Разработка технологии приготовления премиксов и оборудования для ее реализации

Автор: Афанасьев В.А., Денисов О.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 4 (62), 2014 года.
Бесплатный доступ
В статье приведено обоснование и разработка технологии приготовления витаминных, минеральных и комплексных премиксов с вводом растительного масла и комплекта оборудования для ее реализации. При проведении исследований применяли двухкомпонентную смесь. В качестве основного компонента использовали измельченную пшеницу, а в качестве ключевых компонентов - металлическую примесь с магнитными свойствами, витамин В 2 и соль микроэлементов MnSO 4. Качество готовой смеси определяли по критерию однородности. Точность дозирования микрокомпонентов определяли путем дозирования витаминов В 5, Е, А и солей микроэлементов MnSO 4, FeSO 4, CuSO 4. Проведены также исследования по вводу масла растительного в наполнитель. При вводе масла в смеситель в количестве 2 % однородность смеси наполнителя с маслом составляла 94 %. Мелкодисперсный распыл масла обеспечивался специальной конструкцией форсунок. Для проведения исследований по смешиванию витаминов, солей микроэлементов с наполнителем разработан экспериментальный смеситель, состоящий из корпуса, нижняя часть которого имела форму сдвоенного желоба, и крышки. Внутри корпуса размещены два горизонтальных вала, вращающихся в противоположные стороны. На каждом валу имеется четыре ряда лопастей. В верхней части смесителя над лопастными валами расположен распределительный коллектор с форсунками. В результате проведенных исследований установлено, что точность дозирования витаминов В 5, Е, А в количествах 0,02 и 0,2 % не превышает 1 % от заданной массы компонента; точность дозирования солей микроэлементов MnSO 4, FeSO 4, CuSO 4 в количествах 0,2 % не превышает 1 % от заданной массы компонента; высокое качество смешивания обеспечивается конструкцией смесителя, который реализует псевдоожиженный метод смешивания.
Смешивание, компоненты, конструкция смесителя, критерий однородности
Короткий адрес: https://sciup.org/14040336
IDR: 14040336 | УДК: 664:542.69:621.867.4
Working out of technology of preparation premix and the equipment for its realization
The article describes validation and development of technology of vitamin, mineral and complex premixes with the introduction of vegetable oil and a set of equipment for its implementation. The two-component mixture was used for research. Crushed wheat was used as the main component, and the metal admixture with magnetic properties, vitamin B 2 and salt of micronutrients MnSO 4 as key components. Quality of the final mixture was determined by the homogeneity test. Trace components dosing accuracy was determined by dosing vitamins B 5, E, A, and trace-element salts MnSO 4, FeSO 4, CuSO 4. Also introduction of vegetable oil in the filler was researched. When the oil was entering the mixer in an amount of 2 % homogeneity of the filler and oil mixture was 94 %. The oil fine spray was provided by special nozzles design. A pilot mixer consisting of a body having a lower portion of the shape of the double trough and lid is developed for conducting research in mixing vitamins, salts of trace elements with the filler. Inside the case, there are two horizontal shafts, rotating in opposite directions. Each shaft has four rows of blades. In the upper part of the mixer above paddle shafts manifold with injectors is located. The studies found that the accuracy of dosing vitamins B 5, E and A in amounts of 0,02 and 0,2%, does not exceed 1 % of a set weight of component; accuracy of dosing of trace components salts MnSO4, FeSO4, CuSO4 in amounts of 0,2 % does not exceed 1 % of a set weight of component; high quality of mixing provided by a mixer design that implements the fluidized mixing method.
Текст научной статьи Разработка технологии приготовления премиксов и оборудования для ее реализации
Важное место в производстве полнорационных комбикормов для различных групп сельскохозяйственных животных и птицы отводится премиксам – однородным смесям биологически активных веществ (БАВ) с наполнителем. Ввод премиксов в комбикорма осуществляется в небольших количествах, что выдвигает более высокие требования к их приготовлению на всех стадиях производства [1, 2].
Технология приготовления премиксов включает следующие операции: подготовка наполнителя; подача макрокомпонентов; подача средних компонентов; ввод микрокомпонентов; подготовка йодистого калия; ввод холин-хлорида и жира; дозирование и смешивание компонентов; затаривание продукции [3, 4].
Целью работы является обоснование и разработка технологии приготовления витаминных, минеральных и комплексных премиксов с вводом масла растительного и разработка комплекта оборудования для ее реализации.
Экспериментальные исследования проводили на компонентах премиксов, физикомеханические свойства которых приведены в таблице 1.
При проведении исследований двухвального лопастного смесителя периодического действия вместимостью 1000 л применяли двухкомпонентную смесь [5]. В качестве основного компонента использовали наполнитель (измельченная пшеница). В качестве ключевых компонентов применяли: металлическую примесь с магнитными свойствами, витамин В 2 и соль микроэлементов MnSO 4 .
Т а б л и ц а 1
Физико-механические свойства компонентов
|
Наименование компонента |
Влажность, % |
Объемная масса, кг/м3 |
Средний размер частиц, мм |
Угол естественного откоса, град |
|
В 3 |
1,2 |
577 |
0,24 |
44 |
|
В 5 |
0,5 |
708 |
0,02 |
50 |
|
Е |
0,5 |
620 |
0,32 |
37 |
|
А |
3,7 |
683 |
0,2 |
33 |
|
MnSO 4 |
26,8 |
1292 |
0,28 |
40 |
|
FeSO 4 |
39,2 |
765 |
0,3 |
55 |
|
CuSO 4 |
28,8 |
1302 |
0,64 |
36 |
|
Измельченная пшеница |
12,1 |
560 |
0,02 |
36 |
|
Металломагнитная примесь |
- |
2500 |
0,4 |
- |
|
В 2 |
1,5 |
430 |
0,7 |
50 |
|
MnSO 4 |
26,8 |
1292 |
0,28 |
40 |
|
Отбор проб осуществляется в смесителе в чественным показ различных его зонах. Пробы для оценки каче- чевого компонента ства смеси, получаемой в смесителе, отбирали по ГОСТ 13496.0-80. В каждом эксперименте 1 отбирали 10 проб. Концентрацию металломаг- К 0 = 1 -~А х ср нитной примеси в пробах определяли по V ГОСТ «Комбикорма. Методы определения со- где К – однородно держания металломагнитной примеси» с исполь- держание ключево зованием устройства для извлечения металло- Х – среднее ариф магнитных примесей У3-ДИМП. Содержание жания ключевого к витамина В 2 , соли микроэлементов MnSO 4 опре- n – количество про деляли по ГОСТ Р 52741, ГОСТ Р 51637. Технические Качество готовой смеси определяли по оборудования для критерию однородности, являющемуся коли- лей микроэлементо Технические характеристики комплекта оборудования для дозиро |
ателем распред в смеси: St X i - X cp У 1 n - 1 7 сть смешивани го компонента метическое зна омпонента по б. характеристик дозирования ви в представлены Т вания компоне |
еления клю- 100% (1) я, %; Х i – сов пробе, %; чение содер- n пробам, %; и комплекта таминов, сов таблице 2. а б л и ц а 2 нтов |
||
|
Наименование показателя |
Значение показателя |
|||
|
Наибольший предел взвешивания весового устройства, кг |
5 |
20 |
30 |
|
|
Наименьший предел дозирования компонентов, кг |
0,1 |
0,5 |
1 |
|
|
Объем бункера, м3 |
0,3 |
|||
|
Производительность шнекового питателя, м3/ч |
0,11 |
0,3 |
0,3 |
|
|
Датчик веса, кг |
10 |
50 |
75 |
|
|
Дискретность цифровой индикации массы компонентов, г |
2 |
5 |
5 |
|
|
Время дозирования компонентов, с |
240 |
|||
|
Установленная мощность, кВт |
0,75 |
0,75 |
0,75 |
|
|
Погрешность дозирования от наибольшего предела дозирования, % |
0,1 |
0,1 |
0,1 |
|
|
Погрешность дозирования от НмПВ |
1 |
|||
Технические характеристики шнековых питателей представлены в таблице 3.
Т а б л и ц а 3
Технические характеристики питателей
|
Диаметр шнека, мм |
Диаметр вала, мм |
Шаг, мм |
Частота вращения, об/мин |
Производительность, м3/ч |
Мощность, кВт |
|
78 |
55 |
25 |
58 |
0,11 |
0,75 |
|
96 |
55 |
25 |
93 |
0,3 |
0,75 |
Производительность шнековых питателей определяли путем дозирования микрокомпонентов В 3 и FeSO 4 за время, равное 60 с. Результаты определения фактической производительности питателей приведены в таблице 4.
Точность дозирования микрокомпонентов определяли путем дозирования витаминов В 5 , Е, А и солей микроэлементов MnSO 4 , FeSO 4 , CuSO 4 .
Эффективность работы комплекта оборудования с грузоподъемностью весов 5, 20 и 30 кг со шнековыми питателями производительностью 0,11 м3/ч и 0,3 м3/ч при дозировании микрокомпонентов витаминов В5, Е, А и солей микроэлементов MnSO 4 , FeSO 4 , CuSO 4 с разными заданными значениями масс компонентов от 100 до 1000 г определяли по относительному отклонению действительного значения масс компонентов от заданных значений.
Т а б л и ц а 4
Определение производительности питателей
|
Наименование компонента |
Объемная масса, кг/м3 |
∅ шнека, мм |
Частота вращения, об/мин |
Масса отобранной пробы за 60 с, г |
Производительность питателя |
|
|
кг/ч |
м3/ч |
|||||
|
FeSO 4 |
765 |
96 |
93 |
3315 |
198,9 |
0,3 |
|
В 3 |
681 |
78 |
58 |
1192 |
71,5 |
0,11 |
Экспериментальные данные для комплекта оборудования грузоподъемностью весов 5 кг со шнековыми питателями производительностью 0,11 м3/ч при дозировании витаминов В5, Е, А показывают, что точность дозирования не превышает 1 % по отношению к заданным значениям компонентов.
Экспериментальные данные для комплекта оборудования грузоподъемностью весов 20 и 30 кг со шнековыми питателями производительностью 0,3 м3/ч при дозировании солей микроэлементов MnSO 4 , FeSO 4 , CuSO 4 показывают, что точность дозирования не превышает 1 % по отношению к заданным значениям компонентов. Потребляемая мощность питателя при дозировании витаминов или солей микроэлементов составляет 0,26 кВт.
Технические параметры смесителя представлены в таблице 5.
Т а б л и ц а 5
Технические параметры смесителя
|
Наименование параметра |
Значение |
|
Вместимость, л |
1000 |
|
Однородность смешивания, % |
95 |
|
Время смешивания, мин. |
4 |
|
Время выгрузки, с |
10 |
|
Частота вращения лопастного вала, об/мин |
30 |
|
Установленная мощность, кВт |
16,1 |
|
Радиальный зазор между лопастями и корпусом, мм |
5 |
|
Количество ввода масла растительного, % |
4 |
|
Габаритные размеры, мм |
2380×1720×2070 |
|
Масса, кг |
1800 |
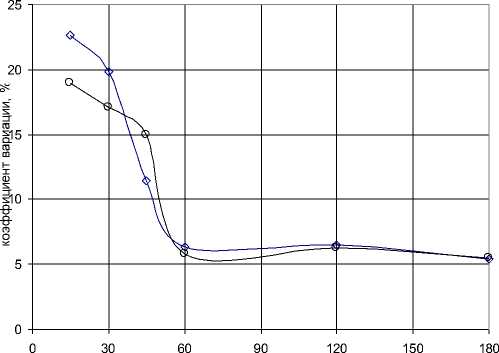
Эффективность работы смесителя определяли по однородности распределения ключевых компонентов металломагнитной примеси, витамина В2, соли микроэлементов MnSO4 и масла растительного. Высокая эффективность двухвального лопастного смесителя наглядно отображена на рисунке 1 в виде зависимости коэффициента вариации от времени смешивания наполнителя (измельченная пше- ница) с ключевым компонентом (марганец сернокислый) и витамином В2.
Смеситель обеспечивает однородность смеси 95 % за короткое время, равное 60 с. На рисунке 2 представлена зависимость коэффициента вариации от времени смешивания наполнителя (измельченная пшеница) с ключевым компонентом (металломагнитная примесь 0,1 %) при различных загрузках смесителя.
время смешивания, с
MnSO4
B2
ми компонентами
Рисунок 1. Зависимость коэффициента вариации от времени смешивания наполнителя с различными ключевы-
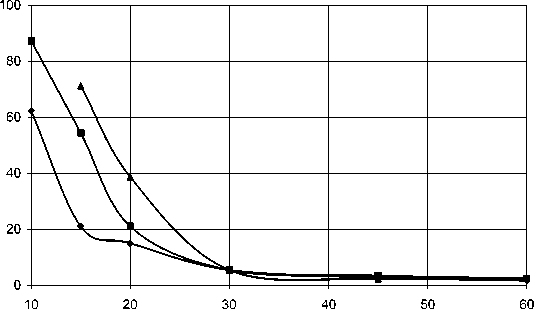
-•- левая сторона
-■- центр
-*- правая сторона
Время смешивания, с
Рисунок 2. Зависимость коэффициента вариации от времени смешивания при различных загрузках смесителя
На рисунке 3 представлена зависимость коэффициента вариации от времени смешивания наполнителя (измельченная пшеница) с ключевым компонентом (металломагнитная примесь 0,1 %) при различных местах ввода его в смеситель. Эффективность работы смесителя при различных количествах ключевых компонентов по отношению к наполнителю:
металломагнитной примеси (0,2 %, 0,1 %, объемная масса 2500 кг/м3), витамина В 2 (0,02 %, объемная масса 430 кг/м3), соли микроэлементов MnSO 4 (0,6 %, объемная масса 1292 кг/м3) определяли при постоянных параметрах смесителя: вместимости смесительной ванны, равной 1000 л, частоте вращения лопастного вала 30 об/мин и окружной скорости 1,45 м/с.
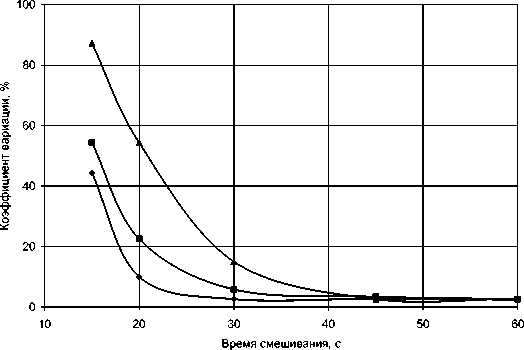
-♦- 80%
-■- 100%
-*-110%
Рисунок 3. Зависимость коэффициента вариации от времени смешивания при различных местах ввода ключевого компонента в смеситель
Экспериментальные данные при изменении количества металломагнитной примеси от 0,2 до 0,1 % показывают, что однородность смеси составила 94-95 % за 60 с. Анализ экспериментальных данных по определению эффективности работы смесителя при вводе соли микроэлементов MnSO 4 в количестве 0,6 % (3000 г), витамина В 2 в количестве 0,02 % (100 г) показывает, что однородность смеси составляет 95 % за 60 с. При вводе масла растительного в смеситель в количестве 2 % однородность получаемой смеси составляет 94,49 % за 120 с, что обеспечивает получение высокогомогенной смеси за короткий промежуток времени.
Потребляемая мощность смесителем при смешивании витаминов и солей микроэлементов составляет 4,5 кВт.
Проведены также исследования по вводу масла растительного в наполнитель. Ввод масла в наполнитель осуществлялся установкой ввода жидких компонентов периодического действия. Данная установка позволяет дозировать масло в количестве от 1 до 100 л. При вводе масла в смеситель в количестве 2 % однородность смеси наполнителя с маслом составляла 94 %. Мелкодисперсный распыл масла обеспечивался специальной конструкцией форсунок, позволяющих увеличить эффективность поглощения масла.
Физико-механические свойства растительного масла: начальная температура 20 ° С, плотность 921 кг/м3, вязкость 0,059 Па·с.
Частоту вращения лопастного вала разрабатываемого образца смесителя приняли равной n2=30 об/мин, используя кинематическое подобие при разработке конструкций смесителей различной.
Для проведения исследований по смешиванию витаминов, солей микроэлементов с наполнителем разработан и смонтирован экспериментальный смеситель (рисунок 4), состоящий из корпуса 1 и крышки 4. Нижняя часть корпуса имеет форму сдвоенного желоба. Внутри корпуса 1 размещены два горизонтальных вала 2, вращающиеся в противоположные стороны. Валы установлены в подшипниковых опорах, расположенных на торцевых стенках корпуса 1 смесителя.
На каждом валу имеется четыре ряда лопастей 3. Угол поворота основных лопастей к оси вала 45º, а торцевых – 15º. Вращение лопастных валов смесителя осуществляется от электродвигателя через ременную и зубчатую передачи. В верхней части смесителя над лопастными валами расположен распределительный коллектор 5 с форсунками.
Разгрузка готовой смеси производилась через выпускные отверстия, расположенные в днище смесителя, которые в процессе смешивания закрыты задвижками 6. На корпусе 1 смесителя имеются два окна для производства профилактических и ремонтных работ, закрытых откидными дверками 7.
Во время работы смесителя создаются условия «псевдоожиженного слоя», обеспечивающие быстрое и эффективное смешивание. При этом осуществляется линейное транспортирование смеси и одновременно интенсивное смешивание перпендикулярно направлению транспортирования. Различная плотность и разные размеры компонентов смеси не оказывают существенного влияния на процесс смешивания, в связи с невесомым состоянием смеси. Это способствует эффективному и качественному смешиванию различных продуктов и обеспечивает получение гомогенной смеси за короткий промежуток времени.
На основании экспериментальных данных по результатам исследований экспериментальных образцов комплекта оборудования для дозирования и смешивания микрокомпонентов с наполнителем определены конструктивные, кинематические и технологические параметры смесителя (таблица 6).
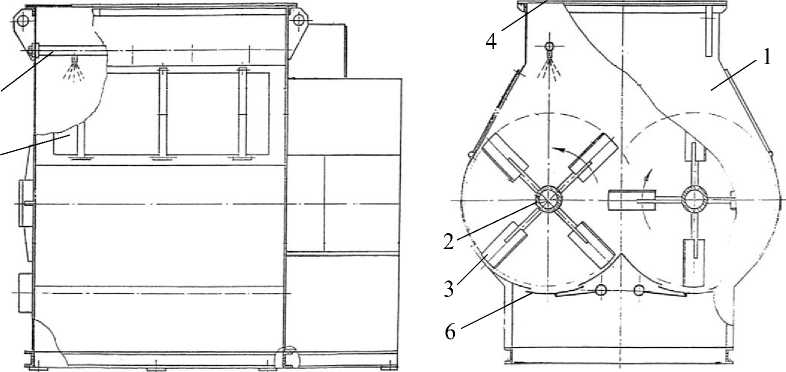
Рисунок 4. Смеситель двухвальный лопастной: 1 – корпус, 2 – вал, 3 – лопасть, 4 – крышка, 5 – коллектор, 6 – задвижка, 7 – дверка
Т а б л и ц а 6
Расчетные параметры двухвального лопастного смесителя
|
Вместимость смесителя, л |
1000 |
|
Частота вращения лопастного вала, об/мин |
30 |
|
Габаритные размеры смесительной ванны, мм |
1450 x 1700 x 1500 |
|
Размеры лопасти, мм |
260 x 285 |
|
Угол поворота лопасти относительно вертикали, град |
45 |
В результате проведенных исследований двухвального лопастного смесителя вместимостью 1000 л для смешивания наполнителя с витаминами и солями микроэлементов установлено:
-
- точность дозирования витаминов В5, Е, А в количествах 0,02 и 0,2 % не превышает 1 % от заданной массы компонента;
