Внедрение современных технологий нарезания резьбовых отверстий в труднообрабатываемых материалах

Автор: Курбанов А.З., Вагабов Н.М., Магомедова М.А., Омардибиров О.М.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 4 (67), 2017 года.
Бесплатный доступ
В статье рассматриваются результаты внедрения высокоточных технологий нарезания внутренних резьбовых отверстий в деталях, изготовленных из труднообрабатываемых материалов, на действующем производстве. В целях практической проверки результатов лабораторных исследований произведена обработка резьбовых отверстий различных деталей на действующем производстве, изготовленных из высоковязких сталей и сплавов. На основе этих исследований разработана высокотехнологичная и высокоточная технология, обеспечивающая высокое качество резьбовых отверстий малых диаметров в труднообрабатываемых материалах. Промышленное внедрение результатов лабораторных исследований метчика с новой схемой резания показало, что разработанная технология обеспечивает высокое качество нарезаемой резьбы малых диаметров в деталях, изготовленных из труднообрабатываемых материалов, и повышение стойкости инструментов по сравнению с существующими технологиями, которые могут быть рекомендованы для широкого внедрения в производство.
Обработка внутренних резьб, точность, качество, стойкость, профиль резьбы, схема резания
Короткий адрес: https://sciup.org/142228731
IDR: 142228731
Introduction of modern technologies for thread holes cutting in hard-to- cut materials
The article considers the results of introducing high-precision cutting technologies for internal threaded holes in parts made from hard-to-cut materials in the existing industry. For the purpose of practical verification of the laboratory findings, the threaded holes of various parts, made of high-viscosity steels and alloys, have been treated. Based on these studies, a high-tech and high-precision technology has been developed. Industrial testing of the developed technology showed that it provides high quality of small-diameter threading in details made from hard-to-work materials and increasing the durability of tools in comparison with existing technologies, which can be recommended for widespread manufacturing application.
Текст научной статьи Внедрение современных технологий нарезания резьбовых отверстий в труднообрабатываемых материалах
Вопрос оптимизации резьбонарезания в сложнолегированных сталях и сплавах является наиболее сложным и важным. Это имеет особое значение при изготовлении энергетических установок, которые испытывают действие вибрации, приводящее к деформации резьбы в местах контакта. Потеря работоспособности резьбового соединения значительно снижает надежность эксплуатации оборудования и может привести к аварии. Особенно возрастает требование к качеству резьбы. Для создания энергетических установок с более высокими характеристиками предусматривается использование сталей и сплавов с особыми физико-механическими свойствами: маломагнитных, коррозионностойких, кислотостойких. Это, как правило, стали аустенитного, аустенитно-ферритного и аустенитно-мартенситного классов типа Г13, 12Х18Н10Т, 07Х16Н6, Х17С2, 40Х5В2ФС, ХН77ТЮР, 20Х13, а также титановых сплавов ВТ5,ВТ7. Как показывает практика, обработка этих материалов резанием затруднена из-за их значительной склонности к наклепу при деформациях, высокой вязкости, плохого теплоотвода из зоны резания. Они обладают малым коэффициентом теплопроводности (λ=0,03) и низким коэффициентом обрабатываемости (Коб = 0,1…0,3). Поэтому технология и режимы резания, используемые для конструкционных углеродистых сталей, неприменимы к труднообрабатываемым материалам. Кроме того, обработка резьбовых отверстий и в особенности малых диаметров в труднообрабатываемых материалах в результате увеличения контакта инструмента с деталью, недостаточного смазывания и охлаждения, с учетом их повышенной склонности к схватыванию, увеличивает трение, что вызывает повышение температуры в зоне резания и интенсивный износ инструмента. Кроме того, наблюдается упругое воздействие витков резьбы, особенно при обработке титановых сплавов, характеризующихся низким значением модуля упругости, возникают нормальные силы, приводящие к защемлению зубьев метчика во впадинах резьбы и возрастанию суммарного крутящего момента.
В результате нарезания резьбы метчиками в труднообрабатываемых материалах наблюдаются сколы и выкрашивание отдельных зубьев, ухудшение качества обработки резьбы и поломка метчиков. Как показывает практика, брак изделий из-за поломок метчиков малых диаметров (6-16 мм) достигает 67%.
Постановка задачи
Повышения качества нарезаемой резьбы и производительности можно достичь разными путями, в частности за счет оптимального выбора режимов резания, улучшения конструкции режущего инструмента и применения современных высокопрочных материалов для их изготовления. Проектирование и производство режущего инструмента, а также разработка технологии резьбонарезания требуют научно обоснованного подхода, соблюдения законов теории резания, учета физико-механических свойств обрабатываемого материала и характеристик используемого оборудования. Разработка оптимальных конструкций инструмента с новой схемой резания и обоснованных технологических рекомендаций по выбору рациональных режимов резания для нарезания резьб малых диаметров в деталях из труднообрабатываемых материалов обеспечивает высокое качество получаемой резьбовой поверхности и высокую производительность.
Особое значение имеют лабораторные и производственные испытания разработанной технологии, основанной на создании конструкции комбинированного зенкер-метчика с новой схемой резания.
Методы исследования
Идея повышения качества обрабатываемой резьбы, производительности обработки резьбовых отверстий малых диаметров (6-16 мм) с помощью применения новой схемы резания, позволяющей сократить длины режущих кромок за счет формирования фасок размером 0,10,15 мм, перекрывающих толщину среза, и заборным конусом с углом φ, распространенным на всю резьбовую часть, научно обоснована нашими исследованиями. Как показали проведенные лабораторные и производственные исследования, обработка резьбовых отверстий малых диаметров нормальным метчиком, метчиком с шахматным расположением зубьев, коррегиро-ванным метчиком не обеспечивает высокого качества направленной резьбовой поверхности.
Для обеспечения высокого качества резьбовых отверстий и повышения стойкости метчиков применяется специальная схема резания, показанная на рисунке 1.
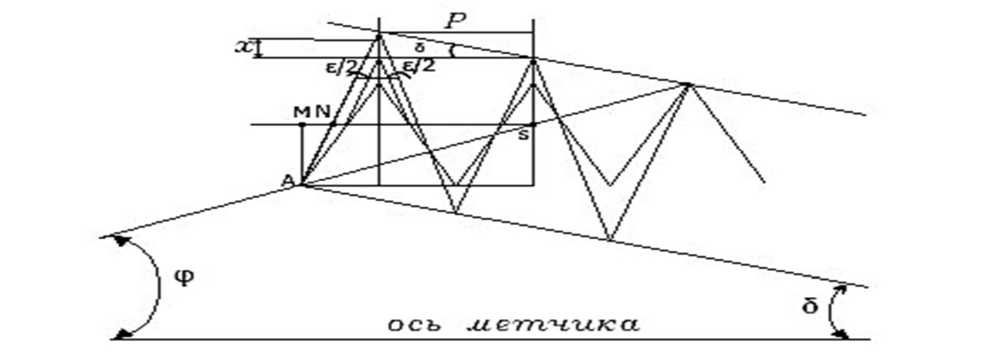
Рисунок 1 – Расчетная схема метчиковой части комбинированного инструмента
Исходя из рисунка 1, устанавливаем зависимость для определения угла δ, и радиальных углов шлифовального круга для дополнительного шлифования £ 1 и £ 2 .
По теореме синусов находим:
FC = р*зигф гдеу = 180о - / gQо + £\ = gQо _ / siny 2 2-
Тогда FC =
p*sin ф cos(^+ | ) ’
£
CE = FC * cos 2 =
£
Р * sin ^ * cos 2 cos(^ + 2)
£
Р * sinp* cos 2
£ . . £ cosy * cos 2 _ sm^ * sin 2
Р
£ ; ctg^ -tg2
X = C-L = NC- *ctg^ ;
NC’ = AM /tg ^ -tg£^ = CE (tg - - - tg^)
P(ty|--tS£i) _
TT^~ ; etg^ - tgi
P(tg^ ^-- tg£1)ctg£1 ctg^ - tg ^
P(tg^ ^ * ctgE ! - 1) ctg^ - tg ^
Получим tg = I
Находим
a-b
■
p a = (2 + f * sin|)ctg£1-f * cos|, где f- фаска AA; £1 - угол правой стороны впадины, выбирается на 2^3° меньше угла £2. Находим
---^-8 + f * sin -) * ctg£t + etgф-tg| 2
b = (T 2 C'+f * sin ^ * ctg£t + AM - f * cos ^ = ^0-5P
p
8 ■ etgф-tg |
В итоге получим tg5 = [(о,5Р + f * sin -) ctg£t — f * cos | - (o,5P — +-г — f * cos -] /P, ctg^-tg- 2 J
г
---^-г + f * sin -) ctg-t + ctgф—tg- 2)
где 5 - угол обратного конуса; ф - угол заборного конуса; £ 1 и £ 2 - соответственно углы профиля нарезаемой резьбы метчика.
Р Тз tg- 2 = —, Т 3 Т 4
СС =AM — 2AMtg$£ = Р —
£ 2tg2
£ ctgф — 2
= Р^1 —
2tg2
— ”£ ctgф — tg2
Н
ctgф — 3tg £
-12
ctgф — tg2
)
C'D'
C'C" sin (90° sin6
— 2) C’T’cjs^
sin9
,
£\ £
9 = 180° — ф — (90° —2) = 90°+ 2,
D'T 3 =(c'D'
с ' т ' 2
С05ф
■) cosф = (c ' D ' —
с'с"
2С05ф
■) С0Sф = C'D'cosф
—
с'с"
2 '
Т з Т 2 =ТТ — T 1 T 2 — T 2 T 3 = -ctg- ----^ — C'D'sinф,
2 2 ctg^-tg- tg-2 = — n —
Cf £
C cos2cosф CC
tg£ 2 =p—- 2 ctg 2
sind Р
+ f * sin2
—
ctgф —
—£ — C'D'sinф + f * cos £ tg2 2
p(
ctgф — 3tg2 ctgф — tg22
и
£ cos2cosф sin9
— 2^+f 2 *sin £
Р
(ctgф — tg 2) sin9
[sin9 + ^ctgф — 3tg2) cos£* sinфj * f2cos2
где f 2 - задняя фаска; f = OQ или QQ + Д н .
Исходный средний диаметр предлагаемого метчика принимаем несколько большим.
Длину короткой фаски определяем как
OQ =--^+ △ ; Z =
cos-/2
п1 з
Р *n
P tgф * Р ’
где z – общее число режущих зубьев; t – глубина резьбы; l 3 - длина заборного конуса; n – число перьев метчика; Δ – перекрытые, Δ=0,02…0,05 принимается в зависимости от шага резьбы.
Тогда oq= aa^^t..
n*cos(—
Последовательно находим
QD=
OQ*sina1
где « 1
= 90°
-
£ 2 ; ^ 2 =
( i -^):“ 2
180°
-
£
= 180°- (90°
sinaa2
, QQ ’ =
QD*sin^1
sin^ 2
,
-
; + ?)-& =90° + ^
-
£
-
^; &= |
-
.
Корректированный средний диаметр метчика D'cp будет
D’cp = DCp + 2QQ‘, где 51
= 90°
-
(GH
£
;^ 1 = 2
-
£ i я
—; di
2 1
= 180°- (90°
-
£
-
А £ , £ i
* )- "2+-
= 90°
+ £1 + ^.
Обсуждение результатов
При нарезании резьб в труднообрабатываемых материалах повышенной прочности величина износа по задней поверхности высока и эффективность метчиков низка, особенно при обработке резьбовых отверстий высокой точности. Поэтому потребовалось создание конструкции метчика с новой схемой резания [ 7 ] .
В конструкции автора [ 7 ] , признанной изобретением, это достигалось формированием специальной схемы резания, позволяющей сократить длины режущих кромок за счет формирования фасок размером 0,1-0,15 мм, перекрывающих толщину среза, и заборным конусом с углом ф , распространяющимся на всю резьбовую часть метчика [ 9 ] .
В целях практической проверки результатов лабораторных исследований проведена обработка различных деталей на действующем производстве, изготовленных из высоковязких сталей и сплавов. Резьбонарезание в деталях осуществляли инструментом стандартных конструкций и комбинированного строения. При этом контролировали количество резьбонарезаний и стойкость инструмента. Весь исследуемый инструмент был изготовлен из стали Р9К5 и имел НRС 64-65. Обрабатывали резьбовые отверстия МІ4 х 1,5 по 2-й степени точности.
Результаты комплексных исследований представлены в таблице.
Для резьбонарезания выбран корпус топливного наcoca дизеля Ч 8.5/11 из стали 20X13 и другие изделия предприятий ОАО « Завод им. Гаджиева» (№ 1) и завода «Дагдизель» (№ 2). Резьбонарезание осуществлено метчиками нормальной конструкции, корригированным профилем и комбинированного строения при скорости резания 22 м/мин . Все метчики подобраны с углом заборного конуса, равным φ=3°. В таблице приведены резулътаты исследований, из которых видно, что стойкость комбинированного метчика составляет 60 мин, а нормального - 10 мин, комбинированным метчиком обработано 1600 отверстий, нормальным всего 235, т.е. стойкость комбинированных метчиков при равных условиях обработки превышает стойкость нормальных метчиков более чем в 6 раз. Стойкость метчика с корригированным профилем и шахматным расположением зубьев находится между стойкостью нормального метчика и стойкостью комбинированного метчика.
Таким образом, применение комбинированного инструмента разработанной конструкции позволяет сократить технологическое время peзьбонарезания корпуса водяного насоса с 7,2 до 1,2 мин и значительно повышает качество поверхности резьбы.
Таблица
Результаты комплексных исследований
|
Пред-приятие |
Детали |
Обрабатываемый материал |
Угол заборного конуса в град |
Скорость резания м/мин |
Метчики |
|||||||
|
нормальные |
шахматные |
корригированные |
комбинированные |
|||||||||
|
стойкость, Т, мин |
число отверстий |
стойкость, Т, мин |
число отверстий |
стойкость, Т, мин |
число отверстий |
стойкость, Т, мин |
число отверстий |
|||||
|
№ 1 |
Корпус насоса ЦН-105 |
20Х13 |
3О |
22 |
10 |
235 |
20 |
475 |
50 |
1100 |
60 |
1600 |
|
№ 1 |
ЦМ-86 |
12Х18Н10Т |
2О30׳ |
15,70 |
10 |
230 |
18 |
410 |
45 |
1100 |
60 |
1520 |
|
№ 1 |
Детали суд. арматуры |
ХН11ТЮР |
5О |
4,28 |
- |
5 |
1 |
10 |
16,5 |
165 |
25 |
255 |
|
№ 1 |
---"--- |
Н24ХГ |
3О |
6,28 |
4 |
25 |
8 |
40 |
35 |
90 |
50 |
130 |
|
№ 1 |
Патрубок уплотнит. |
10Х18Н12М ЗТЛ |
2О30׳ |
15,70 |
8 |
230 |
15 |
400 |
40 |
900 |
55 |
1250 |
|
№ 2 |
Клапаны дизеля |
40Х5В2ФС |
2О30׳ |
2,4 |
12 |
16 |
18 |
25 |
30 |
49 |
45 |
84 |
|
№ 2 |
Вставка вихревая |
Х17С2 |
3О |
6,28 |
6 |
80 |
15 |
300 |
30 |
800 |
40 |
1200 |
|
№ 2 |
Рычаг узла захлопки |
Х17Н2 |
3О |
6,28 |
6 |
60 |
12 |
250 |
25 |
580 |
45 |
700 |
|
№ 2 |
Детали суд. арматуры |
Г13 |
3 О |
22 |
2 |
20 |
4 |
30 |
30 |
80 |
45 |
120 |
|
№ 2 |
Винт |
ВТ5 |
7О30׳ |
6,28 |
2 |
20 |
5 |
60 |
40 |
500 |
50 |
600 |
|
№ 3 |
Втулка |
ВТ7 |
2О30׳ |
6,28 |
0,6 |
7 |
9 |
120 |
15 |
145 |
||
Для получения более точных результатов необходимо провести исследование структуры и содержания обрабатываемого материала жаропрочной стали 40Х5В2ФС, применяемой для изготовления клапанов дизелей, а также учесть особенность технологии резьбонарезания в этих материалах. Результаты некоторых проведенных исследований показаны на рисунке 2.
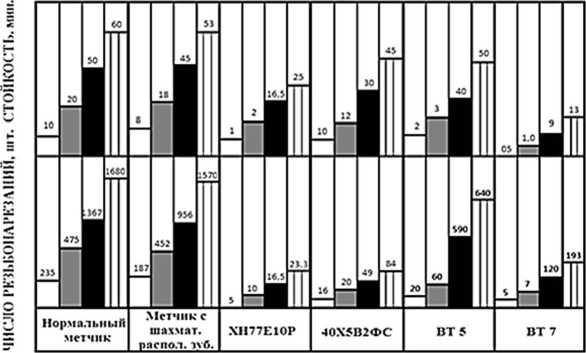
Нормальный метчик

Метчик с шахматным расположением зубьев Корригированный метчик
Комбинированный метчик
Рисунок 2 – Стойкость и ресурсоспособность метчиков различной конструкции
Выводы
Проведенные лабораторные и производственные испытания работоспособности метчиков с новой схемой резания, позволяющей уменьшить площадь контакта зубьев метчика с обрабатываемой поверхностью в зоне резания за счет сокращения длины режущих кромок, показали ее высокую эффективность. Таким образом, проведенными исследованиями установлено, что точность геометрических параметров, прочность и качество поверхности резьбы, нарезаемой комбинированным зенкер-метчиком со специальной схемой резания в труднообрабатываемых материалах, значительно выше тех же параметров резьбы, полученной обработкой стандартными метчиками. Идея объединения метчика с зенкером для создания комбинированного инструмента заключается в том, что его зенкерная часть обеспечивает исправление оси отверстия под резьбу и стабилизирует припуск под дальнейщую обработку.
Список литературы Внедрение современных технологий нарезания резьбовых отверстий в труднообрабатываемых материалах
- Wu S.M. Tool-life the ting oy Respose Surfach Methodology. P. I. University of Wisconsin Madison. - ASME, Paper N 63. - P. 1.
- Westphal H. Die spannende Bearbeitung von Titan // Werkstattstechnik und Maschinenbau. -1957. - N 3.
- Cook E. Titanium Demands Special Consideration // Machineru. - 1956. - Vol. 62, N 7.
- Sato T., Tujita N. The Present stage and the future of the machinability data service in Japan // Proc. 14-th Int. Mach. Tool. Dec. and Res. Conf. - Manchester, 1973. - P. 685-690.
- Jacob E. Anwendung des Programms AUTOTECH - KOPA 2 // Verteidigungstechnik und Betrieb, Bd. 25. - 1975. - N 11. - S. 668-672.
