Разработка математических моделей вероятности захвата одно- и многокомпонентных асимметричных изделий в универсальном бункерном загрузочном устройстве с радиальными карманами и активным ориентированием

Автор: И.В. Пузиков, С.А. Васин, Е.В. Пантюхина, А.Л. Бахно
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В статье рассматривается универсальное усовершенствованное бункерное загрузочное устройство с радиальными карманами и активным ориентированием в структуре систем автоматической загрузки однои многокомпонентных асимметричных по торцам изделий формы тел вращения различных форм и размеров. Описаны алгоритм и последовательность разработки математических моделей вероятности захвата асимметричных по торцам однои многокомпонентных изделий в универсальном усовершенствованном бункерном загрузочном устройстве с захватывающими органами в виде радиально расположенных карманов и активным ориентированием изделий. Представлены расчетные схемы и выражения для теоретического описания вероятностей и параметров, входящих в математическую модель вероятности захвата изделий в универсальном усовершенствованном бункерном загрузочном устройстве, и описаны влияющие на них факторы, что в совокупности позволяет учесть влияние на производительность параметров бункерного загрузочного устройства и асимметричных изделий.
Универсальное бункерное загрузочное устройство, захват изделий в радиальном положении, активное ориентирование асимметричных изделий, многокомпонентные изделия, вероятность захвата
Короткий адрес: https://sciup.org/148333234
IDR: 148333234 | УДК: 621.9.06 | DOI: 10.37313/1990-5378-2026-28-1-5-14
Development of Mathematical Model of Probability of Capture of Single- and Multicomponent Asymmetric Articles in Universal Hopper Feeder with Radial Pockets and Active Orientation
The article describes a universal improved hopper feeder with radial pockets and active orientation in the structure of automatic feeding systems of single- and multi-component asymmetric shapes of rotation bodies of various shapes and sizes at the ends of products. Described are algorithm and sequence of development of mathematical models of probability of gripping of asymmetric at ends single- and multicomponent items in universal improved hopper feeding device with gripping members in the form of radially located pockets and active orientation of items. Calculation schemes and expressions are presented for theoretical description of probabilities and parameters included in mathematical model of probability of products capture in universal improved hopper feeding device, and factors affecting them are described, which in aggregate makes it possible to take into account impact on feed rate of parameters of hopper feeding device and asymmetric products.
Текст научной статьи Разработка математических моделей вероятности захвата одно- и многокомпонентных асимметричных изделий в универсальном бункерном загрузочном устройстве с радиальными карманами и активным ориентированием
В различных отраслях промышленности довольно часто в производственных процессах встречаются одно- и многокомпонентные асимметричные изделия формы тел вращения различных форм и размеров, состоящие из различных материалов и покрытые разнообразными защитными и декоративными составами [1, 2]. В процессе массового производства возникает потребность их автоматического ориентирования для последующей автоматизированной подачи таких изделий в технологическое оборудование с помощью систем автоматической загрузки (САЗ) (рис. 1) [3].
энергия управления контроль за потоком от внешних систем ориентированных заготовок поток у у регламентированный неориентированных II | поток технологическое заготовок ^ориентированных ^ оборудование

заготовок сигналы управления контроль за потоком от внешних систем неориентированных заготовок
Рис. 1. Модель структуры системы автоматической загрузки (САЗ)
В структуре САЗ для изделий, длина которых в 2,5 и более раз превышает их наибольший диаметр (стержневые), преобладают механические дисковых бункерные загрузочные устройства (БЗУ) с наклонным диском и расположенными по его периферии в радиальном [4, 5] или тангенциальном [6, 7] положении карманами. В последнее десятилетие для изделий, в том числе стержневых, стали разрабатываться универсальные БЗУ [8].
Для стержневых одно- и многокомпонентных изделий было разработано универсальное усовершенствованное БЗУ с радиальными карманами и активным ориентированием [9, 10]. Захват изделий осуществляется захватывающими органами в форме прямоугольных карманов и радиальных пазов. Ориентирование изделий обеспечивают кольцевой ориентатор, который не позволяет полностью провалиться в карман неправильно запавшим изделиям, и копир, который подхватывает и принудительно переориентирует неправильно запавшие изделия.
Универсальное усовершенствованное БЗУ и загружаемые им асимметричные стержневые изделия представлены на рис. 2. При этом данные изделия могут быть как одно- (изготовлены из одного материала), так и многокомпонентными (изготовлены из нескольких материалов или имеют покрытия на одном из торцов). У всех рассматриваемых изделий наибольший по длине торец имеет форму цилиндра, а асимметричный торец – может быть как простым (только в форме усеченного конуса), так и сложным (состоять из двух, а то и более поверхностей различных форм – конус, сфера, цилиндр). Переход от наибольшего цилиндрического торца к асимметричному торцу может быть как плавным, так и ступенчатым.
a
б
Рис. 2. Универсальное усовершенствованное БЗУ с радиальными карманами и активным ориентированием (а) для одно- и многокомпонентных изделий из одного материала (б), из двух материалов (в), из трех материалов (г)
г
При проектировании усовершенствованных универсальных БЗУ необходимо реализовать стабильность функционирования устройства и его высокую эффективность при обеспечении требуемой производительности стержневых одно- и многокомпонентных асимметричных по торцам изделий формы тел вращения различных форм и размеров [11]. Одним из важнейших этапов проектирования БЗУ является разработка математических моделей вероятности захвата изделий для описания фактической производительности БЗУ [12], что позволит определить возможности конструкции по загрузке изделий без необходимости разработки экспериментального макета БЗУ и проведения предварительных испытаний, существенно сократив тем самым временные и материальные затраты на данные процессы.
ПОСТРОЕНИЕ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ВЕРОЯТНОСТИ ЗАХВАТА ИЗДЕЛИЙ В УНИВЕРСАЛЬНОМ БУНКЕРНОМ ЗАГРУЗОЧНОМ УСТРОЙСТВЕ
Для построения математических моделей вероятности захвата механических дисковых БЗУ ве роятность захвата описывается выражением
n nmax
(
1 -
U ипред J
= P i P c P и ,
где n max — максимальное значение вероятности захвата при окружных скоростях и (м/с) захватывающих органов (карманов) близких к нулю, представляющее собой произведение вероятности P i нахождения изделий по направлению к карману в положении, благоприятном для захвата, и вероятности p c того, что захвату не помешает взаимосцепляемость изделий и p ь того, что захвату не помешает высокая окружная скорость органов захвата; и пред - предельное значение окружной скорости и , при которых в карман не успеет запасть ни одно изделие, м/с.
Значения всех коэффициентов вероятности захвата в представленном выражении на основе комплексной методологии определяются теоретически в зависимости от загружаемого им типа изделий, позволяя учесть влияние на производительность БЗУ его конструктивных и кинематических параметров и параметров изделий, а также коэффициентов трения как между элементами конструкции БЗУ и загружаемыми изделиями, так и между изделиями в процессе их ворошения в бункере БЗУ [12].
При построении математических моделей вероятности захвата обеспечивается последовательное выполнение следующих этапов.
Этап 1. Вероятность P i определяется теми положениями изделия, из которых возможен его захват радиальным карманом усовершенствованного БЗУ. Для усовершенствованного БЗУ с активным ориентированием таким положением является боковая поверхность изделия, характеризуемая как p ^^ ё.
При этом при падении на дно бункера БЗУ изделие имеет возможность или сразу быть захваченным карманом в требуемом положении (если изделие упало по направлению к карману одним из своих асимметричных торцов), или при падении на вращающийся диск своей боковой поверхностью развернуться к карману одним из своих торцов (если торцы загружаемого изделия не направлены к органу захвата).
Этап 1.1. В связи с вышеизложенным для определения вероятности P i сначала необходимо для каждой поверхности каждого изделия в зависимости от его типа определить вероятности p i , p и, p iii , p iv , p v , которые характеризуют падение на поверхность вращающегося диска каждой стороной изделия соответственно.
На рис. 3 представлены различные виды стержневых ассиметричных по торцам изделий с явной и неявной асимметрией, а также показаны их геометрические размеры.
Тогда p бок изделий, состоящих из двух или из трех частей, в зависимости от принципа асимметричности формы торца будет определяться как p бок = p щ для изделий с явной асимметрией фор-
асимметричных изделий на поверхности вращающегося диска после их падения на дно бункера
Так как, падая на поверхность IV, изделие в итоге оказывается все равно на боковой поверхности, то, преобразовав, получим выражения:
-
- Р бок = 1 — ( P I + P II ) Для двухсоставных изделий и трехсоставных изделий, имеющих плавный переход наибольшей цилиндрической части в асимметричный торец, и
-
- p бок = 1 — ( p i + p и + p у ) для трехсоставных изделий со ступенчатым переходом наибольшей цилиндрической части в асимметричный торец.
Вероятности p j , p jj , p у для каждой поверхности с учетом углов 5 j , 5jj, 3v их характеризующих выражаются через геометрические размеры изделий:
p j = 0,5[1 — cos(0,53 j )] , p Ji = 0,5[1 — cos(0,53n)] , p у = 1 — cos[0,5(5 v )] .
Этап 1.2. После определения вероятностей падения на поверхность вращающегося диска каждой стороной изделия определяется вероятность p i max , которая характеризует возможность поворота изделия к карману требуемым торцом при расположении изделий на тех участках по периферии поверхности вращающегося диска в области карманов, где изделия располагаются в один слой.
Этот процесс кроме геометрических параметров изделий учитывает коэффициент трения µ между изделиями и поверхностью вращающегося диска БЗУ и угол α д его наклона. Поскольку в рассматриваемом усовершенствованном БЗУ осуществляется активное ориентирование изделий, которые для захвата должны развернуться к карману любым из двух своих торцов, то вероятность p i max может быть записана в виде выражений.
Для изделий, изготовленных из одного материала, получим:
-
- для двухсоставных изделий и трехсоставных изделий, имеющих плавный переход наибольшей цилиндрической части в асимметричный торец:
Pi max = p2^ (3II + 3I - 2 arcsin —) ; п а д
-
- для трехсоставных изделий со ступенчатым переходом наибольшей цилиндрической части в асимметричный торец:
Pi max = p2^ (3II + 3I + 3V - 2 arcsin —) . п а д
Если изделие изготавливается из разных материалов или имеет покрытие на некоторых своих частях, то каждая составная часть характеризуется различными коэффициентами трения с поверхностью диска БЗУ, то есть p j , Цц , p jjj , p jy , Ц у • Поэтому вероятность p i max будет определяться исходя из следующих соображений.
Например, расположенные на рис. 3 изделия, состоящие из двух или трех частей, являясь многокомпонентными и изготавливаемыми при этом из разных материалов или имеющих покрытия, имеют следующие коэффициенты трения.
Наибольшая цилиндрическая часть всех данных изделий характеризуется коэффициентом трения p j, который будет одинаковым (при равной обработке/полировке) для поверхностей изделия I, III (для изделий с плавным переходом наибольшей цилиндрической части в асимметричный торец) или I, III, V (для изделий со ступенчатым переходом наибольшей цилиндрической части в асимметричный торец).
Для двухсоставных изделий асимметричный торец характеризуется коэффициентом трения Цц, который будет одинаковым для поверхностей IV и II (при равной обработке/полировке).
Для трехсоставных изделий следующая сразу после наибольшей цилиндрической части изделия первая часть асимметричного торца будет характеризоваться коэффициентом трения Цц, соответствующим боковой поверхности IV. Завершающей или крайней части асимметричного торца трехсоставного изделия будет соответствовать коэффициент трения Цщ, который характеризует поверхность II.
В связи с этим для таких изделий при определении вероятности pi получим следующие выражения.
-
- для двухсоставных изделий и трехсоставных изделий, имеющих плавный переход наибольшей цилиндрической части в асимметричный торец:
Pi max = p 11 (Зц + ^ I - 2 arcsin -^-) + - p ^ (3ц + 3 i - 2 arcsin ^Ц ; п а д п а д
-
- для трехсоставных изделий со ступенчатым переходом наибольшей цилиндрической части в асимметричный торец:
P i max = p 11 ( 3 ii + 3 i + 3 v - 2arcsin-^-) + pIV (3ц + 3 i + 3 v - 2arcsin ^ II ) п а д п а д .
Этап 1.3. После определения вероятностей p i max , характеризующей возможность поворота изделия к карману требуемым торцом, где изделия располагаются в один слой, определяется вероятность pi min , учитывающая в математической модели вероятности pi область, где над изделиями в процессе их захвата располагаются слои других изделий.
При определении данной вероятности учитываются геометрические размеры кармана – его ширина B и зазор в кармане Δ между изделием и стенкой кармана при его максимальном контакте с противоположной стороной кармана (рис. 4).
Рис. 4. Расчетные схемы для определения вероятностей возможного положения стержневых асимметричных изделий на поверхности вращающегося диска после их падения на дно бункера
Минимальное pi min значение вероятности pi определим по ниже приведенному выражению, общий вид которых определяется углами ϕ=γ-β (см. рис. 5):
„ _ pбок _ pбок r., oi _ pбок pi min = ? 'P= ? |V-P|=
2П 2 П 2 П
arcsin
d +A
, - arccos
2 , ,2
d l + i i
l l
+ d l 2
.
Этап 1.4. Определив характеризующие падение на поверхность вращающегося диска изделия каждой из его сторон (вероятности p I , p II , p III , p IV , p V ) и характеризующие возможность поворота изделия к карману требуемым торцом при расположении изделия соответственно в один слой и область, где над изделиями в процессе их захвата располагаются слои других изделий (вероятности pi max и pi min соответственно), определяется зона захвата изделий.
В работах [13, 14] приводится описание расчетной схемы и условия статического равновесия изделия в кармане, что позволяет в итоге определить зону захвата ф захв изделий (рис. 5).
а б
Рис. 5. Расчетные схемы для определения зоны захвата ф захв изделий в БЗУ при их расположении на поверхности вращающегося диска (а) и на виде сверху (б)
В общей формуле вероятности принимаем количество k изделий, которые соответственно располагаются в один слой и область, где над изделиями в процессе их захвата располагаются слои
пR ф других изделий, соответственно к = 3 и k =----за^в шах
180 u i
.
Тогда вероятность pi определим по выражению:
p i = 1 - (1 - p i max ) k max (1 - p i min ) k min
.
Этап 2. Вероятность pc в математической модели вероятности захвата описывает влияние вза-имосцепляемости изделий между собой в процессе их захвата. На значение данной вероятности оказывают влияние геометрические размеры изделий и коэффициенты трения всех поверхностей заготовок друг с другом.
В большинстве научных работ вероятность pc определялась для изделий, состоящих из одного материала, поэтому учитывала одинаковый для всех поверхностей заготовок коэффициент трения H o.
Однако для изделий, состоящих из разных материалов (или частично покрытых другим материалом) описание вероятности pc по ранее представленным формулам не будет являться достаточно корректным. Поэтому для таких многокомпонентных изделий необходимо учитывать разномате-риальность их поверхностей при разработке математического описания для вероятности pc [15].
Вероятность pc определяется по известному выражению n2
P c = 1 - -,=---- £ ^x Xi + X y * ( F 1 + F , ) i
V 2n n • £ F i i = ! и
i
где n – количество образующих изделие поверхностей; F – площади всех образующих изделие поверхностей; Xxi, Xyi - углы возможного поворота двух соприкасающихся поверхностей с i-ми соприкасающимися площадями F1 и F2 без отрыва друг от друга по плоскостям соответственно x и y.
Этап 2.1. Для всех образующих загружаемое изделие поверхностей сначала необходимо опреде-
лить параметры F i и £ F i по известным выражениям. В работах [12, 16] приведены формулы для определения площадей каждой из поверхностей некоторых заготовок и их суммарных значений.
Этап 2.2. Для определения в выражении вероятности pc углов X х^ , X yi возможного поворота двух соприкасающихся поверхностей без разъединения по плоскостям x и y нужно рассмотреть все возможные их сочетания (рис. 6).
На рис. 7 представлены все возможные сочетания ( n = 5 = 25 ) поверхностей трехсоставной заготовки, состоящей из двух различных
Рис. 6. Расчетная схема для определения углов материалов.
Xxi и Xyi Так как углы Xxi, Xyi возможного поворота двух соприкасающихся поверхностей изделий определяются через коэффициенты трения между ними, то можно выполнить замену выражения
\ x xi + x yi на выражение J arctan ц x + arctan ц y .
Например, для изделия, показанного на рис. 6, состоящего из трех частей и из двух материалов, поверхности характеризуются следующими значениями коэффициента трения:
-
- H j-i — коэффициент трения между наибольшими цилиндрическими торцами (сочетания поверхностей I-III, III-I, III-V, V-III, I-V, V-I, V-V, III-III, I-I);
-
- H j-jj — коэффициент трения между наибольшим цилиндрическим торцом и частями асимметричного торца (сочетания поверхностей I-IV, IV-I, I-II, II-I, V-IV, IV-V, V-II, II-V, III-IV, IV-III, III-II, II-III);
-
- H jj-jj — коэффициент трения между частями асимметричного торца (сочетания поверхностей II-IV, IV-II, II-II, IV-IV).
Преобразуем полученное выражение для каждого из 25 сочетаний поверхностей приведенных на рис. 6 изделий, в результате чего получим выражения для оценки данного параметра: для положений 1, 5, 21, 25 - Sxi^+^i = 2a arctan цы ; для положений 3, 11, 13, 15, 23 - JxXi + S 2 i = arctan H I-I ;
22 22
для положений 4, 14, 16, 18 - X X,X i + X yi = arctan H j-jj ; для положения 19 - JX xi + X yi = arctan H jj-jj ; для положений 2, 6, 7, 8, 9, 10, 12, 17, 20, 22, 24 - ^ x Xi + X y = 0 .
Тогда выражение для математического описания вероятности pc преобразуется к виду:
aVX arctan H j-j • ( F j + F v ) +
Pc = 1 -
0,4
VX n • ( F j + F jj + F jjj + F jv + F v )
+ arctan h j_j • ( F j + 3 F tII + F V ) +
+ arctan H j-jj • ( F j + F jjj + 2 F jv ) +
+ arctan h ji_ii • F IV
Рис. 7. Сочетания поверхностей трехсоставных изделий, состоящих из двух материалов
Этап 3. Вероятность отсутствия помех pυ для захвата изделия от окружной скорости органов захвата зависит от их окружной скорости и математически описывается через ее предельное по захвату значение иПред, при котором вероятность захвата становится равной нулю, то есть п = 0 , так как pи = 0. При описании иПред с помощью расчетной схемы (рис. 8) рассматривается схема западания изделия в карман из радиального паза, имеющего высоту hp, на необходимую для его захвата глубину Δh , с помощью известных рассуждений [17].
При западании стержневых изделий в радиально расположенные органы захвата было получено выражение и Пред = d ^ g + 0,4 g ( h p + 2 Д ) - 0,2 g ^5 d \ - 4( A - 2 h p ) 2 [12], подставив которое в формулу p υ , получим
1 U4
P и = 1-- 2 . (4)
( d l g + 0,4 g ( h p + 2 Д ) - 0,2 g ^5 d i2 - 4( Д- 2 h p ) 2 j
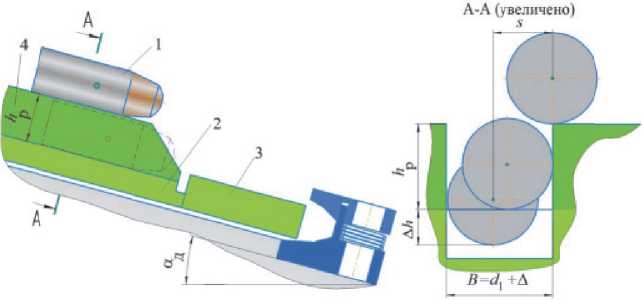
Рис. 8. Расчетные схемы для определения предельной окружной скорости по захвату: 1 – изделие; 2 – вращающийся диск; 3 – карман; 4 – радиальный паз
Математическое описание вероятности захвата η в виде выражения (1) с использованием полученных зависимостей вероятностей P i , p c , p u , представленных выражениями (2), (3), (4) соответственно, позволяет теоретически описать вероятность захвата и производительность усовершенствованного БЗУ для различных стержневых одно- и многокомпонентных изделий, асимметричных по торцам во взаимосвязи параметров БЗУ с параметрами загружаемых изделий.
ЗАКЛЮЧЕНИЕ
Разработанная математическая модель вероятности захвата позволяет теоретически на ранних этапах проектирования универсального усовершенствованного БЗУ с радиальными карманами и активным ориентированием описать влияние на производительность его конструктивных параметров, окружной скорости органов захвата и параметров стержневых асимметричных по торцам загружаемых изделий. В отличие от ранее представленных моделей разработанная в этой работе математическая модель вероятности захвата учитывает влияние на производительность БЗУ не только одно-, но и многокомпонентных изделий формы тел вращения различных форм и размеров, изготовленных из различных материалов и имеющих явную или неявную асимметрию формы асимметричного торца. Применение у усовершенствованном БЗУ регулируемого кольцевого ориен-татора в зависимости от формы и диаметра позволяет сделать данную конструкцию универсальной, а замена пассивного ориентирования на активное позволит значительно повысить его производительность, оценить значения которой возможно путем теоретического исследования разработанных в работе математических моделей вероятности захвата для одно- и многокомпонентных асимметричных изделий.
