СО2 в газе
|
Показатели |
Расход гидроксида кальция (%) и доля СО2 в газе, % |
||||||||
|
0,2 |
0,4 |
0,6 |
|||||||
|
34 |
26 |
18 |
34 |
26 |
18 |
34 |
26 |
18 |
|
|
Расход сока + СаО, м3/с |
0,0430 |
0,0435 |
0,0440 |
||||||
|
Расход вводимого газа, м3/с |
0,106 |
0,182 |
0,383 |
0,212 |
0,363 |
0,764 |
0,318 |
0,545 |
1,147 |
|
Расход смеси, м3/с |
0,149 |
0,225 |
0,426 |
0,255 |
0,406 |
0,807 |
0,362 |
0,589 |
1,191 |
|
Газосодержание на входе, ед. |
0,711 |
0,809 |
0,899 |
0,830 |
0,893 |
0,947 |
0,879 |
0,925 |
0,963 |
Примечание: температура газа на входе принята 30 оС.
Для определения величин инерционного рассчитали газосодержание в смеси на выходе напора, обусловленного поглощением диокси- из трубы (таблица 6).
да углерода и насыщением водяными парами,
Т а б л и ц а 6
Изменение газосодержания на выходе из трубы от расхода гидроксида кальция и доли СО2 в газе
|
Показатели |
Расход гидроксида кальция (%) и доля СО2 в газе, % |
||||||||
|
0,2 |
0,4 |
0,6 |
|||||||
|
34 |
26 |
18 |
34 |
26 |
18 |
34 |
26 |
18 |
|
|
Расход газа на выходе, м3/с |
0,241 |
0,454 |
1,039 |
0,482 |
0,906 |
2,073 |
0,724 |
1,360 |
3,113 |
|
Расход смеси, м3/с |
0,284 |
0,497 |
1,082 |
0,525 |
0,949 |
2,116 |
0,768 |
1,404 |
3,157 |
|
Газосодержание, ед. |
0,849 |
0,913 |
0,960 |
0,918 |
0,955 |
0,979 |
0,942 |
0,968 |
0,986 |
Несмотря на поглощение 85 % СО2, объем отработанного газа увеличивается в 2 и более раз в сравнении с его показателями при вводе в подъемную трубу (таблица 2).
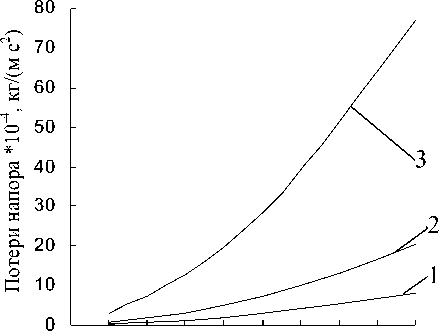
Это обусловлено значительным тепловым расширением и достижением состояния насыщения при испарении влаги. Изменение газосодержания на выходе из трубы оказало влияние на величину инерционного напора (таблица 7). Вследствие роста показателя газосодержания фг2 суммарные гидравлические потери также увеличиваются (рисунки 2-4).
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
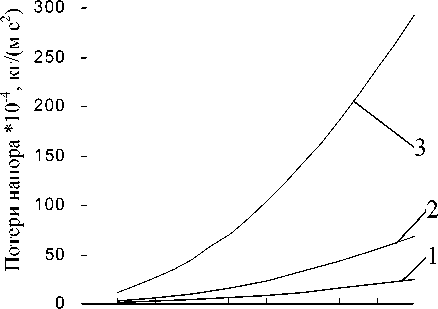
Скорость движения рабочей среды, м/с
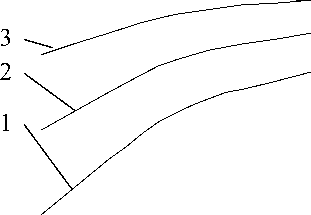
Рисунок 3- Потери напора при расходе гидроксида кальция 0,4 % объемной доле СО2 в сатурационном газе: 1 - 34; 2 - 26; 3 - 18 %.
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Скорость движения рабочей среды, м/с
Рисунок 2 - Потери напора при расходе гидроксида кальция 0,2 % и объемной доле СО2 в сатурационном газе: 1-34; 2-26: 3-18 %.
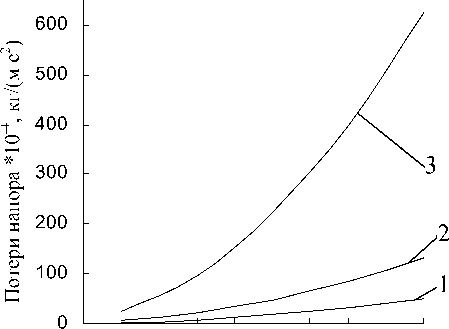
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Скорость движения рабочей среды, м/с
Рисунок 4- Потери напора при расходе гидроксида кальция 0,6 % объемной доле СО2 в сатурационном газе: 1 -34; 2 - 26; 3 - 18 %.
Т а б л и ц а 7
Изменение инерционного напора в зависимости от факторов карбонизации
|
Скорость, м/с |
Инерционный напор [кг/(м - с2)] - 10 " 3 при расходе СаО (%) и объемной доле СО2, % |
||||||||
|
0,2 |
0,4 |
0,6 |
|||||||
|
34 |
26 |
18 |
34 |
26 |
18 |
34 |
26 |
18 |
|
|
0,2 |
0,67 |
2,22 |
11,16 |
2,42 |
8,59 |
40,53 |
4,86 |
16,93 |
92,68 |
|
0,4 |
2,70 |
8,88 |
44,66 |
9,68 |
34,37 |
162,1 |
19,43 |
67,74 |
370,7 |
|
0,6 |
6,08 |
19,98 |
100,5 |
21,79 |
77,33 |
364,7 |
43,71 |
152,4 |
834,1 |
|
0,8 |
10,81 |
35,51 |
178,6 |
38,74 |
137,48 |
648,4 |
77,71 |
270,9 |
1482,8 |
|
1,0 |
16,89 |
55,49 |
279,1 |
60,53 |
214,81 |
1013,2 |
121,4 |
423,3 |
2316,9 |
Для принятых расходов СаО при различном составе сатурационного газа рассчитан движущий напор газожидкостного реактора (рисунок 5).
с
И
>s S s s
4,4
4,2
4,0
3,8
3,6
3,4
3,2
3,0
0,1 0,2 0,3 0,4 0,5 0,6
Расход гидроксида кальция, % СаО
Рисунок 5 - Движущий напор при различной объемной доле СО2 в сатурационном газе: 1 - 34; 2 -26; 3 - 18 %.
Из данных, приведенных на рисунке 5, в сравнении с результатами на рисунках 2-4 видно, что изменение движущего напора при различных расходах гидроксида кальция и составе сатурационного газа незначительно и его величины могут обеспечить подъем сока лишь с малой скоростью. Например, при расходе СаО (0,2 %) и хорошем качестве сатурационного газа возможная максимальная скорость подъема сока около 0,6 м/с; при снижении объемной доли СО2 до 26 % уменьшается и достижимая скорость - до 0,4 м/с. При увеличенном до 0,4 % расходе гидроксида кальция движущий напор может обеспечить малую скорость подъема 0,2-0,4 м/с даже при высоком качестве газа. При возрастании ввода СаО до 0,6 % циркуляция сока в подъемнике возможна лишь с минимальной скоростью при отличной работе обжигательных печей. Только при максимальной доле СО2 (34 %) в газе движущий напор компенсирует суммы гидравлических сопротивлений при скорости подъема не более 0,20-0,23 м/с. При неудовлетворительной работе обжигательных печей и расходе гидроксида кальция более 0,25 % СаО увеличение расхода сатурационного газа в 5-11 раз (таблица 5) не позволит обеспечить восходящего потока сока даже с минимальной скоростью вследствие интенсивного опережения суммы гидравлических потерь напора (рисунки 3 и 4).
Таким образом, при установке газожидкостного реактора с целью обеспечения предсатурации гидроксида кальция в процессах I и II сатурации необходимо обеспечить подачу сатурационного газа с высокой объ ем-ной долей диоксида углерода – только в этом случае возможна эффективная работа технологической установки «сатурация в трубе». При расчете реакторов подобного типа необходи -мо, прежде всего, обосновать рациональный расход гидроксида кальция для проведения последующей карбонизации с целью достижения высокого адсорбционного эффекта образовавшихся мелкодисперсных частиц карбоната кальция с нормативными фильтрационными показателями сатурационных соков.
