Улавливающее действие СОЖ при шлифовании и оценка его эффективности

Автор: Василенко Ольга Аркадьевна, Тюхта Антон Владимирович, Василенко Юрий Валерьевич
Рубрика: Технология
Статья в выпуске: 4 т.16, 2016 года.
Бесплатный доступ
Последние годы в нашей стране и за рубежом ведутся активные научные исследования, направленные на совершенствование способов подачи смазочно-охлаждающей технологической жидкости (СОЖ) и применение различных видов энергетического воздействия на нее. Особенности применения СОЖ при абразивной обработке связаны со спецификой конструкции инструмента, режимами и способом обработки. Основными действиями СОЖ являются: смазочное, охлаждающее, моющее, диспергирующее и антикоррозионное. На сегодня известно более 2000 различных способов подачи СОЖ. После их систематизации было выделено 30 основных способов, значительное число их разновидностей и комбинаций. В статье рассмотрены заградительный, комбинированный и новый комбинированный способы подачи СОЖ. Заградительный способ, предназначенный для борьбы с факелом отходов, направленно движущимся из зоны резания и являющимся основным источником загрязнений в рабочей зоне, оказался недостаточно эффективным в реализации основных функций СОЖ. Вследствие этого был разработан комбинированный способ подачи СОЖ, который включал в себя наиболее эффективные способы подачи из известных, например, свободно падающей струей и в среде СОЖ. В результате опытной эксплуатации у данного метода был выявлен ряд недостатков, таких как повышенный расход СОЖ и электроэнергии, низкая эффективность при шлифовании пространственных деталей. Для устранения этих недостатков был разработан новый комбинированный метод. По результатам экспериментов СОЖ, подающаяся данным методом, эффективно выполняла свои основные функции, кроме того проявляла улавливающее действие, которое заключается в снижении концентрации вредных веществ в рабочей зоне оператора станка.
Плоское шлифование, комбинированная подача сож, функции сож, улавливание отходов, экологичность обработки
Короткий адрес: https://sciup.org/147151736
IDR: 147151736 | УДК: 621.92 | DOI: 10.14529/engin160407
Estimation of efficiency of catches coolant in grinding
The last years in our country are also abroad conducted the active scientific research directed to enhancement methods of supply the liquid lubricant-coolant (LLC) and application of different types energy impact on it. Features of application LLC case of abrasive handling are connected with specifics design of the tool, the modes and handling method. The main actions of LLC: lubricant, cooling, washing, dispersing and anticorrosive. For today more than 2000 various methods of giving LLC known. Systematizing them, 30 main methods, considerable number of their versions and combinations were allocated. In article the protecting, combined and new combined-giving methods of the lubricant cooling technological liquidare considered. The protecting method intended for fight against a torch of waste it is directed by the main source of pollution moving from a zone of cutting and being in the working area, there was insufficiently effective in implementation of the main functions LLC. In the investigation of it the combined method of giving LLC which included the most effective methods of giving from known, for example, for freely falling stream and among the lubricant cooling technological liquidwas developed. As a result of trial operation at this method a number of shortcomings, such as a heavy consumption LLC the electric power, low efficiency was revealed when grinding spatial details. The new combined method was deve¬loped for elimination of these shortcomings. By results of experiments LLC moving by this method effectively performed the main functions, besides showed the catching action which consists in decrease density of harmful substances in the working area of the machine operator.
Текст научной статьи Улавливающее действие СОЖ при шлифовании и оценка его эффективности
Последние годы в нашей стране и за рубежом ведутся активные научные исследования, направленные на совершенствование способов подачи смазочно-охлаждающей технологической жидкости (СОЖ) и применение различных видов энергетического воздействия на нее [1–5]. Особенности применения СОЖ при абразивной обработке связаны со спецификой конструкции инструмента [6], режимами и способом обработки [7–11]. Основными действиями СОЖ являются: смазочное, охлаждающее, моющее, диспергирующее и антикоррозионное [12–14]. На сегодня известно более 2000 различных способов подачи СОЖ. После их систематизации было выделено 30 основных способов, значительное число их разновидностей и комбинаций [15].
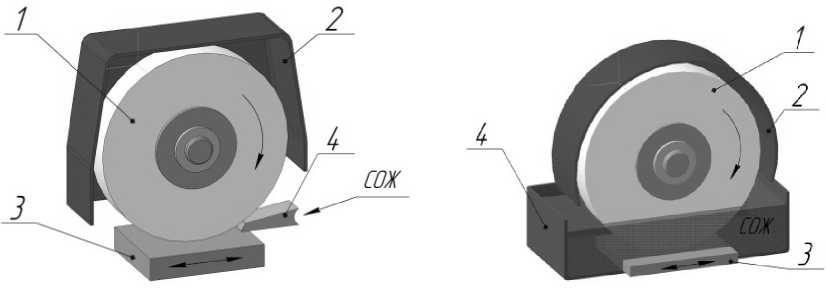
Рис. 1. Устройство заградительного способа подачи СОЖ: 1 – круг шлифовальный; 2 – защитный кожух;
3 – заготовка; 4 – сопло; 5 – струя СОЖ; 6 – факел отходов шлифования
В 2002 году был разработан новый основной способ подачи СОЖ – заградительный, предназначенный для борьбы с факелом отходов, направленно движущимся из зоны резания и являющимся основным источником загрязнений в рабочей зоне шлифовщика (рис. 1) [14, 16].
В соответствии с ГОСТ 12.1.005–88 под рабочей зоной понимается пространство, ограниченное по высоте 2 м над уровнем пола или площадки, на которой находится место постоянного (более 50 % рабочего времени или более 2 ч непрерывно) пребывания работающего.
В заградительном способе подачи СОЖ улавливанию факела шлифования отводится основное значение, что достигается посредством вертикального расположения сопла для подачи СОЖ за зоной обработки так, что на пути факела создается заградительная штор а из жидкости, обеспечивающая его эффективное улавливание [16, 17].
Однако при заградительном способе не обеспечивается эффективная реализация СОЖ своих известных действий, что создало предпосылки к разработке в 2012 году комбин и рованного способа подачи СОЖ с применением заградительного способа. Методом анализа иерархий был проведен анализ основных способов подачи СОЖ и выявлены способы, пр и которых технологическая жидкость наиболее эффективно реализует свои функции: свободно падающей струей, напорной струей, гидроаэродинамический, в среде СОЖ. Наиболее значимые из них: свободно падающей струей, в среде СОЖ [17], (рис. 2), которы е легли в основу нового комбин и рованного способа подачи СОЖ [18] (рис. 3).
а) б)
Рис. 2. Наиболее значимые способы подачи СОЖ при плоском шлифовании: а – поливом; б – шлифование в среде СОЖ; 1 – шлифовальный круг; 2 – защитный кожух;
3 – заготовка; 4 – сопло для подачи СОЖ
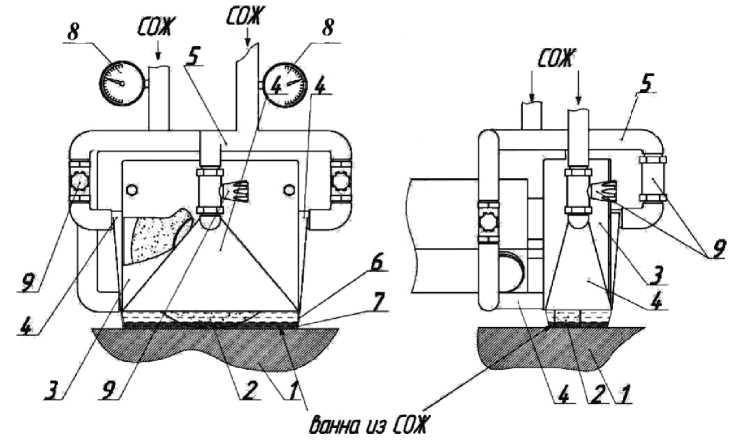
Рис. 3. Устройство комбинированной подачи СОЖ: 1 – деталь; 2 – шлифовальный круг; 3 – защитный кожух; 4 – сопла; 5 – трубопровод; 6 – штора из СОЖ; 7 – ванна из СОЖ; 8 – манометры; 9 – вентили
Сущность способа заключалась в том, что зона обработки по периметру полностью окружается шторами из СОЖ, а за счет наклона этих штор в зоне резания создавалась ванна из технологической жидкости. Вследствие этого, весь шлам, вылетающий из зоны резания, полностью гаранти- рованно улавливается защитными шторами из СОЖ, а в самой зоне резания создается ванна из технологической жидкости. Уловленные частицы шлама смываются в систему очистки СОЖ станка.
Как показала опытная эксплуатация, данное устро й ство имеет ряд недостатков [17, 19]:
– повышенный расход СОЖ;
– низкая эффективность при шлифовании пространственных деталей;
– повышенные энергозатраты системы подачи СОЖ станка.
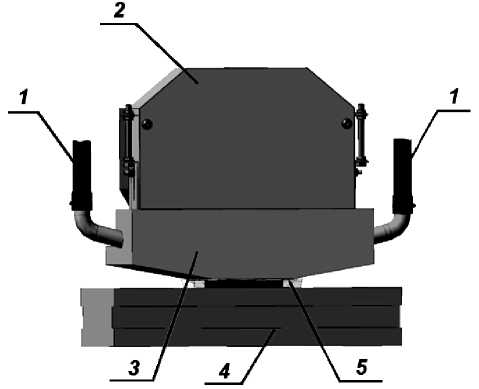
Рис. 4. Новое устройство комбинированной подачи СОЖ при плоском шлифовании периферией круга: 1 – трубопровод; 2 – кожух станка; 3 – устройство комбинированной подачи СОЖ; 4 – стол магнитный;
5 – штора из СОЖ
С целью ликвидации указанных недостатков в 2014 году дан н ый способ доработан с учетом применени я гидроаэродинами-ческого способа подачи СОЖ и разработано н о вое устройство комбинированной подачи С О Ж (рис. 4). Устройст в о представляет собой моноблок, крепящийся к защитному к о жуху 2 станка, к нему присоединяются трубопроводы 1, обеспечивающие подачу С О Ж. Сама жидкость образует заградительный контур 5, меньшего перим е тра, чем в предшествующем устройстве [20] .
В нижней части устройство снабжено рядом нерегулируемых сопел 1–7, спозиционированных, как показано на рис. 5, за счет которых, вокруг зоны резания формируется сплошная заградительная штора из СОЖ, улавливающая все отходы шлифования и пары СОЖ. За счет комбинации не менее 6 основных способов подачи (поливом в зону обработки, поливом вне зоны обработ- ки на периферию круга и на заготовку, шлифование в среде СОЖ, гидроаэродинамический, заградительный) нейтрализуется негативное влияние периферийных воздушных потоков на действие СОЖ, а при контакте круга с заготовкой мгновенно в зоне резания формируется проточная динамическая пространственная ванна из технологической жидкости.
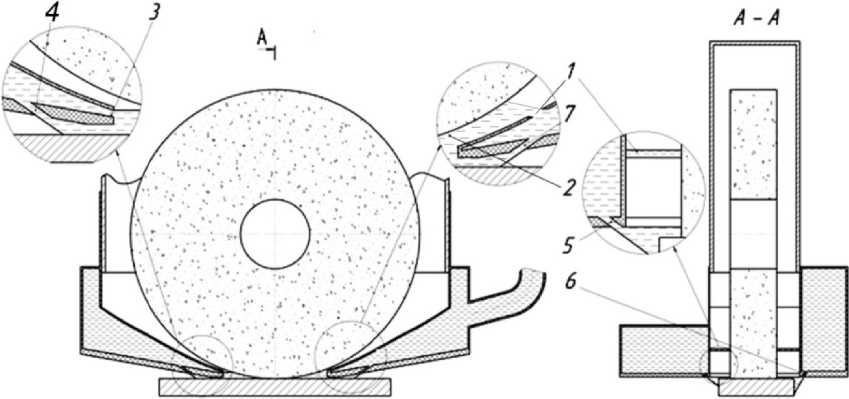
Рис. 5. Конструктивные особенности нового устройства комбинированной подачи СОЖ: 1 – сопло тыльное; 2 – сопло конструктивное; 3 – сопло фронтальное; 4 – 7 – сопла контурные
Устройство снабжено винтами 1 (рис. 6), обеспеч и вающими регулировку положения устройства при износе или правке шлифовального круга.
Общеизвестно, что шлифование сопровождается пылевыделением, ин т енсивност ь которого зависит от обрабатываемого материала, используемого абразивного инструмента и техники подачи СОЖ.
Пыль при шлифовании представляет собой аэродисперсную систему, в которой дисперсионной средой является воздух рабочей зоны, а в дисперсную фазу входят взвешенные твердые частицы обрабатываемого материала, абразива и связки шлифовального к руга, а также распыленная СОЖ.
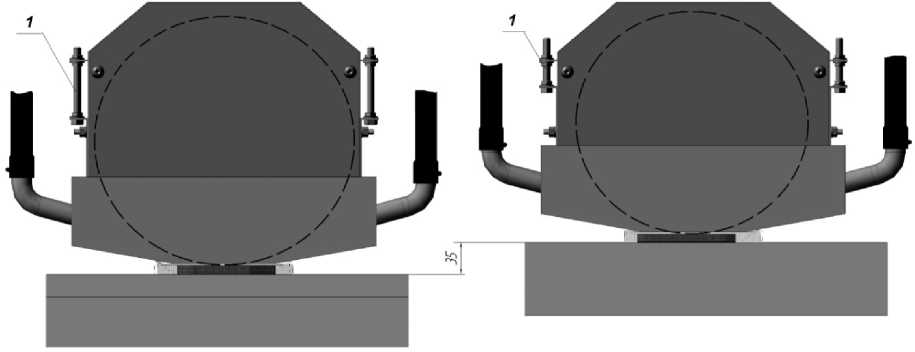
Рис. 6. Регулировка нового устройства комбинированной подачи СОЖ по высоте
При работе шлифовального станка пыли выделя е тся до 30 г/ч на 1 кВт мощности д исперсностью от 0,1 до 200 мкм. Благодаря сравнительно быстрому оседанию кру п ных пыле в ых частиц (от 10 мкм и более), в воздухе производственных помещений преобладают пылевые частицы до 10 мкм, причем 70–90 % из них составляют частицы размером до 5 мкм.
Одним из самых распространенных опасных ве щ еств, выделяющихся при шлифовании, является диоксид кремния (SiO 2 ), поступающий из зоны резания в виде аэрозолей дезин т еграции и конденсации и составляющий до 70 % от общей массы пыли. Диоксид кремния относится к 3 классу опасности, его ПДК в рабочей зоне состав л яет 2 мг/м3 [21].
На основании развития техники подачи СОЖ, возможно говорить о выделении нового функционального действия (свойства) СОЖ – улавливающего, которое заключается в снижении концентрации вредных веществ в рабочей зоне оператора станка за счет нейтрализации факела отходов шлифования и аэрозолей дезинтеграции и конденсации из зоны резания путем их физическо- го улавливания и отвода технологической жидкостью.
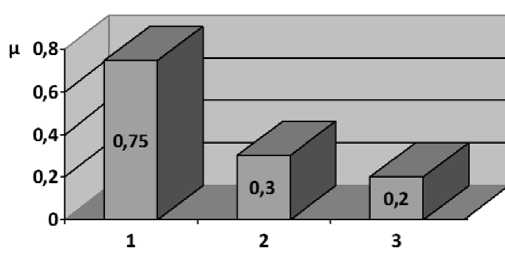
Рис. 7. Оценка улавливающего действия СОЖ для разработанных способов: 1 – заградительный; 2 – комбинированный; 3 – новый комбинированный (прогнозируемое значение)
Численно улавливающее дей с твие СОЖ возможно оценить че р ез безразмерный коэффициент улавливания µ по формуле:
К ц = ,
ПДК где К – концентрация вредных выбросов в рабочей зоне, мг/м3; ПДК – предельно допустимая концентрация вредного вещества в рабочей зоне, мг/м3.
Улавливающее действие СОЖ можно считать удовлетворительным при значении коэффициента ц < 1 и чем меньше это значение, тем эффективнее улавливающее действие СОЖ. Следует учитывать, что интенсивное попадание раскаленных отходов из зоны резания в СОЖ интенсифицирует ее испарение и нагрев, способно резко изменить ее состав и структуру [12, 13], поэтому в каждом конкретном случае процесс улавливания требует взвешенного подхода.
Результаты испытаний рассмотренных способов подачи СОЖ представлены на рис. 7. Анализируя полученные данные можно сделать вывод, что наиболее эффективным, с точки зрения улавливания и нейтрализации факела отходов шлифования и аэрозолей дезинтеграции и конденсации из зоны резания, является устройство доработанного, с учетом применения гидроаэроди-намического, комбинированного способа подачи СОЖ [14, 22].
Список литературы Улавливающее действие СОЖ при шлифовании и оценка его эффективности
- Madanchi, N. Cutting Fluid Drag-out and Exhaust Air in Grinding Processes: Influence on the Eco-efficiency/N. Madanchi, M. Winter, C. Herrmann//Procedia CIRP. -2015. -Vol. 29. -P. 329-334.
- Grinding temperature and energy ratio coefficient in MQL grinding of high-temperature nickel-base alloy by using different vegetable oils as base oil/B. Li, C. Li, Y. Zhang et al.//Chinese Journal of Aeronautics. -2016. -Vol. 29. -P. 1084-1095.
- Winter, M. Eco-efficiency of alternative and conventional cutting fluids in external cylindrical grinding/M. Winter, C. Herrmann//Procedia CIRP. -2014. -Vol. 15. -P. 68-73.
- Specific grinding energy and surface roughness of nanoparticle jet minimum quantity lubrication in grinding/D. Zhang, C. Li, D. Jia et al.//Chinese Journal of Aeronautics. -2015. -Vol. 28. -№ 2. -P. 570-581.
- Vesali, A. Study on Hydrodynamic Pressure in Grinding Contact Zone Considering Grinding Parameters and Grinding Wheel Specifications/A. Vesali, T. Tawakoli//Procedia CIRP. -2014. -Vol. 14. -P. 13-18.
- Kozlov A.M. Modeling a cylindrical surface machined by a non-circular face tool/A.M. Kozlov, A.A. Kozlov, Yu. V. Vasilenko//Procedia Engineering. -2016. -Vol. 150. -P. 1081-1088 DOI: 10.1016/j.proeng.2016.07.218
- Reddy, P.P. Effect of Cryogenic Cooling on Spindle Power and G-ratio in Grinding of Hardened Bearing Steel/P.P. Reddy, A. Ghosh//Procedia Materials Science. -2014. -Vol. 5. -P. 2622-2628.
- Investigation of hydrodynamic pressure in high-speed precision grinding/C.H. Li, W. Mao, Y.L. Hou, Y.C. Ding//Procedia Engineering. -2011. -Vol. 15. -P. 2809-2813.
- Suppression of the inflection pattern in ultraprecision grinding through the minimization of the hydrodynamic force using a toothed wheel/Y. Hwang, G.H. Kim, Y.-B. Kim et al.//International Journal of Machine Tools and Manufacture. -2016. -Vol. 100. -P. 105-115.
- Fritsche, A. Experimental Investigation of the Heat Flux Distribution in Grinding of Titanium Alloy/A. Fritsche, F. Bleicher//Procedia Engineering. -2015. -Vol. 100. -P. 987-993.
- Aslan, D. Semi-analytical force model for grinding operations/D. Aslan, E. Budak//Procedia CIRP. -2014. -Vol. 14. -P. 7-12.
- Худобин, Л.В. Эффективные способы подачи СОЖ при скоростном силовом шлифовании колец подшипников/Л.В. Худобин, А.Н. Самсонов, Е.С. Киселев//Вестник машиностроения. -1974. -№ 2. -С. 61-65.
- Полянсков, Ю.В. Повышение эффективности операций шлифования путем стабилизации свойств СОЖ: автореф. дис. … д-ра техн. наук/Ю.В. Полянсков. -М.: Моск. станкоинструмент. ин-т, 1989. -34 с.
- Tyukhta, A.V. Capturing action of cooling lubricants in grinding and evaluation of its effectiveness/A.V. Tyukhta, Yu.V. Vasilenko, A.V. Khandozhko//MEACS 2015 -IOP Conference Series: Materials Science and Engineering. -2016. -Vol. 124 DOI: 10.1088/1757-899X/124/1/012170
- Василенко, Ю.В. Современное состояние техники подачи СОЖ при шлифовании/Ю.В. Василенко//Справочник. Инженерный журнал. -2005. -№ 4. -С. 29-34.
- Василенко, Ю.В. Совершенствование техники применения СОТЖ при плоском шлифовании на основе закономерностей ее поведения в рабочей зоне: автореф. дис. … канд. техн. наук/Ю.В. Василенко. -Брянск, 2002 -24 с.
- Прогрессивные инструменты и технологии шлифования: моногр./Д.В. Ардашев, В.Г. Гусев, А.А. Дьяконов и др.; под ред. А.В. Киричека. -М.: Издат. дом «Спектр», 2013. -320 с.
- Пат. 2549806 Российская Федерация. Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) при плоском шлифовании периферией круга/А.В. Тюхта, Ю.В. Василенко; заявитель и патентообладатель Госуниверситет -УНПК. -№ 2013110196/02; заявл. 06.03.2013; опубл. 27.04.2015, Бюл. № 12. -6 с.
- Расширение функциональных свойств СОЖ при плоском шлифовании периферией круга/О.А. Василенко, В.Г. Семенов, А.В. Тюхта, Ю.В. Василенко//Фундамент. и приклад. проблемы техники и технологии. -2014. -№ 6. -С. 115-119.
- Теоретическое обоснование развития комбинированной техники подачи СОЖ при плоском шлифовании периферией круга/О.А. Василенко, В.Г. Семенов, А.В. Тюхта, Ю.В. Василенко//Фундамент. и приклад. проблемы техники и технологии. -2014. -№ 5. -С. 72-78.
- Постановление Главного государственного санитарного врача РФ от 30.04.2003 № 76 (ред. от 16.09.2013) «О введении в действие ГН 2.2.5.1313-03» (вместе с «ГН 2.2.5.1313-03. Химические факторы производственной среды. Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны. Гигиенические нормативы», утв. глав. гос. санитар. врачом РФ 27.04.2003) (Зарегистрировано в Минюсте России 19.05.2003 № 4568).
- Tyuhta A.V. Ways to enhance environmental flat grinding by improving the technology of the coolant supply/A.V. Tyuhta, Yu.V. Vasilenko, A.M. Kozlov//Procedia Engineering. -2016. -Vol. 150. -P. 1073-1080 DOI: 10.1016/j.proeng.2016.07.217
