Статистическое моделирование при получении и очистке диффузионного сока в свеклосахарном производстве

Автор: Кульнева Н.Г., Назина Л.И., Шматова А.И., Мельченко А.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Биотехнология, бионанотехнология и технология сахаристых продуктов
Статья в выпуске: 1 (55), 2013 года.
Бесплатный доступ
С использованием статистического моделирования проведена оценка стационарности технологических процессов свеклосахарного производства. Установлены причины высокой изменчивости технологических показателей и пути стабилизации процесса.
Свеклосахарное производство, статистическое моделирование, карты шухарта, гистограммы распределения
Короткий адрес: https://sciup.org/14039961
IDR: 14039961 | УДК: 519.24:664.1.03
Statistical modeling during the receiving and purification of diffusive juice in beet sugar manufacturing
The assessment of stability of technological processes of beet sugar manufacturing is carried out with use of statistical modeling. The reasons of high variability of technological indicators are established and ways of stabilization of process are established.
Текст научной статьи Статистическое моделирование при получении и очистке диффузионного сока в свеклосахарном производстве
Обеспечение эффективности сахарного производства, разработка новых технологий, направленных на улучшение качества и снижение затрат материальных и энергетических ресурсов, требует обновления и совершенствования систем управления, построенных на базе современных средств и методов автоматизированного управления.
Создание подобной системы и внедрение ее в технологический процесс позволяет на базе динамических показателей производства вести непрерывный контроль за состоянием процесса, оперативно выявлять факторы, ставшие причиной выхода процесса из стационарного режима, проводить прогнозирование состояния системы путем варьирования значений входных показателей на любом участке технологической линии с использованием математического аппарата, предоставляемого разработанной системой [1]. Это обеспечивает поддержку принятия управляющих решений путем выдачи технологу рекомендаций о характере возникшей критической ситуации, возможных ее причинах и методах устранения.
Для решения поставленной задачи необходимо четкое понимание внутренних механизмов функционирования технологического процесса, знание ресурсных и информационных взаимосвязей между его отдельными подсистемами. Исходя из этого, целесообразно применение методов системного анализа для выявления и исследования отдельных подсистем рассматриваемого технологического процесса [2].
Шматова А.И., Мельченко А.С., 2013
Для оценки стационарности процесса необходимо с помощью методов статистического анализа выявить узкие места в процессе производства, найти критические точки, определить взаимосвязь параметров процесса и причины отклонений данных параметров от заданного режима.
Оценку осуществляли с использованием гистограмм распределения и контрольных карт Шухарта на основе реальных показателей технологического процесса сахарных заводов ЦЧР. Гистограммы распределения позволяют оценить точность процесса, сравнить рассеяние показателя качества с нормативными пределами; контрольные карты дают возможность оценить стабильность процесса во времени. Сбор и анализ физикохимических показателей проводится ежедневно инженером-технологом и фиксируется в журнале среднединамических величин.
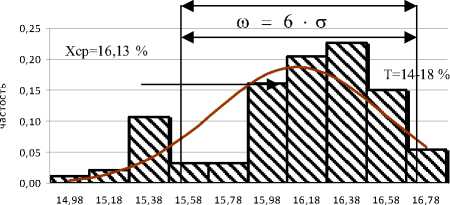
На основе результатов лабораторного анализа сахаристости свеклы в течение производственного сезона, которая изменялось в интервале от 15,2 до 16,8 %, рассчитывали среднее арифметическое значение Х ср сахаристости:
k
X = — У x n., (1)
ср ii n i=1
где k – число интервалов размеров; X i – середина интервала; n i – частота попадания показателя качества в данный интервал; n – число проведенных измерений сахаристости; Х ср = 16,13 %.
Выборочное стандартное отклон ение
S = AZ( xi - x ср^ , (2)
n 1 i = 1
S=0,4257 %.
Для проверки гипотезы о нормальности закона распределения на уровне значимости a =0,1 использовали критерий Пирсона. Правосторонняя критическая область определяется неравенством:
х 2 >х 2 кр. ; (3)
Х 2 =26,02; х 2 кр =12,4.
По данным расчетов строили гистограмму распределения и наносили на нее числовые характеристики (рис.1).
дигес тия,%
Рис. 1. Гистограмма сахаристости исходного сырья
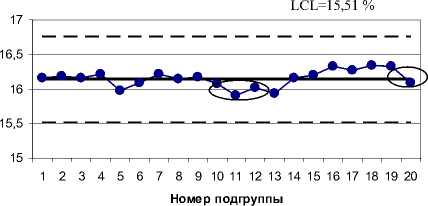
Распределение показателя находится в допустимых пределах. Далее использовали карты Шухарта, которые позволяют сделать вывод о стабильности процесса (рис. 2).
Х-карта
UCL=16,76 %
CL=16,14 %
R-карта
UCL=1,71 %
CL=1,08 %
Номер выборки
Рис. 2. Карты Шухарта для сахаристости свеклы
Понижение сахаристости на Х-карте в 5, 11-13, 20 выборках свидетельствует о снижении содержания сахарозы в используе- мом сырье. Это происходит за счет протекания ряда микробиологических и ферментативных процессов, значительно ухудшающих качество свеклы, при несоблюдении сроков уборки, неправильно организованном или длительном хранении.
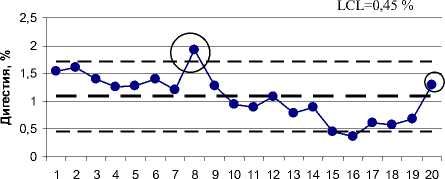
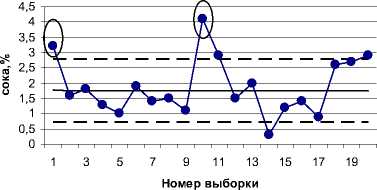
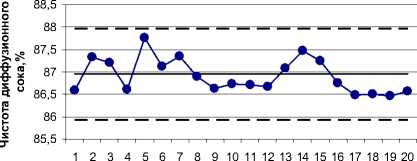
Далее проводили оценку числовых характеристик продукта переработки свеклы – диффузионного сока. Из гистограммы распределения и Х-карты (рис. 3, 4) видно, что значение показателя находится в допустимых пределах. Однако изменение чистоты диффузионного сока не вполне соответствует динамике качества исходного сырья, что может свидетельствовать об осложнениях в протекании процесса диффузии и подтверждается большим разбросом в изменении чистоты диффузионного сока на R-карте, особенно в 10 и 14 выборках (рис. 4).
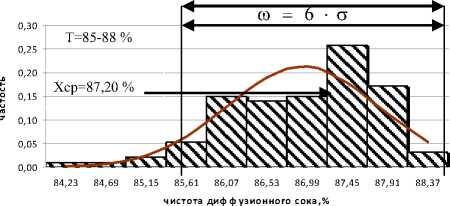
Рис. 3. Гистограмма распределения для чистоты диффузионного сока
UCL=6,57
R-карта CL=6,19
LCL=6,13
UCL=0,65
Х-карта CL=0,39
LCL=0,19
Номер выборки
Рис 4. Карты Шухарта для чистоты диффузионного сока
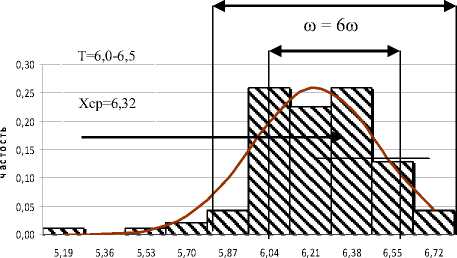
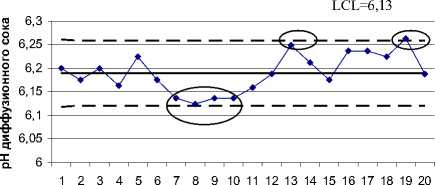
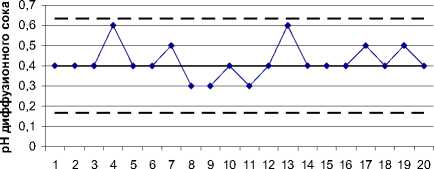
Количественной характеристикой протекающих на диффузии микробиологических и ферментативных процессов является динамика рН диффузионного сока. Этот показатель недостаточно стабилен (рис. 5-6).
рН диф ф узионного сока
Рис. 5. Гистограмма распределения рН диффузионного сока
Х-карта
UCL=6,57
CL=6,19
номер выборка
R-карта
UCL=0,65
CL=0,39
LCL=0,19
номер выборки
Рис. 6. Карты Шухарта для рН диффузионного сока
Анализируя контрольные карты для процесса диффузии, можно сделать вывод, что процесс нестабилен. По итогам статистической оценки необходимо выявить уровень корреляции между значениями, характеризующими качество исходного сырья и продуктов диффузионного процесса, выявить скрытые резервы для данного предприятия или предложить меры по повышению эффективности извлечения сахарозы из свекловичной стружки при минимальном переходе несахаров в диффузионный сок.
Для оценки работы сокоочистительного отделения рассмотрели показатели качества очищенного сока (рис. 7-14).
Чистота очищенного сока является комплексной характеристикой работы сокоочи- стительного отделения и позволяет оценить как оптимальность выбранных технологических приемов в зависимости от качества используемого сырья, так и работу фильтрационного оборудования. Для рассматриваемой выборки этот показатель изменяется в широком диапазоне, что служит подтверждением нестабильности процессов в соко-
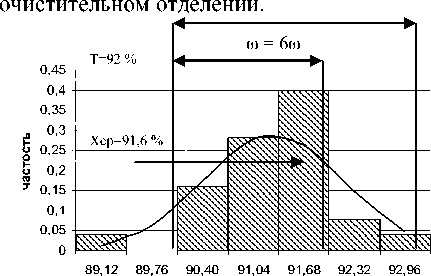
Чистота сока, поступающего на выпарку, %
Рис. 7. Гистограмма чистоты очищенного сока
Х-карта
UCL=91,37 %
CL=91,12 %
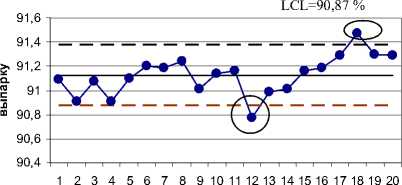
Номер выборки
„ UCL=2,21 %
R-каPта CL=1,4 %
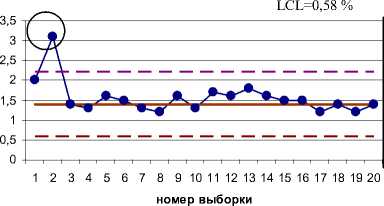
Рис. 8. Карты Шухарта чистоты очищенного сока
Эта нестабильность подтверждается анализом значений цветности очищенного сока и сиропа, массовой доли солей кальция в очищенном соке (рис. 9-14). Показатели сиропа, а именно термоустойчивость, формируются на стадии очистки диффузионного сока. Следовательно, нестабильность процессов в сокоочистительном отделении приводит к низкому качеству сиропа и способствует затруднениям в работе кристаллизационного отделения.
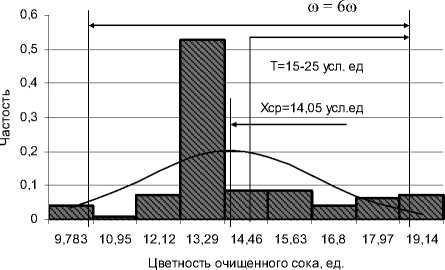
Рис. 9. Гистограмма распределения цветности очищенного сока
Х-карта
UCL=0,068 %
CL=0,061 %
LCL=0,053 %
0,08
0,08
0,07
0,07
0,06
0,06
0,05
0,05
0,04
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 1920
номер выборки
Х-карта UCL=22,5 усл. ед
CL=18,9 усл. ед
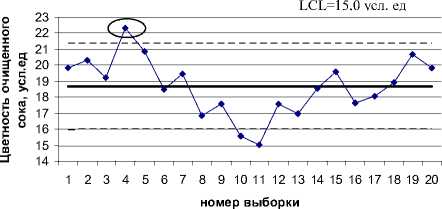
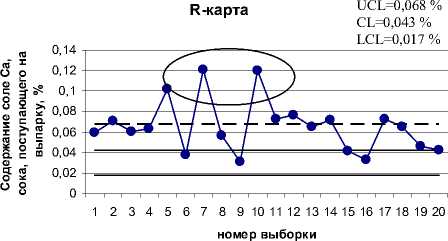
Рис. 12. Карты Шухарта для солей кальция в очищенном соке
UCL=0,016
R-карта cl=0,01
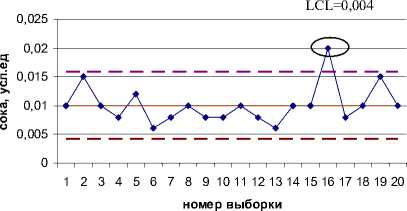
Рис. 10. Карты Шухарта для цветности очищенного сока
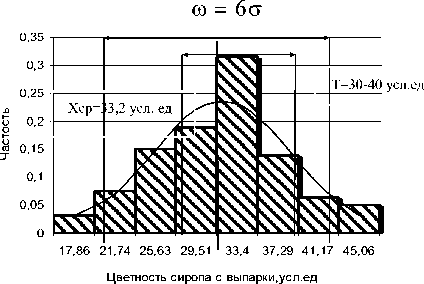
Рис. 13. Гистограмма цветности сиропа
Содержание солей кальция в соке, поступающем на выпарную установку, % СaО
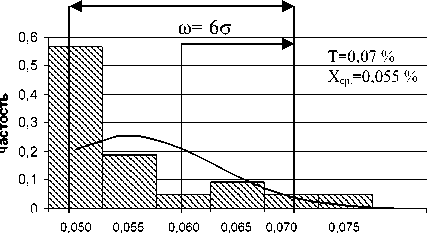
Рис. 11. Гистограмма массовой доли солей кальция в очищенном соке
Анализ полученных гистограмм позволил сделать вывод, что наибольшее количество несоответствий выявлено по показателям цветности очищенного сока и сиропа.
UCL=26,8 усл. ед
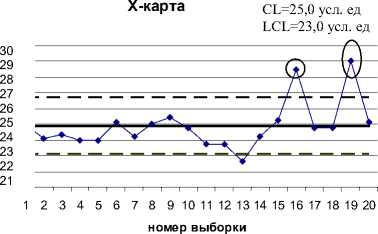
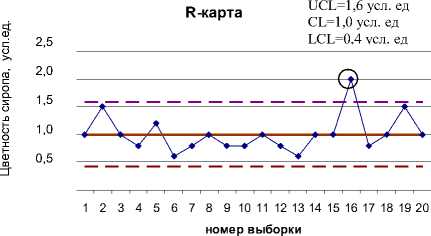
Рис. 14. Карты Шухарта для цветности сиропа
По производственным показателям получения сахара из свеклы для рассматриваемого предприятия провели оценку изменчивости процесса и рассчитали показатели его возможностей.
Собственная изменчивость процесса а зависит только от влияния общих причин вариаций
R
g i = —, d 2
Проведем оценку корреляционной зависимости между цветностью очищенного сока перед выпарной установкой и цветностью сиропа, полученного в результате сгущения сока (рис. 15).
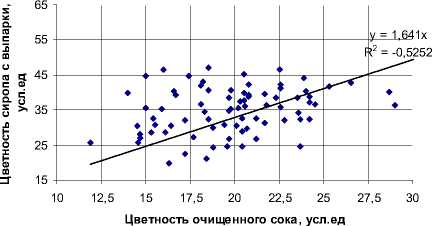
Рис. 15. Диаграмма рассеяния значений цветности очищенного сока и сиропа
Коэффициент линейной корреляции цветности сока и сиропа равен 0,43, что свидетельствует о взаимосвязи данных параметров: цветности очищенного сока, равной 15-25 усл. ед. соответствует цветность сиропа, равная 25-43 усл. ед.
где R – сре д нее значение размахов отдельных выборок в X и R-картах; d 2 - коэффициент, зависящий от объема n отдельных выборок, d 2 =3,078.
Индекс воспроизводимости процесса, оценивающий возможности удовлетворять технический допуск без учета положения среднего значения:
_ USL - LSL . (5) C p л
6 o"I
Индекс воспроизводимости процесса, оценивающий возможности удовлетворять технический допуск с учетом фактического положения среднего значения:
C pk
= min <
USL - X X - LSL
3 ст 3 ct
Расчетные значения коэффициентов С р и С рк представлены в табл 1.
Таблица 1
|
Наименование технологического параметра |
Предельные значения показателя качества |
Состояние процесса |
Значения индексов С р или С рk |
Ожидаемый процент брака |
|
Сахаристость |
14-18 % |
А |
1,33 |
0,0066 |
|
Длина 100 г стружки |
11-13 м |
В |
1,92 |
0,00001 |
|
Чистота диффузионного сока |
85-88 % |
В |
0,33 |
0,0066 |
|
рН диффузионного сока |
6,0-6,5 |
А |
0,22 |
42 |
|
Чистота нормального сока |
85-87 % |
В |
0,64 |
5,5 |
|
Щелочность преддефекованного сока |
0,09-0,11 % СаО |
В |
0,0019 |
26,7 |
|
Щелочность дефекованного сока |
0,8-1,1 % СаО |
В |
1,06 |
0,64 |
|
Щелочность на I сатурации |
0,12-0,14 % СаО |
В |
1,2 |
0,083 |
|
Щелочность II сатурации |
0,020-0,025 % СаО |
В |
0,7 |
3,0 |
|
Щелочность сиропа |
0,03-0,04 % СаО |
В |
0,629 |
6,3 |
|
Чистота утфеля I |
94 % |
В |
1,34 |
0,0064 |
|
Чистота I оттека |
85 % |
В |
1,16 |
0,050 |
|
Чистота утфеля 2 |
81-83 % |
А |
1,33 |
0,0066 |
|
Чистота утфеля 3 |
77 %, не более |
В |
1,92 |
0,000001 |
Значения показателей возможностей процесса
По результатам оценки стабильности процесс может находиться в следующих состояниях:
-
– процесс стабилен и по разбросу и по положению среднего арифметического – состояние А;
-
– процесс стабилен по разбросу, но не стабилен по положению среднего арифметического – состояние Б;
-
– процесс нестабилен по разбросу – состояние В.
Анализ гистограмм распределения, карт Шухарта и рассчитанных значений показателей возможностей процессов позволяет сделать вывод, что процессы получения и очистки диффузионного сока статистически неустойчивы, что обусловлено изменяющимся качеством перерабатываемого сырья и отсутствием гибкой технологической схемы для проведения процессов в оптимальном режиме. Следствием этого является снижение чистоты, повышения цветности и массовой доли солей кальция в очищенном соке, следовательно, снижение качества и термоустойчивости сиропа [3].
Технологические показатели сока и сиропа влияют на работу кристаллизационного отделения: при их ухудшении снижается качество и выход готовой продукции, увеличивается выход мелассы и потери в ней сахарозы.
Таким образом, необходимо на каждом предприятии иметь многовариантную технологическую схему очистки диффузионного сока и систему автоматизации, позволяющую отслеживать выход производственного процесса из стабильного состояния и выявлять причины этого выхода для поддержки принятия управляющих решений по его стабилизации.
