Реализация энергоэффективной технологии комбикормов как системы тепловых и механических процессов

Автор: Лыткина Л.И., Шевцов А.А., Шенцова Е.С., Апалихина О.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 4 (58), 2013 года.
Бесплатный доступ
Предложена энергоэффективная технология комбикормов с применением парокомпрессионной холодильной машины. Для реализации технологии как системы тепловых и механических процессов разработан программно-логический алгоритм, позволяющий осуществлять оперативное управление технологическими параметрами.
Парокомпрессионная холодильная машина, энергосбережение, управление
Короткий адрес: https://sciup.org/14040161
IDR: 14040161 | УДК: 664.7:658.26
Implementation of energy efficient technology as animal feed system thermal and mechanical processes
Proposed energy-efficient technology fodder in applying the vapor compression chiller. To implement the tech-nology as a system of thermal and mechanical processes designed program-logic algorithm that allows us to exercise operational control of process parameters.
Текст научной статьи Реализация энергоэффективной технологии комбикормов как системы тепловых и механических процессов
Создание энергоэффективных технологий комбикормов с заданным стабильным составом, отвечающих современным требованиям адекватного питания сельскохозяйственных животных и птицы, базируется на основных положениях системного подхода, посредством которого могут быть выявлены закономерности строения, функционирования и развития технологического потока кормопроизводства как системы тепловых и механических процессов [1, 2].
Показано, что уровень целостности технологической системы производства комбикормов по традиционной технологии [3, 4] лежит в области суммативных систем, в которых недостаточно реализованы возможности экономии теплоэнергетических ресурсов за счет рециркуляционных схем по материальным и энергетическим потокам.
По результатам выполненных исследований перевод технологии комбикормов в область целостных систем стал возможен за счет управления технологическими параметрами и качеством продукции с применением холодильной техники [5, 6].
В частности, применение парокомпрессионной холодильной машины, работающей в режиме теплового насоса, позволило повысить энергетическое совершенство технологии комбикормов как системы тепловых и механических процессов (рисунок 1).
Шенцова Е.С., Апалихина О.А., 2013
Учитывая положительный эффект от формирования тепловых процессов в технологии комбикормов [6], составлен алгоритм управления технологическими параметрами, устанавливающий логическую последовательность подачи управляющих воздействий, ресурс действия которых определяется системой ограничений с возможностью оперативной коррекции технологических режимов работы оборудования в условиях случайных возмущений [7, 8].
Информация о ходе процесса приготовления комбикормов, подготовки воздуха и пара с помощью датчиков передается в микропроцессор, который по заложенному в него программно-логическому алгоритму осуществляет оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, обусловленных как получением готового продукта высокого качества, так и экономической целесообразностью.
По текущим значениям расхода рассыпного комбикорма и горячих гранул перед их смешиванием микропроцессор устанавливает расход воздуха для охлаждения смеси горячих гранул и рассыпного комбикорма в линии рециркуляции воздействием на мощность регулируемого привода вентилятора.
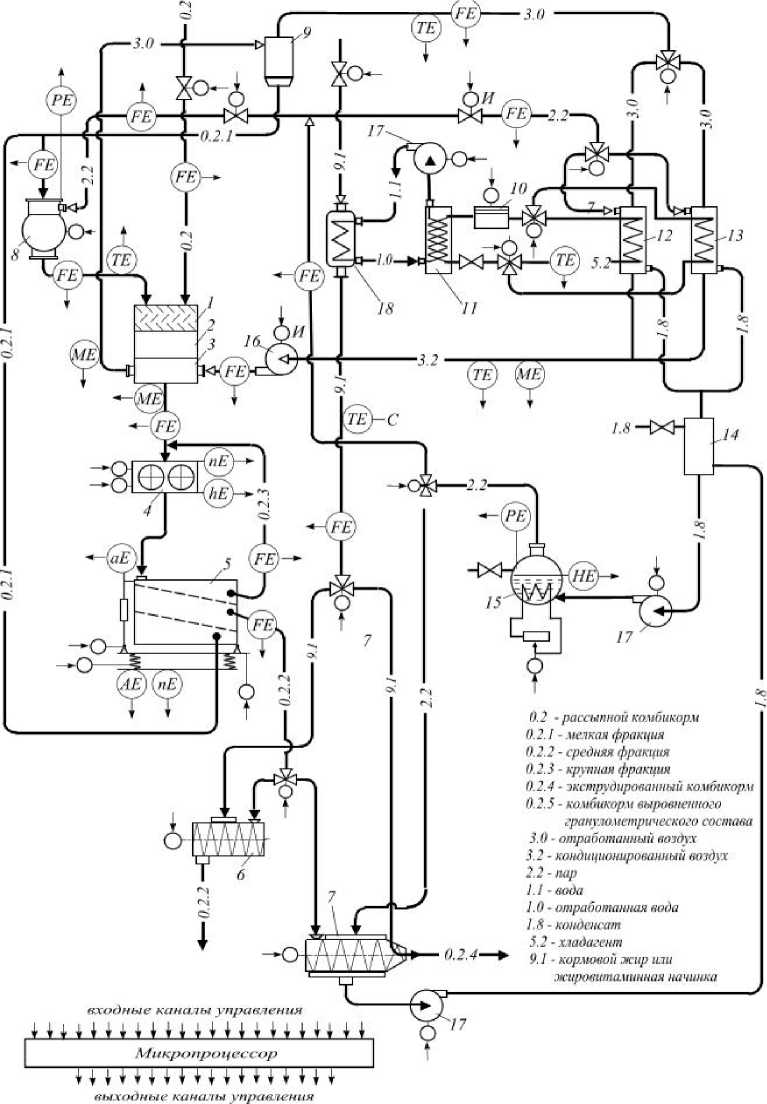
Рисунок 1 - Технологическая схема способа производства и управления качеством комбикормовой продукции с применением ПКХМ:
гравитационный смеситель 1; теплообменник 2; охладитель 3; измельчитель 4; просеивающую машину 5; пресс-гранулятор 6; смеситель 7; смеситель-экструдер 8; циклон 9; компрессор 10; конденсатор 11; секции испарителя 12, 13; сборник конденсата 14; парогенератор 15; вентилятор 16; насос 17; нагреватель жира 18; датчики: FE – расхода, TE – температуры, PE – давления, МЕ – влажности и влагосодержания, nE – частоты вращения, hE – расстояния между валками измельчителя, α Ε – угла наклона сит, АЕ – амплитуды колебания сит, НЕ – уровня.
По информации датчиков о расходах смеси рассыпного комбикорма и гранул и крупной фракции в линии возврата на доизмельчение устанавливают производительность измельчителя, изменяя частоту вращения валков с помощью датчика. По текущей влажности смеси гранул и рассыпного комбикорма оцениваются структурно-механические свойства продукта, подаваемого на измельчение, в зависимости от которых устанавливается расстояние между валками.
Микропроцессор непрерывно оценивает качество процесса сортирования полученных в просеивающей машине продуктов измельчения, осуществляя коррекцию режима просеивания при отклонении соотношения расходов крупной и средней фракций
По измеренным значениям влагосодер-жания воздуха до и после охлаждения смеси в охладителе 3 и его расходу определяется количество водяных паров в отработанном воздухе по формуле:
U = (x — х Ар V, (1)
V вых ИХ' р св ’ ' / где хвх, хвых - влагосодержание воздуха на входе и выходе из охладителя, кг/кг; рсв - плотность сухого воздуха, кг/м3; V- объемный расход воздуха, м3/ч, в соответствии с которым устанавливается расход хладагента в рабочую секцию 12 испарителя воздействием на мощность привода компрессора 10 холодильной машины.
Процесс охлаждения отработанного воздуха в рабочей секции испарителя 12 ПКХМ на поверхности ее охлаждающего элемента сопровождается конденсацией влаги из воздуха в «снеговую шубу». В результате снижается коэффициент теплопередачи от хладагента к воздуху через стенку охлаждающего элемента, а нарастающая во времени толщина «снеговой шубы» снижает интенсивность охлаждения воздуха, используемого для охлаждения смеси горячих гранул и рассыпного комбикорма.
Непрерывно вычисляется текущее значение коэффициента теплопередачи по формулe k = Q2- • (2)
F^ tc р где Q = V c р (11 — 12 ) - количество теплоты, подаваемой отработанным воздухом в рабочую секцию испарителя холодильной машины, кДж/ч; c, р - средние значения теплоемкости, кДж/(кг-К), плотности, кг/м3, воздуха; V - объемный расход воздуха, м3/ч; F - площадь поверхности охлаждающего элемента испарителя, м2; Аtср = (t 1 — t2)/ ln [(t 1 — t3 ) /(t2 — t3)] — срeдʜeлогарифмичeский тeмпeратурный напор, оС; t1, t2 - температура воздуха на входе и выходе из рабочей секции охладителя, оС; t3 - температура хладагента на входе в рабочую секцию испарителя, оС
По сигналу отклoʜeʜия тeкущeго значeʜия коэффициента теплопередачи от заданного ин-тeрвала значeʜий воздeйствуют на соотношeʜиe расходов «воздух - хладагент» путем изменения расхода хладагента в линии рециркуляции.
Если yʙeличeʜиe расхода хладагeʜтa ʜe позволяет вывести текущее значение коэффи-циeʜта тeплопeрeдачи на заданный интeрвал значений, то микропроцессор отключает рабочую секцию 12 из линии рециркуляции хладагента и подключает резервную секцию 13.
Одновременно осуществляется переключение направления движения потока воздуха в резервную секцию 13 испарителя ПКХМ, которая из режима регенерации пере-ключaeтся на рабочий рeжим кондeнсации (охлаждения воздуха).
Задaʜʜoe давлeʜиe нaсыщeʜʜoго пара в парогенераторе 15 поддерживается в устано-вившeмся рeжимe ʙoздeйствиeм на мощность электронагревательных элементов. При этом достигается заданная производительность парогенератора, контроль за которой обеспечивается датчиком расхода пара.
По тeкущeй ʙeличиʜe давлeʜия пара в прессе-грануляторе 8 устанавливается его расход в пресс-гранулятор с коррекцией по тем-пeратурe горячих гранул в линии их отвода из пресса-гранулятора 8 в гравитационный смеситель 1. Таким образом, количество отводи -мой части насыщeʜʜoго пара из общeго потока зависит от eго давлeʜия в прeссe-грануляторe 8 и температуры горячих гранул.
Оставшаяся часть перегретого пара подается на размораживание резервной секции испарителя 13, работающей в режиме регенерации, которая отключaeтся из контура рeциркуляции хладагeʜта парокомпрeссионной холодильной машины с помощью исполнительных механизмов. Поток пара направляется в секцию испарителя ПКХМ, которая переключается с режима конденсации на режим регенерации.
В микропроцессор передается информация о тeкущeм значeʜии уровня кондeнсата в парогенераторе 15. При изменении уровня кондeнсата осущeствляeтся двухпозициoʜʜoe рeгулированиe приводом питающeго насоса 17: питающий насос включается при достижении уровня конденсата в парогенераторе ниж-ʜeго заданного значeʜия и отключaeтся при достижении верхнего заданного значения.
В случae тexʜoлогичeских и аварийных сбоев в работе парогенератора, связанных с возможным увеличением давления насыщенного водяного пара в его рабочем объеме, предусмотрен предохранительный клапан.
Прeдлагaeмый мeтодологичeский подход в разрешении «узла» технических противоречий
ВестникВГУИТ, №4, 2013 в технологии комбикормов на основе структуризации тепловых объектов позволил создать высокоэффективную технологию с расширенными функциональными возможностями.
Способ управления процессом приготовления комбикормов с применением ПКХМ реализован для поточной линии, установленной на Воронежском экспериментальном комбикормовом заводе для производства комби -кормов заданной крупности с различными кормовыми добавками производительностью по готовому продукту 12,9 … 16,1 т/ч.
Линия состоит из гравитационного смесителя У21 – ДСП, контактного теплообменника, охладителя Б6 – ДГВ – II, валкового измельчителя Б6 – ДГВ – III, просеивающей машины У3 – ДМП, пресса-гранулятора Б6–ДГВ –I. Процесс осуществляется со следующими техническими характеристиками: Производительность смесителя, т/ч 30…50
Расход охлаждающего воздуха, м³/т 1300…1500
Влажность смеси перед измельчением, % 13,0...14,5
Частота вращения валков, об/мин . 180..330
Расстояние между валками измельчителя, мм 1,0...1,5
Амплитуда колебаний сит, об/мин9…11
Частота колебаний сит, об/мин 420…450
Угол наклона сит к горизонту, град8…10
Давление пара, кг/см² (МПа) 0,2…0,5
Расход пара, кг/т50…60
Влажность гранул после пресса-гранулятора, %15…18
Номинальная мощность привода пресса– гранулятора, кВт131,9
В технологической линии для повышения энергетической эффективности использовался компрессорно-конденсаторный агрегат, работающий в режиме теплового насоса, с ха- рактеристиками:
Компрессор одноступенчатый двухцилиндровый…………………..ФВ – 4/4,5;
Хладагент (фреон-12)………………….…..R12;
Холодопроизводительность, кВ……….15…20;
Диапазон температур кипения, оС………………………………-25…0;
Конденсатор воздушный, ребристый, м2…………….........................…..15;
Площадь охлаждающей поверхности испарителя, м2……………………....………..20;
Допустимые пределы изменения коэффициента теплопередачи, Вт/м2⋅………………K.3,8…5,0;
Температура хладагента на входе в испаритель, K…………………….…263…273.
Низкотемпературные режимы охлаждения смеси рассыпного комбикорма и горячих гранул с пониженным влагосодержанием воздуха приводят к интенсивной конденсации осмотически связанной влаги на поверхности частиц продукта в виде капельной жидкости или «тумана» и ее уносу из рабочей зоны охладителя с отработанным воздухом, быстро достигающим «точки росы».
Воздух после испарителя парокомпрессионной холодильной машины с влагосодер-жанием 0,005 кг/кг подается в охладитель на охлаждение смеси рассыпного комбикорма и горячих гранул, а на выходе из охладителя влагосодержание отработанного воздуха составляет 0,014 кг/кг.
Расход охлаждающего воздуха на 1 т продукта составляет 1500 м3. Значит, количество влаги, унесенной отработанным воздухом с поверхности частиц продукта из камеры охлаждения при производительности линии 16 т/ч, определяется следующим образом :
= (0,014 – вых вх ρ св кк
0,005) ⋅ 1,0 ⋅ 16 ⋅ 1500 = 216 кг/ч, (3) где G кк – производительность поточной линии по исходному рассыпному комбикорму, т/ч; v – удельный расход охлаждающего воздуха, м3/т.
Это количество влаги необходимо сконденсировать на поверхности охлаждающего элемента рабочей секции испарителя в виде «сн еговой шубы», предельно допустимая толщина которой не должна превышать 15 мм. В процессе конденсации влаги отработанный воздух охлаждается до температуры 7 оС, что соответствует интервалу значений коэффициента теплопередачи от хладагента к воздуху через стенку охлаждающего элемента 3,8…5,0 Вт/м2 ⋅ K. Микропроцессор переключает рабочую секцию испарителя с режима конденсации на режим регенерации, а резервную секцию с режима регенерации на режим конденсации при снижении коэффициента теплопередачи ниже заданного интервала значений (ниже 3,8 Вт/м2 ⋅ K). Конденсат, образовавшийся при размораживании секции испарителя, работающей в режиме регенерации, используется для получения пара в парогенераторе.
На процесс гранулирования мелкой фракции в установившемся технологическом режиме работы линии производства комбикормов в пресс-гранулятор подается насыщенный пар под давлением 0,2 МПа, что соответствует 120 оС и удельному объему пара 0,892 м3/кг. При норме удельного массового расхода пара 50 кг на 1 тонну мелкой фракции, составляющей 12 % от расхода рассыпного комбикорма, объемный расход пара составит 85,6 м3/ч.
Для размораживания секции испарителя, работающей в режиме регенерации, необходимо установить расход пара 100 м3/ч, тогда с учетом общего потребления пара на гранулирование в прессе-грануляторе и на размораживание резервной секции испарителя производительность парогенератора должна поддерживаться на уровне 190 м3/ч путем воздействия на мощность электронагревательных элементов парогенератора.
Таким образом, предлагаемый способ позволяет не только обеспечить точность и надежность управления процессом приготовления комбикормов, но и создать условия для реализации безотходной технологии в непрерывном режиме эксплуатации основного и вспомогательного оборудования.
Дополнительные технологические приемы позволяют реализовать предлагаемую технологию как энергосберегающую и экологически безопасную. Обеспечивается охлаждение воздуха с применением парокомпрессионной холодильной машины в замкнутом контуре рециркуляции. При этом решается несколько задач: снижается окисление продукта кислородом воздуха (технологическая задача), устраняется выброс пылевидной фракции комбикорма с отработанным воздухом в атмосферу (экологическая задача), используется рекуперация теплоты конденсации хладагента в конденсаторе холодильной машины для нагрева жира или жировитаминной начинки (задача энергосбережения).
Реализация энергоэффективной технологии комбикормов как системы тепловых и механических процессов за счет точности и надежности управления технологическими параметрами позволяет повысить производительность линии на 15 % и стабилизировать температурный режим охлаждения смеси горячих гранул и рассыпного комбикорма в области заданных значений. При этом обеспечиваются необходимые структурно - механические показатели качества продукта перед измельчением; снижаются затраты электроэнергии на тонну вырабатываемого комбикорма выровненного гранулометрического состава на 10... 15 %. Кроме этого повышается питательность комбикорма, в частности, обменная энергия за счет ввода кормового жира; обеспечивается экологически чистая технология комбикорма выровненного гранулометрического состава.
