Теоретический анализ процесса плющения зерна и зерновой смеси на вальцово-ленточной плющилке

Автор: Патрин П.А., Рудаков Д.С.
Журнал: Вестник Омского государственного аграрного университета @vestnik-omgau
Рубрика: Агроинженерия
Статья в выпуске: 4 (60), 2025 года.
Бесплатный доступ
Рассматривается процесс плющения зерновой смеси злаковых и бобовых культур. Это обусловлено необходимостью обеспечить сбалансированное питание сельскохозяйственных животных. В состав смесей входят различные виды зерна, которые дополняют друг друга по отсутствующим элементам, повышая переваримость и полноту использования питательных веществ. Также зерновые смеси могут быть обогащены добавками, такими как витамины, минералы и пробиотики, это делает их более полезными. Наиболее рациональным способом подготовки зерновой массы для скармливания является плющение: позволяет разрушить структуру крахмальных зерен, обеспечивая прямой доступ пищеварительных ферментов желудочно-кишечного тракта к питательным веществам зерновки. Проведен теоретический анализ существующих плющилок, показавший неспособность плющения зерновой смеси злаковых и бобовых культур. Определены ключевые параметры процесса плющения зерновой массы с разной фракционной структурой зерновой смеси. На основе этих параметров создана конструкция вальцово-ленточной плющилки, предназначенной для плющения зерновых смесей с различными размерными характеристиками компонентов. Проведен теоретической анализ процесса плющения зерновой смеси на предложенной вальцово-ленточной плющилке. В ходе этого анализа определены силы, воздействующие на нижнюю ветвь наклонного транспортера. Это давления зерновой массы на ленту р(х) и силы со стороны ленты (Р1.1, Р1.2, Р1.3, Р2.1, Р2.2, Р2.3 ... Р1n, Р2n, и РВ), которые были выражены через одну силу Р. Установлена связь между силовым воздействием Р транспортерной ленты, распределением давления зерновой массы р(х) и величиной ее деформации Δh. Получены формулы, позволяющие определить давление транспортерной ленты Р, деформации зерновой массы Δh и давления зерновой массы р(х).
Зерновая смесь, плющение зерна, условия захвата, деформация зерна, вальцово-ленточная плющилка
Короткий адрес: https://sciup.org/142246733
IDR: 142246733 | УДК: 636.085.7
Theoretical analysis of the flattener grain process and grain mixture on a roller-tape flattener
The article examines the process of flattening a grain mixture of cereals and legumes. This is due to the need of ensuring a balanced diet for farm animals. The mixtures include various types of grain that complement each other in terms of missing elements, which increases digestibility and completeness of nutrient use. Also, grain mixtures can be enriched with additives such as vitamins, minerals and probiotics, which makes them more useful for animals. The most rational way to prepare the cereal mass for feeding is flattening, which allows you to destroy the structure of starch grains, providing direct access of digestive enzymes in the gastrointestinal tract to the nutrients of the cereal. A theoretical analysis was carried out, which showed the impossibility of flattening the grain mixture of cereals and legumes on existing flattener. Key parameters of the process of flattening grain mass with different grain mixture fractional structure were determined. Based on these parameters, a roller - tape flattener was designed to flatten grain mixtures with different size characteristics of the components. Theoretical analysis of the grain mixture flattening on the proposed roller - tape flattener was carried out. The flattening process analysis determined the forces acting on the lower run of the inclined conveyor. The grain weight pressure on the tape р (x) and forces from a tape (P1.1, P1.2, P1.3, P2.1, P2.2, P2.3... P1n, P2n, and PB) were expressed through a single force P. A connection was established between the force P of the conveyor belt, the pressure distribution of the grain mass p(x) and the value of its deformation Δh. Formulas were obtained to determine the pressure of the conveyor belt P, the deformation of the grain mass Δh and the pressure of the grain mass p(x).
Текст научной статьи Теоретический анализ процесса плющения зерна и зерновой смеси на вальцово-ленточной плющилке
Зерновые и бобовые культуры являются основным источником энергии для животных, поэтому их доля в комбикорме – 70%. В связи с этим подготовка зерна к употреблению должна быть не только направлена на повышение его усвояемости, но и соответствовать требованиям физиологического процесса переваривания кормов в рубце жвачных животных [1].
Научные исследования свидетельствуют: в наибольшей степени этим требованиям отвечает технология подготовки смесей зерна зерновых и бобовых культур, предусматривающая увлажнение, пропаривание и плющение зерновой смеси [2; 3].
Хотя эксперты отмечают положительные стороны этой технологии, они считают, что ее широкое применение сдерживается из-за отсутствия в стране собственного оборудования для обработки зерновой массы.
Объясняется это следующим. Двухвальцовые плющилки способны готовить качественный корм только на калиброванном по размеру зерне влажностью до 25%. В двухступенчатых плющилках влажный материал, налипая на чистик, скапливается в межступенчатой зоне, нарушая процесс плющения, а в плющилках с внутренним контактом рабочих органов и дисковых из-за сложности их конструкции процесс очистки затруднен [4–8].
Материалы и методы
В процессе плющения зерна, за счет сжатия вальцами зерновки, происходит разрушение структуры крахмальных зерен, при этом сохраняется целостность хлопьев. Главный фактор, влияющий на эти процессы и структуру хлопьев – влажность исходного зерна.
Таким образом, процесс плющения зерна стоит рассматривать как процесс уплотнения и оценивать показателем степени плющения λ, определяющим качества готового продукта.
где h 1 – исходная толщина зерновки, мм;
h 2 – конечная толщина зерновки, мм.
Производительность и надежность процесса плющения зерна определяется способностью вальцов затягивать материал в зону плющения. Этот показатель характеризуется углом защемления χ .
Изображенный на рис. 1 угол замещения формируется касательными линиями, проведенными через точки контакта материала с поверхностями двух рабочих вальцов, перпендикулярно их радиусам.
Во время плющения материала с диаметром d рабочие вальцы прижимают его, создавая в точках контакта силы нормального давления, обозначенные как P. Угол приложения этих сил, перпендикулярных поверхности материала, равен углу захвата α
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
= (рис. 1), который образуется между радиусом рабочего вальца и осью, проходящей через центры О и О 1 вальцов. Сила P может быть разложена на две составляющие: силу Pcos α, направленную вдоль оси вальцов, и силу Psin α, выталкивающую материал от вальцов [9].
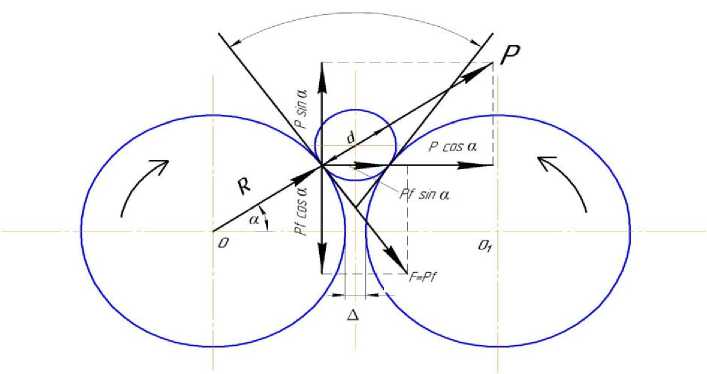
Рис. 1. Схема сил, действующих на материал в рабочей зоне вальцов: χ – угол защемления; Р – сила нормального давления; F – сила трения; Psinα – выталкивающая сила; Pfcosα – втягивающая сила; Δ – рабочий зазор; α – угол захвата; R – радиус рабочих вальцов; d – диаметр материала; О – О 1 – центральные точки вальцов
В точке приложения силы P действует сила трения F = Pf. Направлена сила трения F перпендикулярно силе P и может быть разложена на две составляющие: силу Pf sin α – направленную вдоль направления оси, проходящей через центры О и О 1 вальцов; силу Pf cos α – направленную перпендикулярно оси, проходящей через центры О и О 1 , вызывая втягивание материала. Для работы пары вальцов необходимо обеспечить защемление и удержание материала между рабочими органами. Это выполняется при условии [10]:
χ ≤ 2φ, (2) где φ – угол трения между обрабатываемым материалом и рабочей поверхностью вальцов.
Для обеспечения надлежащего выполнения условий данного процесса требуется повышение коэффициента трения. На вальцах это достигают нанесением насечек или рифлей на поверхность. Однако в ходе практического плющения влажного зерна установлено, что происходит забивание насечек и рифлей зерновой массой, приводя к нарушению процесса плющения.
Угол защемления для вальцов с внешним контактом рабочих поверхностей можно рассчитать по выражению, полученному С.Ф. Колесниковым [11]:
(2К+Д)2
2{R+r3)
= arccos
где R – радиус вальцов, м;
Δ – рабочий зазор между вальцами, м;
r з – радиус зерновки, м.
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
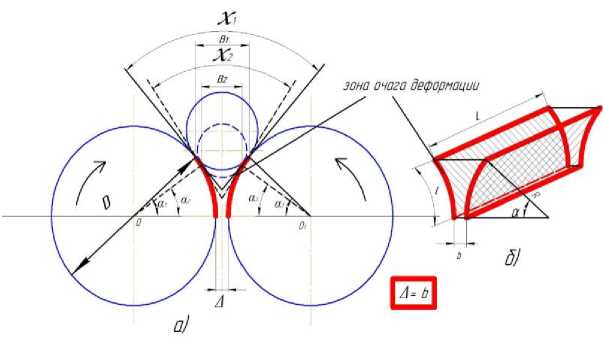
Рис. 2. Схема влияние размера частиц продукта, радиуса вальцов, зазора между вальцами на угол защемления: χ – угол защемления; Δ – рабочий зазор; В – исходный размер зерновки; b – размер получаемого продукта; α - угол захвата; l - длина рабочего пути; L – рабочая ширина вальцов; D – диаметр вальцов; R – радиус рабочих вальцов
Из уравнения (3) и рис. 2 видно, что на величину угла защемления влияют размер частиц продукта В, радиус вальцов R, зазор между вальцами Δ и углом трения φ. Зависимость между которыми можно выразить через расстояние между центрами вальцов (рис. 2, а):
00г = Rcosa + Rcosa +B=R+R+A, (4)
откуда
2Rcosa + В = 2R + A.
Из этого уравнения находим радиус вальцов:
R = .
2(l-cosa)
Выразив из уравнения (6) абсолютную деформацию (B – b), получим:
В — b = D(1 — cosa).
Из анализа уравнения (7) следует вывод: степень абсолютной деформации материала напрямую зависит от размера вальцов и угла захвата.
Согласно зоотехническим требованиям для достижения оптимального разрушения зерен крахмала конечный продукт должен иметь размер от 0,4 до 0,8 мм. Отсюда следует, что вальцы с одинаковым диаметром при одном зазоре способны эффективно плющить только зерно, выравненное по размеру.
Исследованиями установлено, что повышение производительности двух вальцовых плющилок может быть достигнуто посредством увеличения рабочего зазора между вальцами и их диаметром. Однако исследования А.М. Андрианова [12] демонстрируют, что увеличение диаметра вальцов в три раза приводит к двукратному росту пропускной способности. Вместе с тем, при изменении диаметра вальцов с 150 до 440 мм энергозатраты процесса возрастают в среднем на 5–20%. Увеличение энергоемкости процесса плющения при увеличении диаметра объясняется увеличением массы вальцов и распорных усилий в межвальцовом зазоре за счет увеличения объема обрабатываемого материала в рабочей зоне.
Увеличение зазора между вальцами обеспечивает стабильный процесс затягивания материала в рабочую зону за счет уменьшения угла защемления при неизменном коэффициенте трения. Однако такое изменение приводит к снижению
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
абсолютной деформации зерна и соответственно ухудшению качества готового продукта.
Также из рис. 2, б видно, диаметр рабочих вальцов определяет путь l и площадь зоны деформации, которые проходят зерновки обрабатываемого материала в межвальцовом пространстве. Их величина определяет интенсивность процесса плющения. Рабочий путь для вальцов с одинаковым размером можно найти по формуле [13]:
I = J(B^R. (8)
По рис. 2, б: зона деформации на вальцовых плющилках характеризуется малым отрезком рабочего пути l и кратковременным воздействием на зерновку. Это приводит к ударному характеру деформации. У зерновок с повышенной влажностью при этом наблюдается отслоение эндосперма от оболочки, способствуя прилипанию зерновок к вальцам и нарушению целостности получаемых хлопьев.
Увеличение площади деформации и времени контакта зерна с поверхностью вальцов в вальцовых плющилках может быть достигнуто за счёт повышения диаметров рабочих вальцов. Однако, как было отмечено ранее, чрезмерное увеличение диаметра приводит к росту металлоёмкости плющилки и энергозатрат процесса плющения, при этом существенного прироста производительности не наблюдается.
Процесс ориентации зерновки относительно зазора и ее затягивания зависит от скорости зерновки, поступающей в рабочую зону. Если эта скорость отличается от линейной скорости вальцов, зерно некоторое время проскальзывает по поверхности вальцов и величина затягивающей силы близка к минимальной, это снижает пропускную способность плющилки и увеличивает энергоемкость процесса. Поэтому скорость подачи материала должна соответствовать линейной скорости рабочих органов.
Анализ работы вальцовых плющилок показал, что они неэффективны для обработки зерновой смеси с широким спектром размеров фракций.
В связи с этим на кафедре МЖ и ПСХП Новосибирского ГАУ разработана и запатентована вальцово-ленточная плющилка [14].
Рабочие бальцы
Рис. 3. Конструктивно-технологическая схема вальцово-ленточной плющилки
На рис. 3 представлена схема вальцово-ленточной плющилки, которая включает два ленточных транспортера, два рабочих вальца и пару натяжных роликов.
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
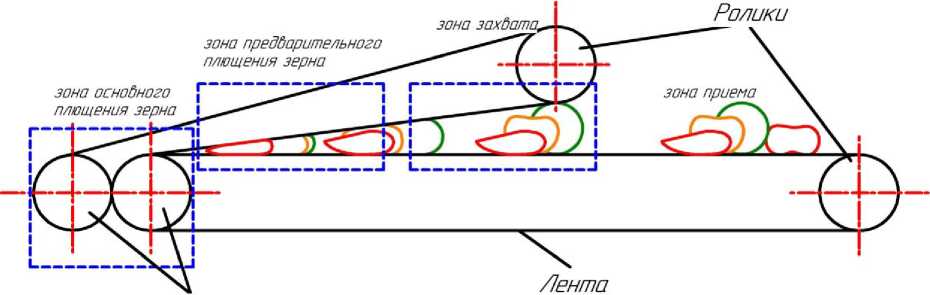
Вальцово-ленточной плющилка работает следующим образом: исходный материал из бункера подается на ленту нижнего транспортера, попадая в зону приема. Здесь материал подготавливается к захвату: зерновки, ускоряясь, выравнивают свое движение и достигают скорости, соответствующей скорости ленты.
Далее в процессе дифференцированного захвата зерен с разным размером происходит эффективный захват рабочим органом и перемещает их в направлении движения.
Следующим этапом в зоне предварительного плющения (рис. 4) смесь подвергается защемлению, которое усиливается по мере ее движения по ленте. В процессе предварительного плющения осуществляется выравнивание частиц по толщине, обеспечивая рациональное заключительное плющение. После этого происходит выход готового продукта [10].
тих.
Рабочие вальцы
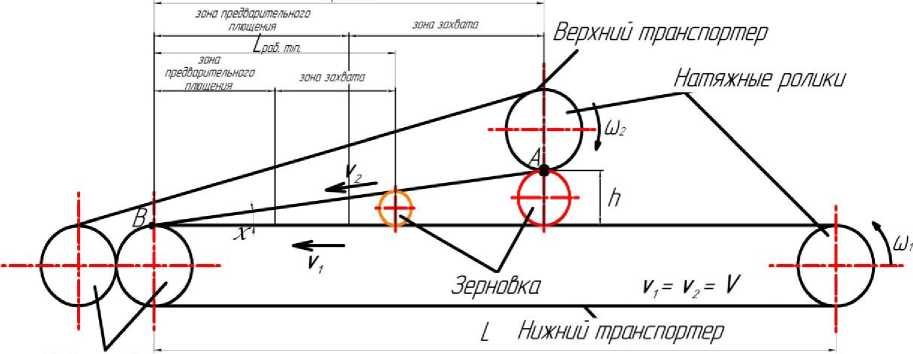
Рис. 4. Конструктивная схема вальцово-ленточной плющилки: χ – угол защемления; v – скорость ленты; h – высота слоя материала; L pаб.max. , L pаб.min. – максимальная и минимальная рабочая длина
На рис. 4 продемонстрировано дифференцированное плющение в зависимости от величины зерен в смеси. Каждое зерно обладает собственным диапазоном рабочих длин L pаб . Таким образом, размер зерновки может заменяться от наибольшего размера зерновки – L pаб.max до наименьшего – L pаб.min . Для изучения плющения целесообразно анализировать зерна одного размера.
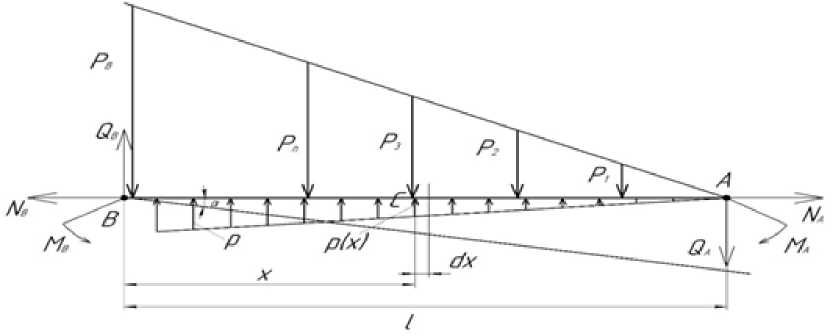
Рассмотрим процесс плющения зерновой массы на вальцово-ленточной плющилке, начиная с момента её подачи в точку А и заканчивая её продвижением в точку В (рис. 4). Зерновая масса, образующая непрерывный слой высотой h , поступает на горизонтальный транспортер 1 и движется со скоростью V (V = v 1 = v 2 ) . Угол наклона транспортера к горизонтальному транспортеру обозначен как χ (для удобства расчетов χ = α) и называется углом защемления (рис. 5). Высота расположения точки А на наклонном транспортере от верхней ветви горизонтального транспортера равна слою подаваемого материала h . Вдоль наклонной ветви AB транспортера действует давление сжатого зерна р , создающее силу, вызывающую вращение ветви вокруг точки A по часовой стрелкой. Однако повороту препятствуют силы, возникающие при сжатии зерна, передаваемые лентой Р . Для изучения деформации зерна мы будем рассматривать установившееся равновесие нижней ветви транспортера на отрезке АВ .
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
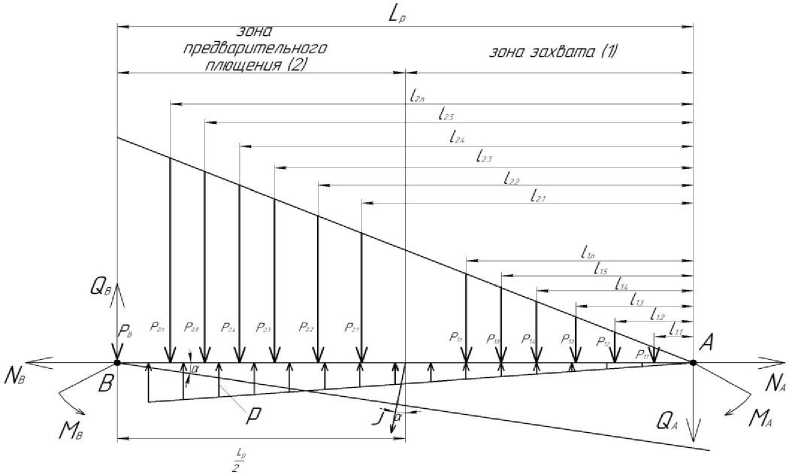
Рис. 5. Силы, действующие на участке АВ: Р – сила, действующая со стороны рабочей ленты;
N – продольная сила; Q – поперечная сила; М – изгибающий момент; J – вес рабочей ленты; р – давление зерновой массы на рабочую ленту; L р – длина рабочей зоны
На участке АВ , в зоне захвата, натяжение ленты создает равные по величине силы (Р 1.1 , Р 1.2 , Р 1.3, … Р 1.n ), расположенные с равными интервалами между ними (см. рис. 5):
Ll = , (9)
где l 1.1 – расстояние первой точки до точки А;
l 1.n – расстояние n-й точки до точки А;
n – количество точек.
Согласно нашим предположениям величина силы Р , действующая в каждой точке, увеличивается по мере удаления от начальной точки, т. е. сила в каждой точке равна произведению расстояния от этой точки до первой точки и начальной силы Р :
|
Р 1.1 = Р; |
(10) |
|
Р 1.2 = 2∙Р 1.1 = 2∙Р; |
(11) |
|
Р 1.3 = 3∙Р 1.1 = 3∙Р; |
(12) |
|
Р 1.4 = 4∙Р 1.1 = 4∙Р; |
(13) |
|
Р 1.5 = 5∙Р 1.1 = 5∙Р; |
(14) |
|
Р 1.n = n∙Р 1.1 = n∙Р. |
(15) |
Этот принцип применим как к области захвата, так и к зоне предварительного плющения.
Предположим, что сила, приложенная в точке В (самой левой), имеет ту же силу, что и силы, уже рассмотренные ранее. В этом случае мы найдем ее величину, используя соотношение:
Из формулы (16) следует, что:
PB = P2.n^. (17)
Vestnik of Omsk SAU, 2025, no. 4 (60)
AGROENGINEERING
Учитывая (15), формула (17) получает вид:
РБ ="2^P
Следовательно, через одну силу Р возможно выразить все остальные силы (Р 1.1 , Р 1.2 , Р 1.3 , Р 2.1 , Р 2.2 , Р 2.3 , ... Р 1n , Р 2n , и Р В ) и в дальнейшем не делить на зоны, а рассматривать один рабочий участок АВ (рис. 6). Данный подход существенно упрощает последующие вычисления.
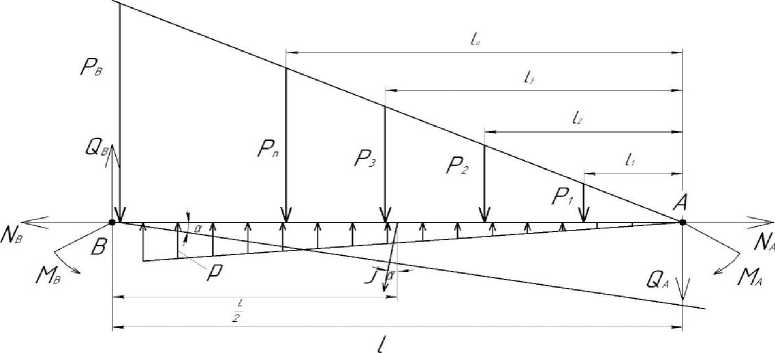
Рис. 6. Силы зерновой массы, действующие на участке АВ
Тогда величина давления, с которой зерновая масса воздействует на отрезок АВ , устанавливается посредством определения координаты точки С , которая располагается на этом отрезке (рис. 7), т.е. :
p = p(x),(O Рис. 7. Силы зерновой массы, действующие на участке АВ Таким образом, как было сказано ранее, на отрезке ленты АВ в результате взаимодействия всех сил участок находится в состоянии устойчивого равновесия. После анализа участка АВ в условиях равновесия получили равенство (20), определяющее зависимость между силой Р, приложенной в первой точке (а тем самым и во всех остальных точках), и давлением р(х) кормовой массы на ленту транспортера Vestnik of Omsk SAU, 2025, no. 4 (60) AGROENGINEERING где b – ширина ленты; k1 – коэффициент, определяющий зависимости давления от степени сжатия; ε(х) – величина степени сжатия в точке х. Результаты исследований После проведения необходимых математических вычислений были определены показатели: – давление транспортерной ленты Р на материал p = ll^bk^^ (n+l)(2n+1)^+6^ г ■ где k1 – коэффициент, определяющий пропорциональность степени сжатия зерновой массы в зависимости от увеличения деформации; – деформации зерновой массы Δh в конечной точке В ((п+1)(2п+1)#+6-п-/2Ур+67Нп Ah В = 2 ,(22) " 2bk1k2l%ln ’ – давление зерновой массы р(х) на транспортерную ленту в конечной точке В P(^) = PF = ^1 ' ^2 ' Д^В.(23) Выводы Проведенные теоретические исследования вальцовых плющилок позволили установить их неэффективность для обработки зерновой смеси с широким варьированием размеров фракций зерна. На основе этих же исследований были определены ключевые параметры процесса плющения зерновой массы с разной фракционной структурой зерновой смеси. Затем на их основе создана и защищена патентом конструкция вальцово-ленточной плющилки с основными рабочими зонами плющения влажной зернобобовой смеси, обладающая рациональными характеристиками. В результате теоретического анализа работы вальцово-ленточной плющилки для зерновой смеси установлена полная совокупность сил, действующих на нижнюю ветвь наклонного транспортера. Таких, как Р и р(х), силы, оказываемые лентой на зерновую массу, и силы, оказываемые зерновой массы, на ленту. Установлена связь между силовым воздействием Р транспортерной ленты, распределением давления зерновой массы р(х) и величиной ее деформации Δh. Получены формулы, позволяющие определить давление транспортерной ленты Р, деформации зерновой массы Δh и давление зерновой массы р(х). Проведенное теоретическое исследование позволили обосновать с теоретической точки зрения параметры конструкции вальцово-ленточной плющилки.