Стохастическая модель процесса гомогенизации молока с использованием цепи Маркова

Автор: Хвостов А.А., Сумина Р.С., Котов Г.И., Иванов А.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 1 (67), 2016 года.
Бесплатный доступ
В работе рассматривается способ разработки математической модели процесса гомогенизации молочных продуктов. При разработке математической модели использована теория цепей Маркова, причем в основу структуры модели положена цепь Маркова с дискретными состояниями и непрерывным параметром, за который принято давление гомогенизации. Машинная реализация модели осуществлена в среде структурного моделирования MathWorks Simulink™. Идентификация параметров модели осуществлялась путем минимизации среднеквадратичного отклонения расчетных данных от экспериментальных по каждой фракции жировой фазы молочных продуктов. В качестве набора экспериментальных данных были использованы результаты обработки микрофотоснимков распределения жировых шариков образцов цельного молока, которое подвергалось гомогенизации при разных давлениях. В качестве метода оптимизации был использован метод Pattern Search с алгоритмом поиска Latin Hypercube из библиотеки Global Optimization Тoolbox. Погрешность расчетов составила в среднем по всем фракциям 0,88 % (относительной доли единицы), максимальная относительная погрешность составила 3,7 % при давлении гомогенизации 30 МПа, что может быть обусловлено очень резким изменением свойств молока от первоначального по фракционному составу в начале процесса гомогенизации и отсутствием экспериментальных данных при давлениях гомогенизации ниже указанного значения. Предложенная математическая модель позволяет рассчитать профиль объемного или массового распределения жировой фазы (жировых шариков) в продукте в зависимости от давления гомогенизации и может быть использована в лабораторных и научных исследованиях состава молочных продуктов, а также при расчетах, проектировании и моделировании технологического оборудования предприятий молочной промышленности.
Молочные продукты, гомогенизация, цепи маркова, случайные процессы, массовое распределение
Короткий адрес: https://sciup.org/14040572
IDR: 14040572 | УДК: 637.073:534.2 | DOI: 10.20914/2310-1202-2016-1-39-44
Stochastic model of milk homogenization process using markov''S chain
The process of development of a mathematical model of the process of homogenization of dairy products is considered in the work. The theory of Markov's chains was used in the development of the mathematical model, Markov's chain with discrete states and continuous parameter for which the homogenisation pressure is taken, being the basis for the model structure. Machine realization of the model is implemented in the medium of structural modeling MathWorks Simulink™. Identification of the model parameters was carried out by minimizing the standard deviation calculated from the experimental data for each fraction of dairy products fat phase. As the set of experimental data processing results of the micrographic images of fat globules of whole milk samples distribution which were subjected to homogenization at different pressures were used. Pattern Search method was used as optimization method with the Latin Hypercube search algorithm from Global Optimization Тoolbox library. The accuracy of calculations averaged over all fractions of 0.88% (the relative share of units), the maximum relative error was 3.7% with the homogenization pressure of 30 MPa, which may be due to the very abrupt change in properties from the original milk in the particle size distribution at the beginning of the homogenization process and the lack of experimental data at homogenization pressures of below the specified value. The mathematical model proposed allows to calculate the profile of volume and mass distribution of the fat phase (fat globules) in the product, depending on the homogenization pressure and can be used in the laboratory and research of dairy products composition, as well as in the calculation, design and modeling of the process equipment of the dairy industry enterprises.
Текст научной статьи Стохастическая модель процесса гомогенизации молока с использованием цепи Маркова
DOI:
For cite
Процесс гомогенизации молока и жидких молочных продуктов используется для увеличения дисперсности жировой фазы, что позволяет исключить отстаивание жира во время хранения молока, замедляет окислительные процессы, дестабилизацию и подсбивание при интенсивном перемешивании и транспортировании. Под степенью гомогенизации понимают средний размер жировых шариков, степень устойчивой во времени однородности (гомогенности) в смысле отсутствия микроконцентрационных неоднородностей, образующихся при смешивании взаимно-нерастворимых веществ [1]. Также размер жировых шариков в сливках оказывает существенное влияние на процесс маслообразования и степень использования жира.
Для управления процессами гомогенизации молока необходимы математические модели процессов гомогенизации, которые связывают управляющие параметры с показателями качества процесса гомогенизации. В качестве управляющих параметров используются режимные параметры технологического процесса производства молока (расход, температура молока и т.д.) и конструктивные особенности оборудования (давление в гомогенизаторе, геометрия щелей гомогенизирующих головок и т.д.). Таким образом, использующиеся сегодня математические модели описывают связь гидродинамических режимов в зоне диспергирования со средней степенью гомогенизации на базе основных теорий диспергирования [2]. Эти модели дают возможность рассчитывать параметры оборудования, обеспечивающего оптимальные скорости потоков гомогенизируемой среды и соответствующих давлений в гомогенизаторах для достижения заданной степени гомогенизации [3, 4].
Не всегда связь между основными управляющими параметрами процесса гомогенизации и качеством осуществления этого процесса поддается корректной формализации. Иногда дополнительно требуется оценка массового или объемного распределения частиц в объёме исследуемой пробы, так как степень гомогенизации оценивает размер всех частиц в среднем и не всегда выявля- ет содержание малых концентраций крупных частиц в эмульсии, а также другие неоднородности.
В случае моделирования массового или объёмного распределения и сложной структуры связи с конструкцией один из возможных вариантов -использование стохастических моделей, основанных на предположении о вероятностях перехода жировых шариков из одной фракции в другую, характеризующихся некоторыми феноменологическими коэффициентами. В рамках таких моделей особый интерес представляют модели процесса на основе цепей Маркова [5]. Процесс гомогенизации в таком случае рассматривается как переход жировых шариков из одного состояния (нахождение в определенной фракции массового или объемного распределения) в другие (фракции, соответствующие меньшей массе или объему) .
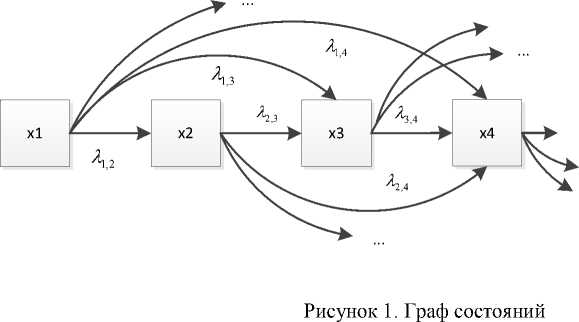
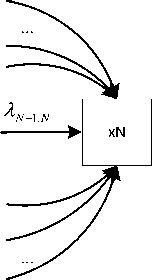
Исходя из сказанного, предлагается следующая модель процесса гомогенизации. Под действием внешних факторов система может переходить из одного состояния в другое. Система принимает состояния, которые ассоциируются с количеством жировых шариков, соответствующих определенной массовой или объемной фракции. Дискретное конечное множество состояний в соответствии с принятой шкалой описывается множеством состояний в виде сл еду ющего множества X = { x 1 ,x 2 ,...,x,,...,xN } , i = 1, N , где x -числовой диапазон количества жировых шариков в г -ой фракции.
При синтезе структуры модели приняты следующие допущения: процесс гомогенизации носит последовательный характер; интенсивность перехода из одного состояния в другое отражает интенсивность процесса гомогенизации и характеризуется величиной X ц , а скорость изменения вероятности обратного перехода равна нулю; процесс гомогенизации моделируется переходом из состояния Xi в X j , где j>i , при этом интенсивностью переходов X ,д пренебрегаем; состояние сист ем ы характеризуется вероятностью Р г , где i = 1, N , где N - количество фракций. При принятых допущениях граф состояний представлен на рисунке 1.
Таким образом, математическая модель процесса гомогенизации примет вид:
-
—1^ = - ( 1 + 1 + ... + 1 1, n + ... + 1 1, n ) P ( p ) ;
dp \ , , - , / dP-p-=1,2 P( p)- dp
-
- ( ^ 2,3 + Л 24 + ... + Я 2, n + ... + Я 2, n ) P ( p ) ;
dPdPp^ = 1 1, P ( p ) + 1 2, n P 2 ( p ) + ... + A ,- I, n P n - I ( p )
- ( 1 , n + 1 + 1 , n + 2 + ... + 1 , N ) P n ( p ) ;
-
dPdpp ) = 1 1, n P ( p ) + 1 2, n P 2 ( p ) + ... + A n , N P ( p ) + ...
+ 4 - 1, npn - 1 ( p ) ;
P ( 0 ) = P 0 , P 2 ( 0 ) = P 2,0 ,...,
P n ( 0 ) = P n ,0 ,..., P n ( 0 ) = P n ,0 ;
1,^ 0, i = 1 N , j = 1, N .
где p – давление гомогенизации.
Пусть плотности потоков 1 j постоянны, тогда, задаваясь матрицей интенсивностей прямых переходов λ и вероятностей состояний P :
Тогда решение получим в виде: N
P ( p ) = exp( p L ) = Z P k ■ exp( p ■ a k ) • P k , p > 0,(5) k = 1
где a k , p k - собственные числа и вектора матрицы L , а вк - строки обратной матрицы L - 1 .
Математическая модель реализована в интерактивной графической среде MathWorks Simulink™ [6]. Преобразование системы дифференциальных уравнений в структурную Simulink™ модель осуществлялось по методике, представленной в [7].
Для идентификации параметров модели использовались экспериментальные образцы молока, в которых изменение распределения жировых шариков осуществлялось гомогенизацией исходного образца на лабораторной установке гомогенизации научно-производственной лаборатории группы компаний «ЭФКО». Для исследований использовались давления 30, 60, 90, 120, 150, 180 МПа. Полученные после гомогенизации пробы исследовались с помощью цифрового микроскопа с увеличениями 100, 400, 600 крат. Параллельно делалось по 2 снимка, ввиду чего общее количество снимков составило 42 штуки. Пример микроснимка пробы молока представлен на рисунке 2.
С 1 , ]-
- Z 1 , k k = 2
A ,2
!1^ n
_ A , N
P 2
.
.
.
... 0
■ Z 1 2, k
1 2, n
1 2, N
.
.
.
... 0
.
.
.
...
...
...
,(2)
[ P i ] =
... P n
...
,
N
- Z 1
... 0
1 n , N
в матричном виде модель примет вид:
d P = L " P ,P| dp
\ p = 0 = P 0 ,
N
где Л = (Л 1 , Л 2,. .., л N ) T , Л i = Z 1 j = i + 1
, j ,
X = ( 1 , j ) , i = 1, N , j = 1, N , L = ( X - diag ( Л ))
-
генератор цепи Маркова.
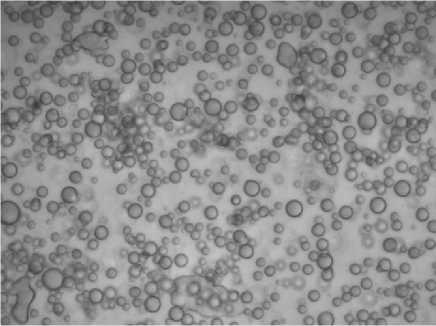
Рисунок 2. Микроснимок пробы молока
Для обработки микроснимков молока использовалось специальное программное обеспечение, которое для каждого снимка осуществляет последовательные преобразования с целью распознавания жировых шариков на снимках и расчет их геометрических параметров (площади), позволяющих рассчитать затем объем или массу, допуская сферическую форму шарика и соот(в3е)т-ствующую плотность [8, 9]. Распознанные на изображениях объекты классифицировались и распределялись по фракциям. Затем строились гистограммы распределения жировой фазы по площади проекции шарика на плоскость снимка, массе или объему. Результаты классификации по шести фракциям представлены в таблице 1.
Т а б л и ц а 1
Количество жировых шариков во фракциях
|
Номер фракции |
Фракция, площадь, мкм2 |
Негом. молоко |
30МПа |
60МПа |
90МПа |
120МПа |
150МПа |
180МПа |
|
P 6 |
3,5 : 79,5 |
306 |
656 |
1306 |
1441 |
2974 |
4195 |
3725 |
|
P 5 |
41,5 : 79,5 |
67 |
98 |
86 |
74 |
86 |
94 |
63 |
|
P 4 |
79,5 : 117,5 |
32 |
36 |
20 |
9 |
8 |
6 |
0 |
|
P 3 |
117,5 : 155,5 |
12 |
9 |
5 |
3 |
0 |
0 |
0 |
|
P 2 |
155,5 : 193,5 |
5 |
2 |
0 |
0 |
0 |
0 |
0 |
|
P 1 |
193,5 : 232 |
2 |
0 |
0 |
0 |
0 |
0 |
0 |
Для корректного использования аппарата сетей Маркова были нормированы, исходя из условия:
N
E p ( p ) = i, (6)
=1
где N – количество фракций.
Для этого необходимо введение дополнительного коэффициента нормировки kнорм , для каждого образца, обеспечивающего выполнение равенства (6):
норм N
E p (p)
= 1
Нормированные значения представлены в таблице 2.
на который умножаются значения таблицы 1
Нормированные доли шариков во фракциях
Т а б л и ц а 2
|
Номер фракции |
Фракция, площадь, мкм2 |
Негом. молоко |
30МПа |
60МПа |
90МПа |
120МПа |
150МПа |
180МПа |
|
P 6 |
3,5 : 79,5 |
0,721698 |
0,818976 |
0,921665 |
0,94368 |
0,969361 |
0,976717 |
0,983369 |
|
P 5 |
41,5 : 79,5 |
0,158019 |
0,122347 |
0,060692 |
0,048461 |
0,028031 |
0,021886 |
0,016631 |
|
P 4 |
79,5 : 117,5 |
0,075472 |
0,044944 |
0,014114 |
0,005894 |
0,002608 |
0,001397 |
0 |
|
P 3 |
117,5 : 155,5 |
0,028302 |
0,011236 |
0,003529 |
0,001965 |
0 |
0 |
0 |
|
P 2 |
155,5 : 193,5 |
0,011792 |
0,002497 |
0 |
0 |
0 |
0 |
0 |
|
P 1 |
193,5 : 232 |
0,004717 |
0 |
0 |
0 |
0 |
0 |
0 |
|
коэффициент нормировки |
0,002358 |
0,001248 |
0,000706 |
0,000655 |
0,000326 |
0,000233 |
0,000264 |
|
Для поиска значений параметров минимизировалось среднеквадратичное отклонение расчетных данных от экспериментальных по каждой фракции:
MN 2
5 = EE ( j P.) эксп - j P.) рас" ) —— min,(8) j = 1 . = 1
где M , N – количество фракций и точек контроля при заданном давлении гомогенизации соответственно.
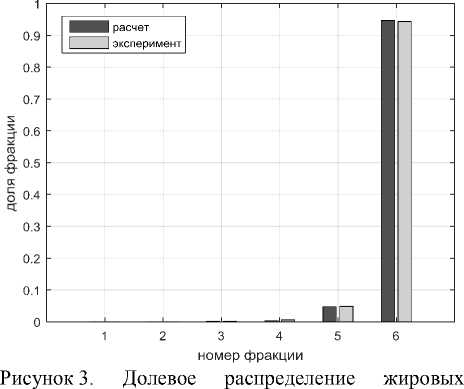
Для минимизации критерия (8) использовался метод оптимизации Pattern Search с методом поиска Latin Hypercube из библиотеки Global Optimization Toolbox MathWorks™. Результаты математического моделирования распределений представлены на рисунках 3, 4 и таблице 3. Погрешность расчетов составила в среднем по всем фракциям 0,88 % (относительной доли единицы), максимальная относительная погрешность составила 3,7% при давлении гомогенизации 30 МПа, что, видимо, обусловлено очень резким изменением свойств молока от первоначального по фракционному составу в начале процесса гомогенизации и отсутствием экспериментальных данных при давлениях гомогенизации ниже 30 МПа.
долевое распределение жировых шариков, 90 МПа
шариков, 90 МПа
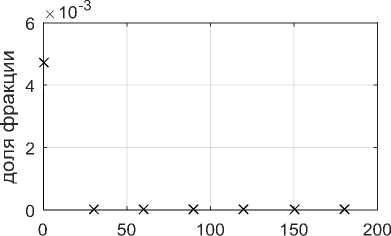
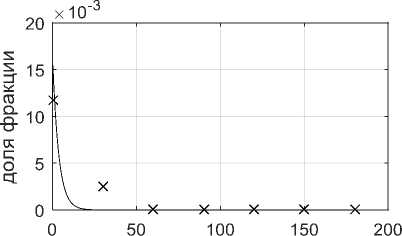
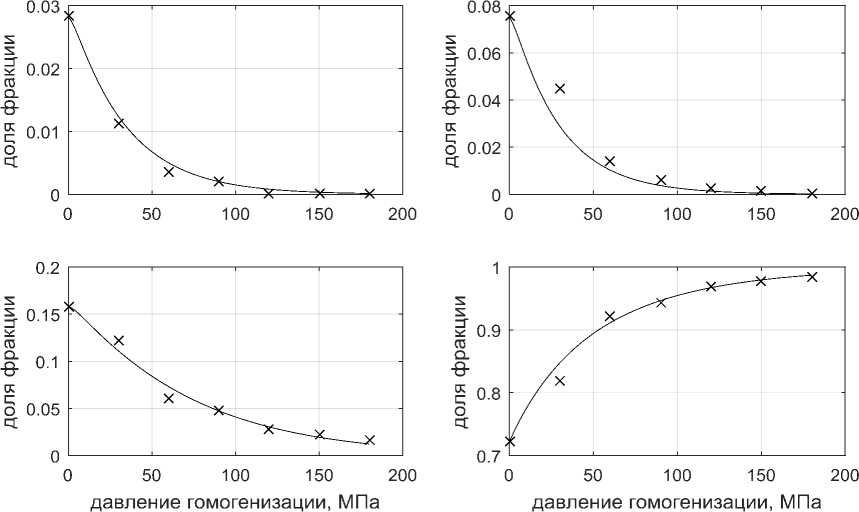
Рисунок 4. Результаты математического моделирования распределений
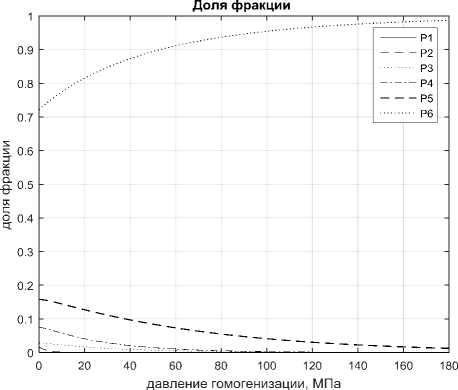
Рисунок 5. Р аспределение массовых долей фракций жировых шариков как функция давления гомогенизации
Т а б л и ц а 3
Параметры математической модели
|
Параметр |
Значение |
Параметр |
Значение |
|
λ 1,2 |
1,0486 ⋅ 107 |
λ 2,4 |
0,027566 |
|
λ 1,3 |
79,575 |
λ 3,4 |
0,013467 |
|
λ 1,4 |
1,9661 ⋅ 105 |
λ 1,5 |
0,051985 |
|
λ 2,3 |
0,036654 |
λ 1,6 |
0,00012538 |
|
λ 2,5 |
0,033678 |
λ 4,5 |
0,0026074 |
|
λ 2,6 |
0,042411 |
λ 4,6 |
0,039152 |
|
λ 3,5 |
0,012001 |
λ 5,6 |
0,013208 |
|
λ 3,6 |
0,0083473 |
Разработанная математическая модель позволяет оценить распределение массовых долей фракций жировых шариков как функцию давления гомогенизации (рисунок 5),
что дает более детальное представление о ходе процесса гомогенизации. При репрезентативном наборе экспериментальных данных параметры модели будут характеризовать интенсивность процесса разрушения конкретной фракции жировых шариков, что позволит более глубоко изучить особенность функцио- нирования технологического оборудования и проводить целенаправленное усовершенствование его конструкции и повышение его эффективности. Например, выяснить, как изменение конструктива влияет на разрушение каждой из фракций.
Список литературы Стохастическая модель процесса гомогенизации молока с использованием цепи Маркова
- Dairy Processing Handbook. Lausanne, Tetrapak, 2015.
- Нужин Е.В., Гладушняк А.К. Гомогенизация и гомогенизаторы. Одесса: Печатный дом, 2007.
- Петрачков Б. В. Разработка вихревого гомогенизатора на основе теоретических и экспериментальных исследований процесса низкотемпературной кавитационной гомогенизации: автореф. дисс. … канд. техн. наук. М., 2006.
- Орешина М.Н. Импульсное диспергирование многокомпонентных пищевых систем и его аппаратурная реализация: автореф. дисс. … д-ра техн. наук: 05.18.12. М., 2010.
- Вентцель Е.С. Исследование операций. Задачи, принципы, методология. М.: КНОРУС, 2013.
- Дьяконов В.П. MATLAB и Simulink для радиоинженеров. М.: ДМК Пресс, 2015.
- Martinez W.L., Martinez A.R. Computational Statistics Handbook with MATLAB®. New York, Chapman & Hall/CRC, 2002.
- Битюков В.К., Хвостов А.А., Ребриков Д.И., Мерзликин В.Е. Автоматизация обработки микрофотографий молочных продуктов с использованием ImageJ и Statistica//Вестник Воронежского государственного университета инженерных технологий. 2014. № 4 (62). С. 58-63.
- Хвостов А.А., Ребриков Д.И., Мерзликин В.Е. Идентификация массовых распределений жировой фазы в молоке с помощью универсальных распределений Пирсона//Вестник Воронежского государственного университета инженерных технологий. 2015. № 2 (64). С. 66-71.
