Специальный ротационный режущий инструмент

Автор: Попов Михаил Юрьевич, Алексеенко Денис Андреевич, Евтухов Сергей Николаевич
Рубрика: Краткие сообщения
Статья в выпуске: 33 (292), 2012 года.
Бесплатный доступ
Приведены результаты выполнения научных исследований, связанных с созданием специального инструмента для ротационного точения. Рассмотрена конструкция созданного специального ротационного резца (СРР). Указана возможность применения СРР для формирования винтовых поверхностей.
Ротационный режущий инструмент, специальный ротационный резец
Короткий адрес: https://sciup.org/147151582
IDR: 147151582 | УДК: 621.9.025.11
Special rotary cutting tool
The results of carrying out research related to the creation of special tools for rotary turning. The design creates a special rotary cutter (SRC). The ability to apply SRC for formation of helical surfaces.
Текст краткого сообщения Специальный ротационный режущий инструмент
В технологии современного машиностроительного производства процессы обработки материалов резанием занимают одно из центральных мест. Во многих отраслях машиностроения трудоемкость обработки резанием достигает до 60 % от общих трудозатрат на изделие. Постоянно меняющиеся требования, предъявляемые потребителем к продукции, заставляют производителей работать в условиях средне- и мелкосерийного, а также единичного типов производств. Это приводит к увеличению доли обработки материалов резанием.
В настоящее время наиболее перспективными в применении являются ротационные режущие инструменты (РРИ). Они позволяют преодолевать трудности в механической обработке труднообрабатываемых материалов, композитов. Применение РРИ позволяет повысить производительность и способствовать раскрытию новых возможностей при обработке перспективных материалов, используемых в авиационной, космической, атомной промышленности.
На кафедре «Станки и инструмент» Южно-Уральского государственного университета на основе проведенных ранее исследованиях [1] создан специальный ротационный резец (СРР). При проектировании СРР ставились две основные задачи, связанные с особенностями обработки ротационным инструментом и его настройки [2]: реализация двух геометрических схем резания; возможность изменения параметров установки режущего элемента для каждой из двух геометрических схем резания.
Созданная конструкция СРР состоит из трех основных элементов (см. рисунок), расположенных друг за другом: державка, промежуточный (регулировочный) элемент, корпус с подшипниковым узлом. Имеется также режущий элемент. Державка выполнена с П-образным пазом, через который осуществляется крепление промежуточного элемента. Промежуточный элемент представляет собой параллелепипед, на одной из граней которого выполнена ответная часть под П-образный паз. Через данную ответную часть и осуществляется закрепление промежуточного элемента к державке. На противоположной грани промежуточного элемента горизонтально по отношению к инструменту выполнено глухое отверстие для крепления корпуса подшипникового узла. В данное отверстие устанавливается наружный цилиндрический элемент корпуса подшипникового узла.
Попов М.Ю., Алексеенко Д.А., Евтухов С.Н.
Качество изготовления корпуса подшипникового узла во многом определяет работоспособность всего инструмента [3]. К данному узлу предъявляются следующие требования: способность воспринимать повышенные нагрузки от сил резания; высокая надежность; обеспечение минимального биения режущей кромки, простота конструкции. В спроектированном РРИ используются подшипники скольжения, поскольку они полностью удовлетворяют предъявленным выше требованиям и просты в изготовлении и эксплуатации. Подшипниковый узел включает упорный подшипник скольжения, выполненный в виде шайбы, и радиальный подшипник скольжения - в виде втулки. Такая конструкция является наиболее рациональной, поскольку упорный подшипник подвержен наибольшему износу. При выполнении подшипника целым, например в виде втулки с фланцем, потребовалась бы замена его полностью. В созданной конструкции имеется возможность заменять подшипники скольжения по отдельности. Регулировка осевого зазора может выполняться при помощи регулировочных шайб или с применением пружины для автоматического выбора осевого зазора.
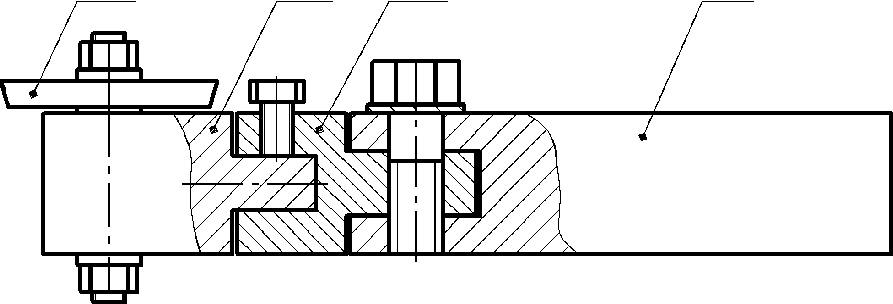
Специальный ротационный резец: 1 - державка; 2 - промежуточный элемент;
3 – корпус с подшипниковым узлом; 4 – режущий элемент
Режущий элемент инструмента закрепляется на валу подшипникового узла при помощи гайки и базируется по плоской поверхности уступа вала и цилиндрической поверхности вала. Форма режущей части - усеченный конус. Данная форма режущей части технологична в изготовлении и позволяет реализовывать первую и вторую геометрическую схему резания.
Поставленные при проектировании СРР задачи, связанные с особенностями обработки и настройки ротационных инструментов, решены через заложенные конструктивные особенности инструмента, а именно через способ крепления промежуточного элемента с державкой и соединения корпуса подшипникового узла с промежуточным элементом. Вращение вокруг вертикальной оси, соединяющей промежуточный элемент с державкой, предоставляет режущему элементу СРР одну степень свободы. Вращение вокруг горизонтальной оси, обеспечивающей крепление корпуса подшипникового узла с промежуточным элементом, также предоставляет режущему элементу одну степень свободы. Возможность вращения режущего элемента вокруг горизонтальной оси, применительно к первой геометрической схеме резания, позволяет изменять угол наклона его оси относительно вектора подачи, а также параметра установки, обеспечивающего самовращение режущего элемента в процессе резания. Кроме этого, имеется возможность изменять ширину срезаемого слоя.
Предоставленные две степени свободы режущему элементу СРР позволяют реализовывать вторую геометрическую схему резания. Данная геометрическая схема резания, кроме угла наклона оси режущего элемента относительно вектора подачи, характеризуется углом наклона плоскости режущей кромки относительно вектора главного движения. Наклон плоскости режущей кромки регулируется вращением режущего элемента вокруг вертикальной оси.
Указанные преимущества созданного СРР позволяют применить его для обработки винтовых поверхностей. Формирование винтовой поверхности, как правило, разделяется на черновую и чистовую обработку профиля. Это требует разделения срезаемых слоев металла. Последнее возможно реализовывать в представленной конструкции СРР путем применения соответственно
Краткие сообщения второй и первой геометрических схем резания. Кроме этого, возможность изменения ширины срезаемого слоя обуславливает получение различных профилей винтовой поверхности.
В настоящее время СРР активно используется на кафедре «Станки и инструмент» ЮжноУральского государственного университета для проведения экспериментальной части работ по формированию винтовых поверхностей ротационным точением.
Список литературы Специальный ротационный режущий инструмент
- Попов, М.Ю. Выбор параметров ротационных режущих инструментов для обработки фасонных поверхностей на основе обобщенной классификации // М.Ю. Попов, С.Н. Евтухов, Д.А. Алексеенко // Новые технологии: сб. науч. тр. - М.: РАН, 2012.
- Коновалов, Е.Г. Прогрессивные схемы ротационного резания металлов/Е.Г. Коновалов, В. А. Сидоренко, А.В. Соусь. -Минск: Наука и техника, 1972. -272 с.
- Попов, М.Ю. Подшипниковые узлы ротационных инструментов для обработки фасонных поверхностей/М.Ю. Попов, Д.А. Алексеенко//Новые технологии: сб. науч. тр. -М.: РАН, 2012.
