Разработка технологии высокоусвояемых комбикормов с вакуумным напылением жидких компонентов

Автор: Афанасьев В.А., Остриков А.Н., Богомолов И.С., Филипцов П.В., Фролова Л.Н.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 1 (87), 2021 года.
Бесплатный доступ
Разработана технология производства комбикормов для сельскохозяйственных (свиней) и непродуктивных (собак, кошек) животных, а также для пушных зверей (норок, песцов, соболей) и рыб ценных пород (осетр, форель, и др.), в которой осуществлена замена дорогостоящих компонентов животного происхождения (рыбная мука, мясокостная мука, кровяная мука, субпродукты), на экструдированные растительные высокобелковые компоненты (соевый, подсолнечный или рапсовый шрот, люпин, горох, соя). Применение вакуумного напыления термолабильных жидких компонентов (аминокислот, белково-витаминно-минеральных добавок, витаминов, жиров) на поверхность экструдированных гранул позволит получать высокоусвояемые комбикорма. Определены кинетические закономерности исследуемых процессов увлажнения и пропаривания, экструдирования, сушки/охлаждения и дражирования, а также выявлены их рациональные режимы. Разработана технологическая схема линии производства высокоусвояемых комбикормов, которая включает следующее оборудование: бункер; экструдер; сушилку-охладитель; установку ввода жидких компонентов, дражировочный аппарат; конвейер и бункер готовой продукции. Изготовленные дражировочный аппарат и установка ввода жидких компонентов по техническим характеристикам (габаритные размеры, масса, занимаемая площадь, мощность привода, равномерность нанесения жира на поверхность гранул) превосходит лучшие мировые аналоги. Технология вакуумного смешивания с вводом жидких компонентов обеспечит их равномерное распределение по всему объему, сократит продолжительность перемешивания, что позволит увеличить производительность вакуумного смесителя и снизить энергозатраты. Разработанная технология и перспективные виды технологического оборудования (смеситель, экструдер, вакуумный напылитель, сушилку-охладитель) позволят получать высокоусвояемые комбикорма нового поколения с содержанием белка 60 %, жира 40 %, с введением стимуляторов роста, биологически активных добавок. Увеличение протеинового и жирового комплекса повысит усвояемость комбикормов на 10-12 %, увеличит привесы на 10-12 % и снизит конверсию корма на 15 %.
Технология, комбикорм, вакуум, напыление, жировитаминные добавки, оборудование
Короткий адрес: https://sciup.org/140257370
IDR: 140257370 | УДК: 664.8/.9:636.085.55 | DOI: 10.20914/2310-1202-2021-1-94-101
Development of technology of highly accessible compound feeds with vacuum spraying of liquid components
The technology of production of compound feeds for agricultural (pigs) and unproductive (dogs, cats) animals, as well as for fur-bearing animals (minks, arctic foxes, sables) and valuable fish (sturgeon, trout, etc.), in which the replacement of expensive components of animal origin (fish meal, meat and bone meal, blood meal, offal), for extruded vegetable high-protein components (soy, sunflower or rapeseed meal, lupine, peas, soy) is carried out. The use of vacuum spraying of thermolabile liquid components (amino acids, protein-vitamin-mineral additives, vitamins, fats) on the surface of extruded pellets will allow you to obtain highly digestible feed. The kinetic regularities of the studied processes of humidification and steaming, extrusion, drying/cooling and draining are determined, and their rational modes are revealed. The technological scheme of the line for the production of highly digestible compound feeds has been developed, which includes the following equipment: hopper; extruder; dryer-cooler; liquid component injection plant, draining machine; conveyor and finished product hopper. According to the technical characteristics (overall dimensions, weight, occupied area, drive power, uniformity of application of fat on the surface of granules), the manufactured coating machine and the liquid component injection unit exceed the best world analogues. The technology of vacuum mixing with the introduction of liquid components will ensure their uniform distribution over the entire volume, reduce the duration of mixing, which will increase the productivity of the vacuum mixer and reduce energy consumption. The developed technology and promising types of technological equipment (mixer, extruder, vacuum sprayer, dryer-cooler) will make it possible to obtain highly digestible feed of a new generation with a protein content of 60 %, fat content of 40 %, with the introduction of growth stimulants, biologically active additives. An increase in the protein and fat complex will increase the digestibility of compound feeds by 10-12 %, increase weight gain by 10-12 % and reduce feed conversion by 15 %.
Текст научной статьи Разработка технологии высокоусвояемых комбикормов с вакуумным напылением жидких компонентов
Объем производства комбикормов в России в 2020 г. составил 30,8 млн тонн, а в 2021 г. по прогнозу Минсельхоза объем производства комбикормов превысит 32 млн т. Для обеспечения растущих потребностей в обеспечении животноводческих, птицеводческих и рыбоводческих хозяйств высококачественными комбикормами необходимо внедрение новых технологий и техническое переоснащение современным технологическим оборудованием [7].
Анализ материально-технической базы комбикормового производства за 2019 г. показал, что доля технологического оборудования отечественного производства составляет 60,0%, импортного – 40,0% [4, 5].
Однако, высокотехнологичные виды оборудования (вакуумные напылители, экструдеры, экспандеры, плющилки, сушилки и др.) либо не производятся в России, либо по своим техникоэкономическим показателям существенно уступают зарубежным аналогам.
Доля комбикормовых заводов оснащенных морально устаревшим и физически изношенным технологическим оборудованием составляет 35–40%.
Для наращивания производства продукции животноводства, повышения рентабельности животноводства и снижения зависимости от импортных поставок, весьма важным и своевременным представляется разработка новых технологий, производства высокоусвояемых комбикормов с использованием высокоэффективного технологического оборудования [6, 3].
Цель работы – разработка технологии высокоусвояемых комбикормов, максимально отвечающих потребностям для сельскохозяйственных (свиней) и непродуктивных животных (собак, кошек), а также для пушных зверей (норок, песцов, соболей) и рыб ценных пород в питательных веществах; определение их качественные показатели и питательную ценность и оптимальные уровни включения в рацион животным для оптимизации питания и снижения конверсии корма.
Материалы и методы
Объектом исследования являются технологии и оборудование для производства высокоэффективных комбикормов для сельскохозяйственных (свиней) и непродуктивных животных (собак, кошек), а также для пушных зверей (норок, песцов, соболей) и рыб ценных пород; новые виды рецептов комбикормов для них.
Анализ используемых технологий производства комбикормов для сельскохозяйственных (свиней) и непродуктивных животных (собак, кошек), а также для пушных зверей (норок,
– замена дорогостоящих компонентов (рыбная мука, мясокостная мука, кровяная мука, субпродукты и т. п.), содержащие белки животного происхождения, на растительные высокобелковые компоненты (соевый, подсолнечный или рапсовый шрот, люпин, горох, соя и т. п.);
– растительные высокобелковые компоненты (соевый, подсолнечный или рапсовый шрот, люпин, горох, соя и т. п.) необходимо подвергать баротермической обработке с целью частичной денатурации белков, декстринизации крахмала, инактивации ферментов для повышения степени их усвояемости при скармливании животным;
– полученные экструдированные микропористые гранулы лучше пропитываются жидкими компонентами и удерживают их в порах, предотвращая его вытекание.
Применение гидробаротермической обработки смеси компонентов с высоким содержанием растительного протеина совместно с вакуумным эмульгированием термолабильных жидких (аминокислот, белково-витаминно-минеральных добавок, витаминов, жиров и т. п.) компонентов на поверхность экструдированных гранул позволит выйти на создание комбикормов с программируемыми свойствами. Увеличение протеинового и жирового комплекса в наиболее усвояемых формах, полученных в результате новой комбинации гидробаротермической обработки и вакуумного эмульгирования позволит получать высокоэффективные комбикорма, превосходящие зарубежные аналоги по степени усвояемости на 10–12%, повышая конкурентоспособность комбикормов. Технология вакуумного смешивания с вводом микродози-рованных и жидких компонентов обеспечит их равномерное распределение по всему объему, сократит продолжительность перемешивания, что позволит увеличить производительность вакуумного смесителя и снизить энергозатраты. В процессе работы проводились исследования процессов увлажнения и пропаривания, экстру-дирования зерновых культур, охлаждению и дражировки.
Результаты и обсуждение
Выполненные исследования процесса пропаривания позволили установить кинетические закономерности увлажнения зерна в зависимости от параметров пара. Установлено, что при подаче влажного пара с давлением 0,2–0,3 МПа увлажнение зерна проходит более интенсивно.
Характер изменения влажности зерна при обработке в пропаривателе паром под давлением 0,5 МПа при различном расходе приведен в таблице 1.
Температура зерна после пропаривания возросла до 85–90 °С, объемная масса пропаренного ячменя снизилась с 670 кг/м3 до 610– 630 кг/м3, что объясняется набуханием зерна при увлажнении.
Эксперименты (рисунок 1) по обработке зерна ячменя паром под давлением 0,15–0,20 МПа показывают, что процесс увлажнения происходит более интенсивно и при расходе 0,11 кг/(кг·мин), влажность зерна в течение 3–5 мин достигает величины 30–33%.
Сравнение расчетных и фактических данных увлажнения зерна показывает, что в первые три минуты около 90% пара поглощается зерном. В дальнейшем по достижении влажности 27–30% темп увлажнения зерна замедляется, однако, но нашему мнению, длительная обработка паром должна увеличить степень клейстеризации крахмала зерна [1].
Эффективность процесса увлажнения ячменя влажным паром очень высокая особенно в начальный период времени, так, например, в первые три минуты около 90% пара поглощается зерном. В дальнейшем по достижении влажности 27–30% темп увлажнения зерна замедляется, однако, длительная обработка паром увеличивает степень клейстеризации крахмала зерна. Так как крахмал является основным компонентом злаковых культур, процесс клейстеризации его является наилучшим показателем изменений при пропаривании (таблица 2).
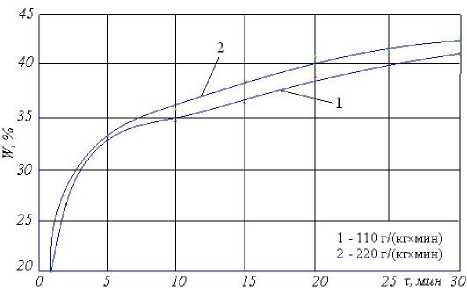
Рисунок 1. Характер изменения влажности зерна при обработке паром давлением 0,15–0,20 МПа
-
Figure 1. The nature of changes in grain moisture during steam treatment at a pressure of
Таблица 1.
Характер изменения влажности зерна при пропаривании паром под давлением 0,5 МПа
Table 1.
The nature of changes in grain moisture when steaming with steam at a pressure of 0.5 MPa
|
Расход пара, г/(кг·мин) Steam content |
Длительность пропаривания, мин | Duration, min |
||||
|
3 |
5 1 |
7 |
10 |
30 |
|
|
влажность зерна, % | water content, % |
|||||
|
110 |
23,5 |
25,5 |
26,7 |
28,8 |
30,5 |
|
220 |
24,8 |
26,9 |
28,2 |
31,2 |
31,7 |
|
330 |
28,8 |
34,1 |
35,0 |
35,4 |
37,1 |
Таблица 2.
Влияние расхода пара и продолжительности пропаривания на степень клейстеризации крахмала ячменя
Table 2.
Effect of steam consumption and steaming time on the degree of gelatinization of barley starch
|
Время пропаривания, мин. Duration, min |
Расход пара, г/(кг·мин) Steam content |
||||
|
0,110 |
0,220 |
0,330 |
0,440 |
0,550 |
|
|
3 |
3 |
3 |
3 |
3 |
3 |
|
5 |
5 |
7 |
6 |
5 |
5 |
|
7 |
8 |
8 |
6 |
8 |
7 |
|
10 |
13 |
12 |
12 |
12 |
13 |
|
20 |
23 |
25 |
25 |
23 |
24 |
|
30 |
38 |
38 |
36 |
40 |
40 |
|
60 |
83 |
80 |
85 |
82 |
86 |
|
70 |
100 |
100 |
100 |
100 |
100 |
Установлено также, что пропаривание при атмосферном давлении пара в течение более 5 минут приводит к снижению растворимости всех фракций белка, что свидетельствует о де-натурационных изменениях в нем.
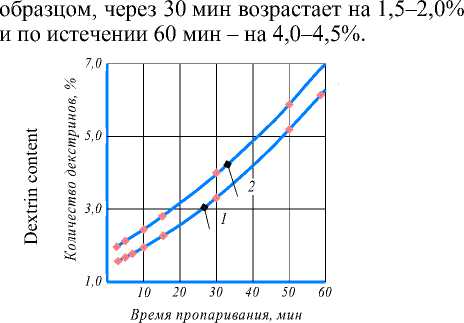
Определено, что общее содержание декстринов возрастает с увеличением длительности обработки (рисунок 2). В первые 10 мин пропа- ривания количество декстринов увеличивается примерно на 0,5–1,0%, по сравнению с исходным
Duration, min
Рисунок 2. Изменение количества декстринов в процессе пропаривания ячменя паром 1–18%; 2–25%
-
Figure 2. Change in the amount of dextrins in the process of steaming barley with steam 1-18%; 2-25%
Для исследования влияния условий экструзионной обработки многокомпонентных зерновых смесей на характер экструдирования и качество готового продукта была проведена серия экспериментов при различных параметрах экструзионного процесса.
Распределение температуры продукта по длине рабочей зоны экструдера при постоянной частоте вращения шнека 1,4 с-1 характеризуется ее резким возрастанием, начиная с зоны сжатия вплоть до матрицы. После выхода из матрицы продукт расширяется, и его температура понижается [2].
Как видно из графиков (рисунок 3), давление возрастает при увеличении отношения длины канала отверстия матрицы к его диаметру, тем сильнее, чем меньше влагосодержание исходной смеси и чем выше частота вращения шнека. Это связано с тем, что при уменьшении диаметра отверстия матрицы и увеличении длины канала матрицы растет сопротивление формующего инструмента (матрицы), поэтому падает производительность и поднимается давление в предматричной зоне экструдера.
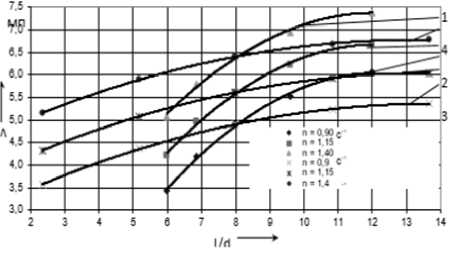
Рисунок 3. Зависимость давления экструдата от отношения длины канала к диаметру отверстия матрицы при u = 0,22 и различной частоте вращения шнека n = 1,15 с-1 1 – 3: l = 4 ×10-2 м, d м = (2…4) ×10-3 м; 4 – 5: l = (3…6) ×10-2 м, d м = 8×10-3 м
Figure 3. The dependence of the extrudate pressure on the amount of channel length the diameter of the matrix hole at u = 0.22 and different screw rotation speed n = 1.15 s-1 1 – 3 l = 4 ×10-2 m, d м = (2...4) ×10-3 m; 4-5: l = (3...6) ×10-2 m, d м = 8×10-3 m
Как отмечалось ранее, при перемешивании жировитаминной добавки и гранул в смесителе одновременно с процессом перемешивания идет процесс комкования гранул, снижая эффективность нанесения добавки на поверхность гранул. Существует мнение, что для снижения комкования гранул целесообразно добавлять растительные и животные жиры.
В результате выявлена обратно пропорциональная зависимость коэффициента неоднородности смеси от содержания жира на гранулах (рисунок 4).
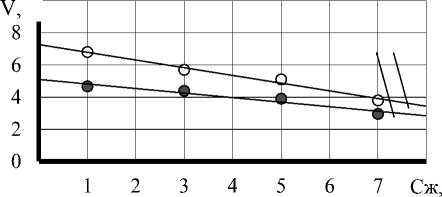
Рисунок 4. Зависимость коэффициента вариации (равномерности распределения жировитаминной добавки) от содержания жира: 1–12%; 2–21%
Figure 4. Dependence of the coefficient of variation (uniformity of the distribution of the vitamin supplement) on the fat content: 1-12%; 2-21%
Анализ полученных результатов показывает, что наличие жира улучшает распределение контрольных компонентов. Наличие жира в основном компоненте снижает интенсивность процесса разделения вследствие прилипания частиц. Таким образом, содержание жира благоприятно влияет на распределение контрольных компонентов [3].
В результате выполненных экспериментальных исследований были определены не только кинетические закономерности исследуемых процессов увлажнения и пропаривания, экструдирования, сушки/охлаждения и дражирования, но и рациональные режимы:
-
• процесса пропаривания кормовой смеси: при расходе пара 120–160 кг/ч и давлении 0,2–0,35 МПа в течение 12–15 минут [1];
-
• процесса экструдирования: температура кормовой смеси перед матрицей – 440…460 К; угловая скорость вращения шнека – 5,0…7,0 с-1; влажность – 22…26% [2].
-
• процесса сушки: расход сушильного агента – от 45 до 55 м3/ч; высота слоя продукта – от 0,1 до 0,2 м; температура сушильного агента 323–353 K; влагосодержание сушильного агента 3–5,5 г/кг; начальная влажность 13–17%.
-
• процесса вакуумного напыления жировых компонентов в процессе приготовления комбикормов для ценных пород рыб: загрузка продукта – 20 с, длительность вакуума – 50 с, добавление масла – 45 с, напыление под действием капиллярных сил – 25 с, прекращение вакуума – 120 с, разгрузка – 40 с., влажность гранул 6–8%; содержание жира в гранулах 35–40%.
Технологическая схема линии производства высокоусвояемых комбикормов включает следующее оборудование (рисунок 5): бункер 1 ; установка для экструзионной обработки 2 ; сушилка-охладитель 3 ; установка ввода жидких компонентов 8 , дражировочный аппарат 5 ; конвейер 6 , бункер готовой продукции 7 .
Компоненты комбикорма из производственного бункера 1 , из которых с помощью дозаторов направляются в установку 2 для экструзионной обработки. В ней смесь подается шнековым питателем в кондиционер-пропариватель вместе с другими компонентами для приготовления пропаренной смеси. Режим работы питателя определяется в зависимости от объемной массы рассыпного комбикорма, которая доводится оператором перед запуском линии или при переходе с одного рецепта на другой.
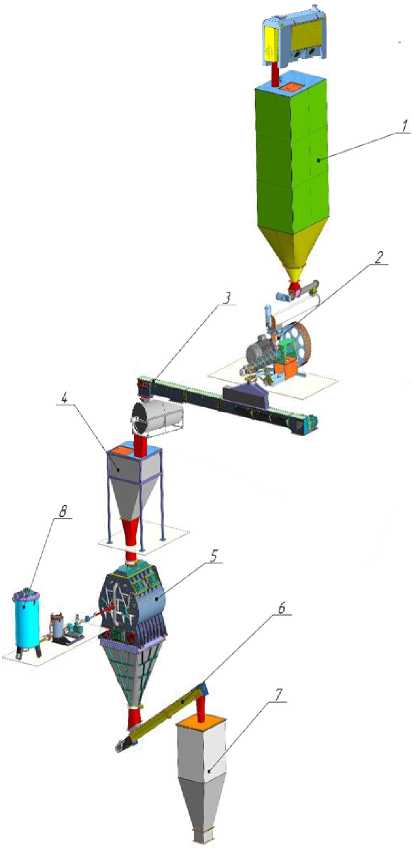
Рисунок 5. Технологическая схема линии производства высокоусвояемых комбикормов: 1 – бункер; 2 – установка экструдерная; 3 – сушилка-охладитель; 4 – бункер производственный; 5 – дражировочный аппарат; 6 – конвейер; 7 – бункер готовой продукции; 8 – установка ввода жидких компонентов
Figure 5. Technological scheme of the production line of highly digestible mixed feeds: 1 – hopper; 2 – extruder unit; 3 – dryer-cooler; 4 – production hopper; 5 – draining machine; 6 – conveyor; 7 – finished product hopper; 8-liquid components input unit
Величина объемной массы рассыпного комбикорма является важным параметром функционирования системы управления, определяющим ввод жидких компонентов, а также режим работы питателя. В кондиционере-пропаривателе под воздействием пара рассыпной комбикорм предварительно подогревается и увлажняется для последующей передачи на гидротермическую обработку. Пропаривание ведется в следующем режиме: давление пара – 0,3 МПа; расход пара – 120–140 кг; температура пропаренной смеси - 80-100 ° С; влажность пропаренной смеси – 20–21%. В процессе кондиционирования в рассыпной комбикорм вводятся жидкие компоненты. После кондиционирования рассыпной комбикорм в виде пропаренной смеси направляется в экструдер.
Баротермическая обработка рассыпного комбикорма осуществляется при следующих параметрах: температура продукта на выходе из экструдера - 1250-140 ° С; давление в установке – до 7,0 МПа; время обработки – 4–5 с.
Экструдированные гранулы подаются в сушилку-охладитель 3 , где охлаждается до температуры, не превышающей температуру окружающей среды более, чем на 10 ° С. Охлажденные гранулы направляются в производственный бункер 4 , а из него – в аппарат 5 для нанесения жировитаминных добавок на поверхность экструдированных гранул (дражировочный аппарат). Одновременно в него подается жирови-таминные добавки из установки ввода жидких компонентов 8 .

Рисунок 6. Установка ввода жидких компонентов Figure 6. Liquid component injection unit
Установка 8 ввода жидких компонентов (рисунок 6) осуществляет автоматическое объемное дозирование с помощью расходомера. Ее основными элементами являются: расходная емкость с мешалкой и змеевиковым теплообменником, фильтр, насос, расходомер, электро-контактный манометр, ультразвуковой датчик, регулятор температуры. Она нагревает жир до заданной температуры для оптимизации величины вязкости, что позволяет добиться более точного дозирования и равномерного распределения жидких компонентов при подаче их в дражировочный аппарат.
Непосредственный ввод жидких компонентов и подача пара в кондиционер осуществляется через коллектор с эжекторными соплами, расположенными вдоль всей длины кондиционера, что позволяет вести обработку рассыпного комбикорма в кондиционере равномерно по всей его массе.
Дражировочные гранулы направляются конвейером 6 затем в бункер 7 готовой продукции для дальнейшей реализации.
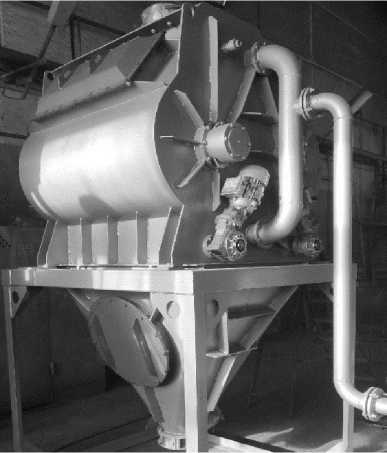
Рисунок 7. Дражировочный аппарат
Figure 7. Drapery machine
Дражировочный аппарат (рисунок 7), предназначенный для нанесения жировитаминных добавок на поверхность экструдированных гранул, состоит из рабочей камеры, в верхней части которой расположены форсунки для ввода жиро-витаминных добавок, патрубок для соединения с вакуум-линией, а внутри аппарата расположен вращающийся перемешивающий рабочий орган.
Непосредственный ввод жидких компонентов осуществляется через коллектор с эжекторными соплами, расположенными вдоль всей длины дражировочного аппарата, что позволяет вести обработку рассыпного комбикорма равномерно по всему объему с использованием квазиневесомого режима.
Изготовленный дражировочный аппарат по техническим характеристикам (габаритные размеры, масса, занимаемая площадь, мощность привода, равномерность нанесения жира на поверхность гранул) превосходит лучшие мировые аналоги.
Кинематический режим и геометрические размеры перемешивающего органа дражировочного аппарата обеспечивают равномерное распределение жира по поверхности экструдированных гранул.
В изготовленном комплекте оборудования для производства высокоэффективных комбикормов была реализована инновационная технология, отличительными особенностями которой являются: замена дорогостоящих белковых компонентов животного происхождения на растительные высокобелковые компоненты, прошедшие экструзионную обработку и нанесение жировых компонентов на поверхность экструдированных гранул.
Заключение
Разработанная технология и перспективные виды технологического оборудования (смеситель, экструдер, вакуумный напылитель, сушилку-охладитель) позволит высокоусвояемые комбикорма нового поколения для сельскохозяйственных (свиней) и непродуктивных животных (собак, кошек), а также для пушных зверей (норок, песцов, соболей) и рыб ценных пород с содержанием белка 60%, жира 40%, с введением стимуляторов роста, биологически активных добавок и т. д. позволят повысить усвояемость комбикормов на 10–12%, повысить привесы на 10–12%, снизить стоимость товарной продукции на 10–15%, снизить конверсию корма на 15%.
Список литературы Разработка технологии высокоусвояемых комбикормов с вакуумным напылением жидких компонентов
- Афанасьев В.А., Остриков А.Н., Мануйлов В.В., Александров А.И. Разработка высокоэффективной технологии влаготепловой обработки зерна и кондиционера-пропаривателя // Вестник ВГУИТ. 2019. Т. 1. № 1. С. 19-26. doi: 10.20914/2310-1202-2019-1-19-26
- Murugesan R., Orsat V. Spray drying for the production of nutraceutical ingredients—a review // Food and Bioprocess Technology. 2012. V. 5. №. l."p. 3-14. dot: 10.1007/sl 1947-011-0638-z
- Betoret E., Betoret N., Rocculi P., Dalla Rosa M. Strategies to improve food functionality: Structure-property relationships on high pressures homogenization, vacuum impregnation and drying technologies // Trends in Food Science & Technology. 2015. V. 46. №. 1. P. 1-12. dot: 10.1016/j.tifs.2015.07.006
- АгеецВ.Ю. и др. Современные тенденции в разработке эффективных комбикормов для рыб // Весщ Нацыянальнай акадэмп навук Беларуси Серыя аграрных навук. 2019. Т. 57. № 3. С. 323-333.
- Агеец В., Кошак Ж. Качественный комбикорм - здоровая рыба - экологически чистая продукция // Наука и инновации. 2020. № 3 (205). С. 17-21.
- Анализ состояния и перспективные направления развития аквакультуры: науч. аналит. обзор. М.: ФГБНУ «Росинформагротех», 2019. 88 с.
- Aas T.S., Oehme M., S0rensen M., He G. et al. Analysis of pellet degradation of extruded high-energy fish feeds with different physical qualities in a pneumatic feeding system // Aquac. Eng. 2011. V. 44. P. 25-34. doi: 10.1016/j. aquaeng.2010.11.002
- Borquez A., Perez E. Vacuum coating pelleted feed. Victam International. Feed and Food Industries Show. Aquafeed Horizons. URL: https://fr. slideserve.com/wynona/victam-inte rnational-feed-and-food-industries-show-aquafeed-horizons-vacuum-coating-pelle ted-feed
- Dethlefsen M.W. Die Hard-improving the physical quality of extruded fish feed pellets. 2017. URL: https://backend.orbit.dtu.dk/ws/files/138706490/_public.pdf
- Jovanovic R. et al. New technologies and quality of trout and carp aquafeed // Archiva Zootechnica. 2009. V. 12. №. 1. P. 18-26. URL: https://www.ibna.ro/arhiva/AZ%2012-í/AZ%2012-l%2002% 20Rade%20.Tovanovic.pdf.
- Lamichhane S., Sahtout K., Smillie J., Scott T.A. Vacuum coating of pelleted feed for broilers: opportunities and challenges//Animal Feed Science and Technology. 2015. V. 200. P. 1-7. doi: 10.1016/j.amfeedsci.2014.11.015
- Maas R.M., Verdegem M.C.J., Stevens T.L., Schrama J.W. Effect of exogenous enzymes (phytase and xylanase) supplementation on nutrient digestibility and growth performance of Nile tilapia (Oreochromis niloticus) fed different quality diets //Aquaculture. 2020. V. 529. P. 735723. doi: 10.1016/j.aquaculture.2020.735723
- l3 Meng Y., Qian K., Ma R., Liu X. et al. Effects of dietary lipid levels on sub-adult triploid rainbow trout (Oncorhynchus mykiss): 1. Growth performance, digestive ability, health status and expression of growth-related genes // Aquaculture. 2019"! V. 513. P. 734394. doi: 10.1016/j.aquaculture.2019.734394
- Pandey B. Pellet technical quality of feeds for Atlantic salmon. Norwegian University of Life Sciences, As, 2018.
- Sorensen M. A review of the effects of ingredient composition and processing conditions on the physical qualities of extruded high- energy fish feed as measured by prevailing methods // Aquaculture nutrition. 2012. V. 18. №. 3. P. 233-248. doi: 10.1111/j.1365- 2095.2011.00924.x.
- Мейрманов A.M., Зимин P.H., Гальцева О.В., Гальцев О.А. Математические модели диффузии в пороупругих средах // Научные ведомости. Серия: Математика. Физика. 2012. № 17(136). С. 77-90.
- l7 Golzarand М., Hollis B.W., Mrmiran P., Wagner C.L. et al. Vitamin D supplementation and body fat mass: a systematic review and meta-analysis // European journal of clinical nutrition. 2018. V. 72. №. 10. P. 1345-1357. doi: 10.1038/s41430-018-0132-z
- Huang C., Chiba L.I., Magee W.E., Wang Y. et al. Effect of flaxseed oil, animal fat, and vitamin E supplementation on growth performance, serum metabolites, and carcass characteristics of finisher pigs, and physical characteristics of pork // Livestock Science. 2019. V. 220. P. 143-151. doi: 10.1016/j.livsci.2018.11.011
- Modroño S., Soldado A., Martínez-Fernández A., de la Roza-Delgado В. Handheld NIRS sensors for routine compound feed quality control: Real time analysis and field monitoring // Talanta. 2017. V. 162. P. 597-603. doi: 10.1016/ j.talanta.2016.10.075 "
- Shrmivasa D.J., Mathur S.M. Compound feed production for livestock // Curr Sci. 2020. V. 118. P. 553-559.
