Створка металлической литейной формы (кокиля) сейминско-турбинского времени из Верхнего Прииртышья
 сейминско-турбинского времени из Верхнего Прииртышья")
Автор: Бородовский Андрей Павлович
Журнал: Археология, этнография и антропология Евразии @journal-aeae-ru
Рубрика: Эпоха палеометалла
Статья в выпуске: 3 т.46, 2018 года.
Бесплатный доступ
Целью публикации является введение в научный оборот уникальной находки - створки металлической формы (кокиль) для изготовления трех втульчатых наконечников дротиков эпохи развитой бронзы (сейминско-турбинского времени) из Верхнего Прииртышья. Во-первых, литье в металлические формы (кокили) относится к специальным способам, имеющим ограниченное распространение даже в настоящее время. Во-вторых, эта технология, появившись еще в эпоху палеометалла, была впоследствии утрачена на длительное время. В-третьих, наличие литья в кокили является определенным критерием прогрессивности и производительности бронзолитейного производства. Литниковая система створки металлической формы из Верхнего Прииртышья относится к типу ступенчатой заливки металла (сверху, снизу) и является створчатым кокилем с вертикальным разъемом. Технология литья металлических наконечников сохранялась в Евразии вплоть до раннего железного века. В ходе проведенных исследований установлено, что на территории юга Западной Сибири литье дротиков в металлических формах (кокилях) появилось достаточно рано и относится к эпохе развитой бронзы. Именно в эту эпоху бронзолитейное производство, представленное разнообразной литейной оснасткой (из металла, камня, глины и органических материалов) получает наиболее широкое распространение в Евразии. Вероятно, из Верхнего Прииртышья, включая Западный Алтай, на юг Западной Сибири распространялись исходные образцы литейных форм и изделий, которые на месте тиражировались в менее ценных и технологичных материалах (глина).
Верхнее прииртышье, сейминско-турбинское литейное производство, металлические литейные формы (кокили)
Короткий адрес: https://sciup.org/145145890
IDR: 145145890 | УДК: 903.05
A half of a metal bipartite mold of the Seima-Turbino period from the Upper Irtysh region
We describe a rare find-part of a Middle Bronze Age bipartite metal chill mold from the Upper Irtysh basin, used for casting three socketed javelin heads of the Seima-Turbino type. The use of metal molds (chill molds) for bronze casting is a sophisticated technique that is rather rare even at the present time. Having originated in the Bronze Age, it was subsequently abandoned for a long time. Chill molds indicate an advanced and efficient bronze casting. In terms of the gate system, the specimen is a hinged vertically split chill mold. In Eurasia, the technique of casting javelin heads in chill molds was practiced until the Early Iron Age. In Western Siberia, it originated no later than the Middle Bronze Age. At that time, bronze casting in molds made of metal, stone, clay, and organic materials was highly developed. Apparently, the Upper Irtysh basin, including western Altai, was the region from whence prototypical metal molds had spread and were subsequently replicated in less valuable and less technologically efficient materials such as clay.
Текст научной статьи Створка металлической литейной формы (кокиля) сейминско-турбинского времени из Верхнего Прииртышья
Материал, из которого сделана форма, определяет тот или иной способ литья. В эпоху бронзы существовало четыре основных способа: литье в каменную, глиняную или глиняно-земляную форму, литье по выплавляемой модели, а также с использованием металлических форм (кокилей). Кокиль (фр. coguille – «раковина, скорлупа») – разборная форма из металла, способная выдерживать целую серию заливок (от сотни до нескольких тысяч). Первые металлические формы появились уже в эпоху развитой бронзы. В различных регионах Евразии известны бронзовые формы для изготовления кельтов и топоров [Гришин, 1971, с. 11–14; Чернецов, Мошинская, Талицкая, 1953, с. 123–127; Соловьев, 2003, с. 40, рис. 33; Wang, Ottaway, 2004, р. 37]. Металлические литейные формы активно использовались и в раннем железном веке, но исключительно для отливки наконечников стрел предскифских и скифских типов VIII–IV вв. до н.э. (рис. 1). Такие предметы най- дены в разных регионах Евразии, но основное их количество – на территории лесостепной Украины*.
В археологической литературе до сих пор продолжается дискуссия о функциональном назначении металлических форм. Существуют две точки зрения. Одни исследователи считают, что такие формы были собственно кокилями, т.е. в них непосредственно заливали металл, по мнению других, они использовались как пресс-формы для получения восковых отливок [Wang, Ottaway, 2004, р. 37]. В середине прошлого века при публикации Новочеркасского клада (лесостепная Украина) А.А. Иессен предположил, что створка бронзовой литейной формы (кокиля) из него (рис. 1, 1 ) предназначалась для отливки наконечников стрел или же их восковых моделей [1953, с. 50]. В то же время Л. Ундервуд, анализируя целую литейную форму из Мосула (Северный Ирак) (рис. 2), пришел к выводу, что она является пресс-формой для изготовления восковых моделей наконечников стрел [Underwood, 1958, р. 17–22]. Эту точку зрения после-

Рис. 1. Кокили для отливки наконечников стрел эпохи раннего железа из лесостепной Украины.
1 – створка литейной формы из Новочеркасского клада; 2 – деталь сложносоставной формы из западного укрепления Бельского городища.

Рис. 2. Кокиль из Мосула (Северный Ирак).
1 – детали формы; 2 – форма в сборе.
довательно и категорично оспаривал Б.А. Шрамко: «Предположение Л. Ундервуда о том, что хорошая сохранность мосульской формы объясняется использованием ее лишь для получения промежуточных восковых моделей наконечников стрел, трудно признать убедительным. Для изготовления бронзовых наконечников эти модели не нужны. Отливка в литейной форме (кокили) восковых моделей ничем не могла улучшить процесс изготовления бронзовых наконечников в данной форме, сделать рентабельной ее использование» [2002, с. 165].
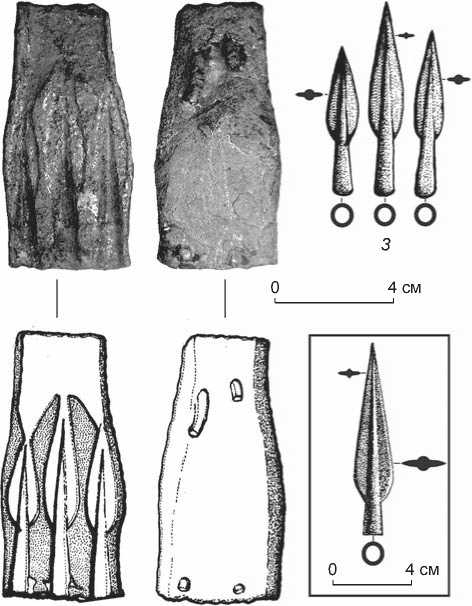
За Уралом к числу таких немногочисленных артефактов кроме кокилей с Иткульского городища (Челябинская обл., Верхнеуфалейский р-н, д. Даутово, северный берег оз. Ит-куль) [Бельтикова, 1993, с. 54, рис. 6; 7, 1–13 ] относится створка металлической формы для трех наконечников из Верхнего Прииртышья (рис. 3 , 1, 2 ).
В целом в эпоху металла развитие кокильного литья в Евразии было дискретно. После эпохи раннего же-
Рис. 3. Створка металлической формы (кокиль) из Верхнего Прииртышья ( 1, 2 ), рисунки оттисков наконечников по этой форме ( 3 ) и бронзовый наконечник с памятника Сопка-2 в Барабинской лесостепи ( 4 ) [Молодин, 1985, с. 59, рис. 28, 1 ].
леза эта технология была утрачена на длительное время и возродилась только в XVII столетии [Магницкий, Пирайнен, 1996, с. 8].
Описание находки
Со став металла створки определялся методом элементного анализа на электронном микроскопе Hitachi ТМ 3000 с энергодисперсионной приставкой Brucer Quantax 70 (оператор М.М. Игнатов). Замеры производились на одном из нижних (укороченном) литников и на внутренней поверхности литейной формы (см. таблицу , соответственно образцы 1 и 2). На участке литника, не покрытом окислами, содержание меди составляло до 65,47 %, а на внутренней поверхности формы с обильными окислами, а также черными пятнами и вкраплениями какого-то вещества – всего лишь 42,21 %. Учитывая эти данные, можно заключить, что предмет был изготовлен преимущественно из медного сплава, который до сих пор используется для производства кокилей [Иванов, Карпенко, 1999, с. 182].
Размеры створки литейной формы из Верхнего Прииртышья 9 × 4 × 3 см, толщина стенок от 2 до 4 мм, масса 119,5 г. Соответственно, масса полного комплекта деталей литейной оснастки должна была составлять 239 г. Следует подчеркнуть, что на створке кокиля сохранились признаки ее отливки – четыре
Результаты энергодисперсионного анализа состава металла
|
Химический элемент |
Образец 1 |
Образец 2 |
|
Cu |
65,47 |
42,21 |
|
C |
5,53 |
24,18 |
|
O |
6,44 |
21,06 |
|
Si |
0 |
4,4 |
|
S |
1,5 |
2,6 |
|
Sn |
6,96 |
2,16 |
|
Ca |
0 |
1,36 |
|
Al |
0 |
0,74 |
|
Fe |
0 |
0,37 |
|
Cl |
14,09 |
0,36 |
|
Ph |
0 |
0,33 |
|
Mg |
0 |
0,24 |
питателя (литника) на внешней стороне. Судя по их расположению, при изготовлении створки заливка металла велась с противоположной стороны относительно устья самого кокиля, которое использовалось впоследствии для отливки серии наконечников. Литники внизу створки были срублены почти полностью, а вверху частично сохранились (рис. 3, 2 ). Расположение этих о статков питателей позволяет определить тип литниковой системы металлической формы из Верхнего Прииртышья. Оно характерно для заливки через несколько (четыре) самостоятельных литников [Магницкий, Пирайнен, 1996, с. 109, рис. 4, 12 , е ].
Поскольку на рабочей поверхности формы отсутствуют специальные штифты и углубления для них, необходимые для тщательного совмещения створок при заливке металла в кокиль, возможно, их функцию выполняли четыре выступающие наружу стержня-литника, оставшиеся от предшествующей технологической операции (отливки формы). Присутствие этих элементов на внешней поверхности кокиля не подразумевало наличие специальной зажимной обоймы для рабочей стяжки формы. Такая деталь имеется в литейном комплекте из Мосула (см. рис. 2).
Литниковая система верхнеиртышской кокильной полуформы для отливки наконечников представлена литниковой чашей размером 2,7 × 2,5 × 0,8 см, от которой отходят три стояка для распределения металла в каждую из трех формообразующих поло- стей (см. рис. 3, 1). Литейные стержни для получения втульчатых насадов наконечников располагались в нижней части кокиля. Они, очевидно, были неподвижно закреплены в специальном поддоне-ванночке, как и на форме из Мосула (см. рис. 2). Величина литейных (запирательных) стержней верхнеиртышского кокиля для отливки наконечников различных размеров должна была составлять от 5,0 до 5,5 см.
В целом створка кокиля из Верхнего Прииртышья по своим конструктивным особенностям имеет определенное сходство с раннескифскими металлическими формами для отливки наконечников стрел из Новочеркасского клада и Мосула, датируемыми не позднее первой трети I тыс. до н.э.
Обсуждение
Кокиль обычно состоит из двух полуформ, которые фиксируются штырями (фиксаторами) (см. рис. 1) и перед заливкой металла закрепляются замками. На створке металлической формы из Верхнего Прииртышья эти приспособления, вероятно, вследствие ее архаизма, еще отсутствуют (см. рис. 3, 1 ). Более поздние (раннескифского и скифского времени) кокили, известные на Северных Балканах, в Греции, Северном Причерноморье, лесостепной Украине, Северном Ираке и на Южном Урале, уже имеют такую деталь, необходимую для жесткой фиксации створок форм [Woolley, 1921, р. 89; Иессен, 1953, с. 50, рис. 1, 7; Зеленин, 2011, с. 231–232; Шрамко, 2002, с. 163, рис. 1, 2; Штітельман, 1947, с. 161, рис. 1, 4; Фурманська, 1958, с. 42, табл. 1, 6; Robinson, 1941, р. 410–411, tabl. CXXVI, 2139; Romsauer, 2004, S. 401, Tabl. I, 1 ].
При отливке втульчатых наконечников внутри створок кокиля должен располагаться литейный (запирательный) стержень. В скифское время (вторая треть I тыс. до н.э.) в Северном Причерноморье, лесостепной Украине и на Южном Урале известна целая серия металлических стержней для индивидуальной отливки наконечников [Штітельман, 1947, с. 161, рис. 1, 1; Мурзин и др., 1997, с. 11, рис. 11, 1, 8; Оль-говський, 2011, с. 137, рис. 54, 4, с. 149, рис. 62; Фур-манська, 1958, с. 43, табл. I, 5; Крутилов, 2006]. В этой связи следует подчеркнуть, что если в материалах раннего железного века представлены в основном отдельные формы с одним запирательным стержнем, то для эпохи развитой бронзы (на примере створки кокиля из Верхнего Прииртышья) можно констатировать наличие нескольких литейных стержней, жестко закрепленных на специальном поддоне-ванночке. Позднее такая деталь представлена на металлических формах раннескифского времени из Новочеркасского клада и Мосула (см. рис. 1, 1; 2). Следует подчеркнуть, что эта конструктивная особенность кокиля является его отличительным признаком, по сравнению с металлическими формами для литья по восковым моделям наконечников стрел скифской эпохи. Попутно необходимо заметить, что металлические (медные) литейные стержни (сердечники) использовались с каменными литейными формами. Например, как это представлено в материалах Иткульского городища на Южном Урале [Бельтикова, 1993, с. 54]. Расположение ряда литейных (запирательных) стержней внизу кокилей из Верхнего Прииртышья и Мосула свидетельствует о заливке металла в форму под действием силы тяжести. В современных условиях, при литье в кокиль под давлением, литейный стержень располагается в верхней части формы.
Еще одним свидетельством использования металлических форм как кокилей является наличие антипригарного покрытия на внутренних поверхностях. Оно предохраняет от резкого термического удара при заливке металла и схватывания отливки с формой. Кроме того, при литье в металлическую (бронзовую или медную) форму скорость кристаллизации сплава очень значительная. В качестве антипригарного материала могли использовать, например, сажу или тальк. Ранее все каменные литейные формы обязательно покрывали таким материалом. Наличие темного, возможно, антипригарного покрытия зафиксировано на бронзовой двустворчатой форме для отливки скифских наконечников из Симферополя в Крыму [Зеленин, 2011, с. 231–232].
Для защиты кокиля от резкого воздействия высокой температуры при заливке металла необходимо огнеупорное покрытие. Этот защитный слой также предохраняет рабочую поверхность формы от оплавления и схватывания с отливкой. В современных условиях в состав огнеупорного покрытия, предназначенного для медных сплавов, входит графитовый порошок, смешанный с вареным маслом или его заменителями [Магницкий, Пирайнен, 1996, с. 192]. Толщина этого слоя во многом определяет скорость охлаждения отливки внутри кокиля. Оттиск, сделанный моделировочной резиной с рабочей поверхности металлической литейной створки из Верхнего Прииртышья, позволил установить наличие на ней черно-серого порошкообразного вещества, которое, возможно, являлось огнеупорным покрытием. Энергодисперсионный анализ этого вещества показал, что в его состав из органогенных химических элементов входит фосфор (0,33 %). Для нанесения такого огнеупорного покрытия в современных условиях кокиль необходимо разогреть до 150–280 °C. В дальнейшем его еще раз нагревают до рабочей температуры, зависящей от состава заливаемого сплава, толщины стенок отливки и ее размеров.
В зависимости от конфигурации отливаемых изделий кокили могут быть цельными (неразъемные) и разъемными. Последние подразделяются на створ- чатые и с параллельным разъемом створок. Разъемные металлические формы применяются для литья сложных изделий, которые имеют части, затрудняющие удаление отливки из кокиля путем вытряхивания [Зотов, 1988, с. 271, рис. 142, б]. Исходя из этих конструктивных и функциональных принципов кокиль из Верхнего Прииртышья можно отнести к створчатым с вертикальным разъемом. В верхней части формы располагалась достаточно большая литейная емкость. Ее объем явно связан с необходимостью заливки значительного количества жидкого металла, предназначавшегося для изготовления нескольких наконечников. Следует обратить внимание и на саму форму створки кокиля из Верхнего Прииртышья. Кокили для индивидуальной отливки наконечников раннескифского и скифского времени имеют совершенно другие очертания. Наиболее ранние литейные формы этой эпохи цилиндрические. Далее наряду с ними появляются бутылочные и постепенно наблюдается переход к коническим.
При литье в кокиль металл охлаждается быстрее, чем в формах из других материалов, поэтому питатели его литниковой системы делают значительно большими в сечении [Там же, с. 272]. Однако для кокиля из Верхнего Прииртышья такая особенность не характерна. У него литники, как и на створке из Новочеркасского клада, непосредственно совмещены с втулками будущих отливок наконечников. Возможно, такая морфологическая особенность рельефной и значительно выступающей за поверхность пера втулки во многом была обусловлена технологией литейного производства, а не только соображениями жесткости конструкции предмета. Следует еще заметить, что высокая скорость охлаждения металла в кокиле способствует получению плотных отливок с мелкозернистой структурой. Это существенно повышает прочность и пластичность металла полученных изделий. Такие механические качества крайне важны для наконечников. Указанные технологические особенности лишний раз свидетельствуют об их неразрывной связи с типологическими характеристиками готовых изделий.
Прогрессивность кокильного литья в эпоху развитой бронзы подтверждается целым рядом известных из современной практики преимуществ кокилей по сравнению с литейной оснасткой из других материалов, включая камень и глину [Там же, с. 27; Иванов, Карпенко, 1999, с. 180, 182; Магницкий, Пирай-нен, 1996, с. 190]. Во-первых, это бóльшая прочность металлической формы, позволяющая более тщательно прорабатывать ее рабочую поверхность. Во-вторых, литье в кокиль дает возможность достигать более высокого качества отливок. В-третьих, оно позволяет добиваться существенно лучших для традиционного литейного производства результатов в массовости продукции, поскольку благодаря высокой теплопроводности металлической формы отливка в ней быстрее затвердевает, что повышает скорость и производительность литейного процесса. В-четвертых, при кокильном литье требуется минимальная механическая обработка поверхностей готовой отливки. Наряду с этим следует указать и недостатки использования кокилей в литейном производстве. К ним относятся дороговизна и трудоемкость изготовления, плохая заполняемость тонкостенных отливок, возможность возникновения трещин на готовых изделиях [Зотов, 1988, с. 271; Иванов, Карпенко, 1999, с. 180; Магницкий, Пирай-нен, 1996, с. 191]. Однако для технологии и масштабов литейного производства эпохи развитой бронзы преимущества использования кокилей для тиражирования металлических наконечников явно были более значительными по сравнению с их недостатками. Тем более что кокильное литье по своей производственной сути является трудо- и материалосберегающей эффективной технологией. Сложность изготовления и высокая стоимость кокилей во многом определяют ее эффективность только в серийном, массовом производстве отливок. Наконечники для такой производственной деятельности являются идеальным объектом.
Конфигурация рабочих полостей кокиля из Верхнего Прииртышья достаточно информативна для культурно-хронологической атрибуции как самой формы, так и возможных отливок (см. рис. 3, 3 ). Оттиск с рабочей поверхности створки позволил получить модели трех втульчатых наконечников различного размера. Длина изделий варьирует от 6 до 7 см, ширина пера – от 1,0 до 1,2 при ширине втулки 0,9 см. Массивность этих предметов позволяет атрибутировать их как наконечники дротиков. Керамическая форма для отливки подобного наконечника (см. рис. 3, 4 ) известна среди сопроводительного инвентаря одного из кротов-ских погребений (кург. 14, погр. 2) некрополя Сопка-2 в лесостепном Обь-Иртышском междуречье [Моло-дин, 1985, с. 59, рис. 28, 1 ]. По морфологии эти изделия близки к наконечникам копий сейминско-турбинского облика [Там же, с. 60]. Такое масштабированное воспроизводство общей формы и пропорций последних в наконечниках дротиков может быть связано с определенным приоритетом метательных орудий эпохи развитой бронзы над стрелковым вооружением (луком).
Конструктивно все наконечники, отливавшиеся в литейной форме из Верхнего Прииртышья, втульча-того типа. В этой связи следует отметить, что к востоку от Волги, включая лесостепное и степное Обь-Иртышское междуречье, в эпоху поздней бронзы наряду с втульчатыми были распространены еще черешковые [Там же, с. 125, рис. 63, 5; Бородовский, Софейков, Колонцов, 2002], тогда как в Северном Причерноморье в раннескифское время бытовали исключительно втульчатые. Очевидно, это связано с технологическим фактором. Он обусловлен особенностями конструкции литейных форм. В отличие от втульчатых изделий, черешковые отливались в формах без литейных стержней (сердечников).
Особое внимание следует обратить на явно разные размеры наконечников дротиков, производимых одномоментно в кокиле из Верхнего Прииртышья (см. рис. 3, 3 ), что противоречит умозрительным типологическим построениям об их возможном изменении на протяжении определенного времени. С одной стороны, бóльшая величина центральной полости в сравнении с двумя боковыми вполне могла быть обусловлена исключительно технологическими особенностями. Расположенная под самым центром литейной чаши, она, возможно, выполняла функции центрального стояка, поглощая основную массу металла в ходе начала его заливки. С другой стороны, отсутствие различий в размерах наконечников, отливавшихся в кокиле из Новочеркасского клада (см. рис. 1, 1 ), позволяет предположить в случае с литейной формой из Верхнего Прииртышья намеренное изготовление изделий с различными характеристиками и, следовательно, синхронность бытования таких вещей.
Заключение
В рамках реконструкции процесса развития технологии и организации литейного дела в среднем бронзовом веке на территории юга Западной Сибири и сопредельных регионов нахождение ранних металлических форм (кокилей) имеет очень важное значение. Прежде всего потому, что постепенное формирование технологии литья ремесленного уровня началось именно в середине II тыс. до н.э. [Магницкий, Пирайнен, 1996, с. 4]. Технологическим признаком качественных изменений является появление и распространение такой специализированной и более производительной литейной оснастки, как многоразовые металлические формы (кокили) [Зотов, 1988, с. 270]. Литье в кокиль – наиболее эффективный способ. Металлические литейные формы, безусловно, являются для эпохи развитой бронзы революционным технологическим новшеством. Очевидно, что появление кокилей для отливки наконечников стрел в полной мере отвечало потребности в серийном производстве таких изделий в условиях повышения мобильности населения и конфликтности взаимоотношений древних коллективов.
Следует подчеркнуть, что литье в металлическую форму всегда относилось к специальным видам литейных технологий [Там же; Магницкий, Пирайнен, 1996, с. 182]. Даже в современных условиях оно оптимально для изготовления широко распространенных изделий. Тогда как для художественных отливок кокильное литье является не только малоперспективным [Магницкий, Пирайнен, 1996, с. 182], но и слишком прогрессивным [Зотов, 1988, с. 270]. Судя по створке кокиля, найденной в Верхнем Прииртышье, эта передовая технологическая традиция появилась на юге Западной Сибири и ряде сопредельных территорий уже в эпоху развитой бронзы. Именно тогда складывались основные предпосылки массового тиражирования металлических изделий, включая предметы вооружения, и базовые принципы производственной специализации, получавшие отражение в литейной оснастке.
Однако такая связь на археологическом уровне представлена далеко не всегда так однозначно. Например, только в Ольвии литейная кокильная оснастка связана с производственными комплексами. В частности, из таких объектов происходят два стержня из Западного теменоса. Один найден в заполнении ямы 33 вместе с обломками льячек, сопел и затычек для них, кусками бронзолитейного, силикатного шлака и бракованными изделиями [Крутилов, 2006, c. 213]. В ботросе 12 кроме запирательного стержня находились фрагменты литейных тиглей, 79 обломков литников и большое количество бронзового шлака [Там же, с. 214]. А вот значительная коллекция фрагментов кокилей с обширной площади (более 4 875 га) Бельского городища происходит из разных частей этого грандиозного памятника, и реальный контекст их обнаружения, к сожалению, неизвестен. Более того, целый ряд подобных находок напрямую не связан с поселениями, например, створки металлических литейных форм из Новочеркасского клада и «клад» литейщика из окрестностей Бельского городища [Зеленин, 2010, с. 207, 208].
Необходимо подчеркнуть, что в погребениях эпохи развитой бронзы лесостепного Обь-Иртышского междуречья в сопроводительном инвентаре с признаками «производственной специализации» [Моло-дин, 1985, с. 58, 59] наиболее эффективные металлические формы (кокили) пока не обнаружены. Данный факт можно интерпретировать как еще один аргумент в пользу «вторичности» бронзолитейного производства на юге Западной Сибири во II тыс. до н.э. по сравнению с более южными сопредельными территориями, в т.ч. Верхним Прииртышьем. Очевидно, этот регион являлся одним из ключевых в плане проникновения на север образцов наиболее совершенной литейной оснастки, необходимой для массового тиражирования изделий, которые в местных условиях отливались в единичных экземплярах преимущественно в более доступных глиняных формах.
Относительно обстоятельств обнаружения створки кокиля из Верхнего Прииртышья следует заметить, что подавляющее большинство всех известных на данный момент металлических литейных форм для изготовления раннескифских и скифских наконечников стрел из лесостепной Украины – случайные находки. На юге Западной Сибири в некоторых случаях это касается и глиняных литейных форм сейминско-турбинского времени (Умна-6) [Бородовский, 1999].
Случайно сть обнаружения створки кокиля из Верхнего Прииртышья не умаляет исторического значения этого важного предмета. Прежде всего потому, что кокильное литье во все времена являлось не только исключительно специализированным литейным процессом, но и достаточно редким по своему территориальному распространению [Зотов, 1988, с. 270]. Кроме того, появившись в Евразии еще в эпоху па-леометалла, оно было полностью утрачено на длительный период. Поэтому любые факты нахождения ранних кокилей крайне интересны и важны для реконструкции дискретности процесса развития древнего евразийского литейного дела. Более того, это один из надежных критериев технологического уровня бронзолитейного производства определенной эпохи. Не менее важно и то, что сложность и дороговизна кокилей тесно связана с производственной специализацией и профессиональным оборудованием в рамках транскультурного сейминско-турбинского феномена. Энергодисперсионный анализ состава металла, из которого была изготовлена створка металлической формы из Верхнего Прииртышья, выявил наличие олова (от 2,16 до 6,96 %), что вполне соответствует рецептуре самусько-сейминских бронз. В целом такая литейная оснастка для своего времени была уникальна и достаточно редка. Об этом красноречиво свидетельствует немногочисленность подобных находок, относящихся к эпохе бронзы на территории Евразии.
Исследование выполнено за счет гранта Российского научного фонда (проект № 14-50-00036). Благодарю М. Драган, И. Толочко и А. Дедюлькину за возможность получения фотографий литейных форм из Новочеркасского клада и Бельского городища.
Список литературы Створка металлической литейной формы (кокиля) сейминско-турбинского времени из Верхнего Прииртышья
- Бельтикова Г.В. Литейные формы иткульского очага металлургии (VII-III вв. до н.э.) // Знания и навыки уральского населения в древности и средневековье. - Екатеринбург: Наука, 1993. - С. 38-75.
- Бородовский А.П. Исследования в Новосибирском Приобье и на нижней Катуни // АО 1997 года. - М.: Эдиториал УРСС, 1999. - С. 261-262.
- Бородовский А.П., Софейков О.В., Колонцов С.В. Материалы эпохи поздней бронзы из северной Кулунды (Карасукский район Новосибирской области) // Северная Евразия в эпоху бронзы: пространство, время, культура. - Барнаул: Изд-во Алт. гос. ун-та, 2002. - С. 14-16.
- Гришин Ю.С. Металлические изделия Сибири эпохи энеолита и бронзы. - М.: Наука, 1971. - 89 с., 19 л. ил., карт. - (САИ; вып. В3-12).
- Зеленин Ю. Новые формы для отливки наконечников стрел скифского типа, найденные на территории Украины в 2009 г. // Домонгол: Альманах древней культуры и искусства. - 2010. - № 1. - С. 207-211.
