Воздействие параметров процесса осаждения на микрогеометрию композитных покрытий

Автор: Жачкин С.Ю., Трифонов Г.И., Иванчура В.И., Пахомов А.В.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технологии, машины и оборудование для агропромышленного комплекса (технические науки)
Статья в выпуске: 1 (100), 2026 года.
Бесплатный доступ
В работе представлены результаты исследования влияния технологических режимов осаждения композитных хромовых покрытий на их микрогеометрию. В исследовании подробно описаны и представлены материалы и методы, направленные на изучение и оценку получаемых результатов. Была построена матрица планирования, содержащая зависимую переменную (шероховатость) и независимые переменные (плотность тока, температура рабочей среды, давление инструмента на поверхность). Проведены регрессионный и корреляционный анализы. В результате проводимых исследований была получена модель, суть которой заключается в том, что при изменении на определенную величину такого параметра, как температура электролита, происходит улучшение микрогеометрии формируемого покрытия. Авторы работы связывают это с тем, что с повышением на определенную величину температуры условий (электролита) происходит улучшение контакта инструмента осаждения, происходит повышение качества раскатки. Для рационального выбора технологических параметров с целью получения покрытий с заданной шероховатостью поверхности была составлена графическая интерпретация полученной регрессионной модели – номограмма.
Композитные покрытия, микрогеометрия, температура, шероховатость, плотность тока
Короткий адрес: https://sciup.org/142247370
IDR: 142247370 | УДК: 621.357.74 | DOI: 10.53980/24131997_2026_1_76
Impact of deposition parameters on microgeometry of composite coatings
The paper presents the research results on how deposition technological modes of composite chrome coatings affect their microgeometry. The study described in detail and presented materials and methods aimed at studying and evaluating the results obtained. A planning matrix was constructed containing a dependent variable (roughness) and independent variables (current density, temperature of working medium, pressure of tool on surface). Regression and correlation analyses were performed. The research result was a model, which showed that if the temperature of electrolyte is changed by a certain amount, the microgeometry of formed coating improves. The authors attribute it to the fact that by increasing the temperature of conditions (electrolyte) by a certain amount, contact of deposition tool improves, and quality of rolling increases. For rational choice of technological parameters in order to obtain coatings with given surface roughness, a nomogram (a graphical interpretation of the obtained regression model) was compiled.
Текст научной статьи Воздействие параметров процесса осаждения на микрогеометрию композитных покрытий
Исследование микрогеометрии и шероховатости покрытий на восстанавливаемой техники агропромышленного и машиностроительное комплексов представляет собой актуальную задачу, обусловленную несколькими ключевыми аспектами [1, 2].
Во-первых, анализ изменений параметров шероховатости в процессе эксплуатации позволяет оценить степень износа и прогнозировать срок службы поверхностного слоя, а также определить оптимальные межремонтные интервалы.
Во-вторых, в таких отраслях, как сельское хозяйство, автомобилестроение и машиностроение, особое значение приобретает необходимость усовершенствования методов упрочнения рабочих поверхностей деталей, поскольку к ним предъявляются специфические требования [3, 4].
В-третьих, шероховатость поверхности покрытий оказывает значительное влияние на их функциональные свойства, определяя их эффективность.
Таким образом, изучение шероховатости и микрогеометрии покрытий становится актуальным в контексте стремления к улучшению эксплуатационных характеристик различных поверхностей и деталей, что способствует повышению эффективности и долговечности продукции. В научных работах [5, 6] утверждается, что использование хрома в качестве материала для нанесения функциональных покрытий оказывает существенное воздействие на геометрический показатель, как шероховатость. Проведенные исследования подтвердили это утверждение и продемонстрировали, что шероховатость может быть увеличена в два раза. Необходимо подчеркнуть, что помимо нарастания шероховатости наблюдается увеличение пористости покрытий, что обусловлено параллельным снижением их способности противостоять пластической деформации [7].
Сущность гальванической технологии, направленной на получение композитных покрытий на основе хрома с дисперсно-упрочняющими включениями, заключается в том, что в процессе осаждения слоев покрытия с помощью инструмента происходит их периодическая упругопластическая деформация. Одновременно происходит контролируемый износ инструмента с массопереносом частиц инструмента, играющих роль наполнителя, в гальваническую хромовую матрицу. В процессе осаждения на поверхности детали происходит непрерывное наращивание кристаллов матричного хрома, и только при механическом взаимодействии со специальным инструментом этот процесс роста прерывается, формируя при этом первый слой композита [8, 9]. Количество формируемых слоев композитного покрытия обусловлено числом контактов инструмента с обрабатываемой поверхностью. Тем самым обеспечивается образование многослойного композитного покрытия на основе хрома.
Схема технологии нанесения композитных покрытий на основе хрома показана на рисунке 1, где 1 – деталь, 2 – специальный инструмент из синтезированного материала.
В данном исследовании технологических режимов осаждения и их влияния на шероховатость композитного покрытия на основе хрома будет учтена именно данная динамическая обработки детали (рис. 1).
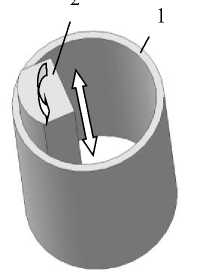
Рисунок 1 – Схема осаждения покрытий композитных покрытий на основе хрома
Цель работы – проведение комплексных исследований для получения данных, необходимых для создания регрессионной модели, которая позволит оценить зависимость шероховатости композитных хромовых покрытий от различных технологических режимов, применяемых в процессе гальваноконтактного осаждения.
Материалы и методы исследования
Экспериментальные исследования проводились на стальных образцах марки 30ХГСА ТУ 14-1-950-74 (рис. 2). Образцы имеют диаметр 35 мм и длину 46 мм, что соответствует стандартным размерам гильз, используемых в агропромышленном секторе.

Рисунок 2 – Экспериментальная стальная гильза 30ХГСА ТУ 14-1-950-74
В основу проведения экспериментальных исследований был положен уже существующий производственный процесс по восстановлению деталей машин, используемых в сельскохозяйственной технике. Суть восстановительных операций с цилиндрическими стальными образцами заключается в достижении высоких значений физико-механических параметров и эксплуатационных характеристик на рабочих поверхностях. В частности, необходимо обеспечить высокую износостойкость при формировании композитных покрытий на основе хрома на поверхностных слоях образцов, при этом предпочтительно, чтобы эти покрытия имели остаточные сжимающие напряжения. При этом основной показатель качества наносимых покрытий — их адгезионная прочность – должен быть значительно выше, чем у стандартных покрытий, используемых при восстановлении.
На основе метода, описанного в работе [10], был подготовлен электролит на основе дистиллированной воды. Для проведения гальванического осаждения композитных покрытий на основе хрома был назначен следующий состав электролита – 200 - 250 г/л CrO 3 и 2,0 - 2,5 г/л H 2 SO 4 . С помощью ареометра была измерена его плотность, а с помощью метро-милливольтметра модели рН – 121 определена кислотность.
В процессе нанесения покрытия применялся термометр ТПП-11, который, согласно ГОСТ 13717-74, обеспечивал поддержание температуры электролита с отклонением от заданного значения, не превышающим 1 К. Контроль температуры осаждения также осуществлялся с помощью термометра ТН-5. Модификация электролита и его исследование проводились в строгом соответствии с методикой, изложенной в работе [11].
При проведении гальванического осаждения стандартное значение плотности тока составляет 300 А/дм2, что обеспечивает высокое качество проводимого процесса. Однако при проведении исследований в данной работе верхний показатель плотности тока составил 400 А/дм2. Авторы работы обосновывают данное технологическое назначение тем, что в ходе проводимых испытаний использовались стальные образцы с обрабатываемой площадью до 20 дм2. Кроме того, стоит учесть, что, согласно работам [12, 13], происходит значительный нагрев стальных образцов ввиду назначаемых величин плотности тока, что может ока- зать негативное влияние на технологические аспекты метода гальвано-контактного осаждения (далее – ГКО).
Нанесение композитных покрытий на основе хрома с вышеописанными технологическими показателями обеспечивалось за счет установки, которая была спроектирована и сконструирована специально для указанных целей исследования. Эта установка уникальна тем, что позволяет регулировать давление инструмента на осаждаемые слои композита. В отличие от аналогов и прототипа здесь можно контролировать технологические режимы осаждения.
Общий вид установки показан на рисунке 3.
Технические данные экспериментальной установки: максимальный диаметр обрабатываемых образцов, мм - 50
максимальная длина образцов, мм - 150
частота вращения шпинделя, об/мин - 0 - 100
число двойных ходов инструмента, дв.х./мин - 0 - 200
регулирование температуры, К - 300 - 363
регулирование напряжения, В - 0 - 24
регулирование силы тока, А - 0 - 630
регулирование межэлектродного зазора, мм - 40 - 100
регулирование давления инструмента, МПа - 0 - 5

Рисунок 3 – Экспериментальная установка
Основными элементами разработанной установки являются (рис. 3):
-
1) головка;
-
2) рама;
-
3) бак;
-
4) фильтр;
-
5) шкаф для электрооборудования;
-
6) источник тока.
Установка состоит из нескольких важных частей. Головка установки крепится к прочной стальной раме, которая служит основой для всех остальных частей. Рядом с головкой находится большой бак, где хранится специальный раствор для покрытия. На верхней части установки установлен фильтр, который очищает воздух от вредных паров раствора. Этот фильтр подключен к системе вентиляции, что помогает безопасно проводить работу. Электрооборудование установки размещено в специально спроектированном и изолированном шкафу, содержащем источник тока. Аноды для гальванического катодного осаждения (ГКО) изготавливаются из нерастворимого сурьмянистого свинца, содержащего 4-6 % сурьмы, что обеспечивает их высокую коррозионную стойкость и долговечность в условиях эксплуатации. При этом посредством штанг они закреплены на раме с возможностью регулирования межэлектродного зазора.
Таким образом, в рамках настоящего исследования был успешно реализован метод ГКО, который позволил синтезировать стальные образцы с композитным хромсодержащим покрытием толщиной в интервале от 30 до 40 мкм. В качестве ключевого параметра для детального анализа была выбрана шероховатость поверхности полученных покрытий. Эта характеристика определялась с использованием профилографа-профилометра модели 252, изображение которого представлено на рисунке 4.

Рисунок 4 – Профилометр модели 252
Результаты исследования и их обсуждение
В рамках ранее оговоренного плана экспериментов, их параметры и условия проведения были тщательно разработаны с целью достижения высококачественного композитного покрытия на основе хрома, характеризующегося минимальной величиной шероховатости. При этом особое внимание уделялось минимизации таких параметров качества композитного слоя, как остаточные напряжения и пористость. Эти критерии являются критически важными для обеспечения долговечности, механических свойств и эксплуатационных характеристик конечного покрытия.
В ходе планирования экспериментальных испытаний был реализован план 2.
В процессе анализа и систематизации областей варьирования независимых переменных было определено:
плотность тока ( х 1 ), i кА/м2 - 10 - 20
температура электролита ( х 2 ), t ° C - 45 - 59
давление инструмента ( х 3 ), Р МПа - 2 - 3.
Шероховатость поверхности покрытий R a (мкм) была взята в качестве зависимой переменной.
После проведения процедуры назначения независимых переменных и определения исследуемого критерия был применен соответствующий статистический метод, направленный на изучение взаимосвязи между указанными переменными. Данный подход позволил провести детальный анализ взаимосвязей и взаимозависимостей, что является ключевым этапом в процессе верификации гипотез и построения обоснованных выводов.
Так, в таблице 1 представлена матрица планирования. Данная таблица представляет собой исчерпывающий перечень всех возможных комбинаций уровней независимых переменных, задействованных в экспериментальной схеме. Она позволяет систематизировать и визуализировать многомерное пространство исследуемых факторов, обеспечивая целостное представление о структуре и конфигурации экспериментального дизайна. Эта матрица комбинаций служит фундаментальной основой для последующего анализа данных и интерпретации результатов, предоставляя исследователю мощный инструмент для выявления закономерностей и взаимосвязей между изучаемыми переменными.
Таблица 1 Матрица планирования эксперимента
|
Шероховатость поверхности (Ra, мкм) |
Плотность тока (i, кА/м2) |
Температура электролита (t, ° C) |
Давление инструмента (p, МПа) |
|
0,033 |
10 |
45 |
3,5 |
|
0,027 |
10 |
59 |
3,5 |
|
0,043 |
20 |
45 |
3,5 |
|
0,037 |
20 |
59 |
3,5 |
|
0,036 |
10 |
45 |
2,5 |
|
0,03 |
10 |
59 |
2,5 |
|
0,046 |
20 |
45 |
2,5 |
|
0,04 |
20 |
59 |
2,5 |
Чтобы оценить, насколько переменные влияют друг на друга, провели корреляционный анализ. Он показал, что в модель нужно включить такие факторы, как плотность тока, температура рабочей среды и давление инструмента на поверхность.
Остальные факторы не оказывают существенного влияния на рассматриваемый процесс и сильно коррелируют друг с другом, что затрудняет оценку индивидуального влияния каждого из них.
Полученные результаты статистического анализа экспериментальных данных, визуализированы в таблице 2. Кроме того, в таблице 3 отображены ключевые параметры регрессионной модели, позволяющие провести комплексную оценку взаимосвязей между исследуемыми переменными.
Таблица 2
Статистические расчеты
|
Эффект |
Оценки параметров Сигма-ограниченная параметризация |
|||||||||
|
Ra Парам. |
Ra Ст.ош. |
Ra t |
Ra p |
-95,00% Дов.Пр. |
+95,00% Дов.Пр. |
Ra Beta (B) |
Ra Ст.Ош.В |
-95,00% Дов.Пр. |
+95,00% Дов.Пр. |
|
|
Св. член |
0,035958 |
0,000557 |
64,50365 |
0,000000 |
0,034777 |
0,037140 |
||||
|
х1 |
0,006292 |
0,000557 |
11,28627 |
0,000000 |
0,005110 |
0,007473 |
0,839213 |
0,074357 |
0,681583 |
0,996842 |
|
х2 |
-0,002625 |
0,000557 |
-4,70884 |
0,000237 |
-0,003807 |
-0,001443 |
-0,350135 |
0,074357 |
-0,507765 |
-0,192505 |
|
х3 |
-0,002042 |
0,000557 |
-3,66243 |
0,002103 |
-0,003223 |
-0,000860 |
-0,272327 |
0,074357 |
-0,429957 |
-0,114698 |
|
х1× х2 |
0,000042 |
0,000557 |
0,07474 |
0,941345 |
-0,001140 |
0,001223 |
0,005558 |
0,074357 |
-0,152072 |
0,163187 |
|
х1× х3 |
-0,000208 |
0,000557 |
-0,37372 |
0,713520 |
-0,001390 |
0,000973 |
-0,027789 |
0,074357 |
-0,185418 |
0,129841 |
|
х2× х3 |
0,000208 |
0,000557 |
0,37372 |
0,713520 |
-0,000973 |
0,001390 |
0,027789 |
0,074357 |
-0,129841 |
0,185418 |
|
х1× х2× х3 |
0,000708 |
0,000557 |
1,27064 |
0,222022 |
-0,000473 |
0,001890 |
0,094481 |
0,074357 |
-0,063149 |
0,252111 |
Таблица 3
Параметры регрессионной модели
|
Зависим. Перем. |
SS модели и SS остатков |
||||||||||
|
Множеств R |
Множеств R2 |
Скор-рект R2 |
SS Модель |
Cc Модель |
MS Модель |
SS Остаток |
Cc Остаток |
MS Остаток |
F |
p |
|
|
Ra |
0,954744 |
0,911537 |
0,872834 |
0,00123 0 |
7 |
0,00017 6 |
0,00011 9 |
16 |
0,00000 7 |
23,5522 7 |
0,00000 0 |
В результате проведенного анализа было установлено, что все эффекты взаимодействий между исследуемыми факторами оказались статистически незначимыми. Это позволяет сделать вывод о том, что уравнение, описывающее зависимость шероховатости покрытий 81
в кодированных значениях от анализируемых переменных, может быть представлено в следующей форме:
Ra = 0,036 + 0,06 х - 0,003 х 2 - 0,002 х 3 + 0,00004 хЛ - 0,0002 хЛ + + 0,0002 х2х 3 + 0,0007 хх2х3 .
Согласно критерию Фишера, модель считается адекватной, если F p < F кр [14]. Модель (1) соответствует этому условию. Уравнение регрессии точно отражает, как ключевые факторы процесса влияют на шероховатость поверхности покрытий.
Шероховатость зависит от технологических режимов осаждения почти линейно. Связь между ними сильная: множественный коэффициент корреляции составляет 0,955.
Из уравнения (1) видно, что наибольшее влияние на величину шероховатости композитного покрытия на основе хрома оказывает плотность тока.
В результате проведения t-теста Стьюдента для определения статистической значимости коэффициентов регрессионной модели (1) было установлено, что основные коэффициенты демонстрируют высокую степень статистической значимости. Данный вывод свидетельствует о том, что влияние соответствующих независимых переменных на зависимую переменную является статистически достоверным и не может быть объяснено случайными колебаниями данных. Однако анализ эффектов взаимодействия между независимыми переменными выявил, что они не обладают статистической значимостью. Это означает, что взаимодействие между независимыми переменными не оказывает существенного влияния на зависимую переменную и может быть исключено из модели без потери ее прогностической силы.
Таким образом, результаты анализа подтверждают, что основные коэффициенты регрессии являются статистически значимыми, что позволяет сделать обоснованные выводы о влиянии соответствующих независимых переменных на исследуемый процесс.
Вычисленные значения критерия Стьюдента оказались больше критического / = 2 77
крит ^, .
Уравнение (1) примет вид:
Ra = 0,036 + 0,06 х - 0,003 х2 - 0,002 х 3.
Анализ полученной регрессионной модели позволил утверждать, что с увеличением температуры электролита микрогеометрия покрытий уменьшается, так как при этом улучшается раскатка покрытия инструментом во время его нанесения на деталь, и объясняется, видимо, увеличением пластичности хрома с повышением температуры электролита.
В рамках детального анализа модели (2), исследователи выявили обратную зависимость между температурными характеристиками осаждаемого электролита и показателем шероховатости формируемого композитного покрытия. Данное явление можно интерпретировать через призму физико-химических процессов, происходящих при раскатке покрытия на основе пластичного хрома специализированным инструментом. В условиях повышенной температуры электролита наблюдается интенсификация диффузионных процессов, что способствует более равномерному распределению хрома и, как следствие, снижению микронеровностей поверхности покрытия. Таким образом, температурные параметры электролита выступают ключевым фактором, влияющим на морфологию и структурные характеристики композитного покрытия.
Раскодируем регрессионное уравнение (2) и получим:
Ra = 0,112 + 0,012 z - 0,0004 / - 0,004 p . (3)
Как указывалось ранее, наиболее рациональным для получения качественных гальванических композитных покрытий на основе хрома является значение, так как позволяет осаждать покрытия с наивысшей скоростью без ухудшения качества последних.
В соответствии с исследованиями, представленными в работах [10, 11], а также результатами собственных экспериментальных изысканий установлено, что оптимальная плотность тока для формирования высококачественных гальванических композитных покрытий на основе хрома составляет 18 кА/м². Данное значение плотности тока обеспечивает оптимальные условия для равномерного осаждения хрома и формирования композитной структуры с заданными физико-химическими свойствами.
На рисунке 5 визуализирована трехмерная графическая зависимость, отражающая влияние температуры рабочей среды и давления инструмента на поверхность детали в процессе нанесения композитного покрытия при заданном значении плотности тока, равном 18 кА/м². Данный анализ позволяет оценить комплексное воздействие термодинамических и механических факторов на морфологию и структуру покрытия, что является критически важным для оптимизации технологических параметров и повышения качества конечного продукта.
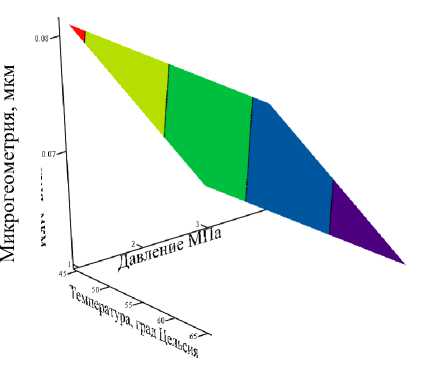
Рисунок 5 – Трехмерный отклик модели при i = 18 кА/м2
В рамках данной исследовательской работы была разработана номограмма, предназначенная для оптимизации технологических параметров с целью достижения требуемой шероховатости поверхности покрытий. Данная номограмма, графически представленная на рисунке 6, представляет собой инструмент, позволяющий систематизировать и визуализировать взаимосвязь между ключевыми параметрами технологического процесса и характеристиками конечного покрытия. Эта разработка базируется на комплексном анализе физикохимических свойств материалов, а также на экспериментальных данных, полученных в ходе многофакторных исследований.
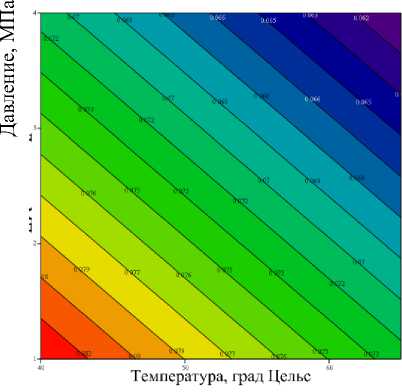
Рисунок 6 – Двумерный отклик модели
Заключение
Анализ графической интерпретации зависимости (3), представленной на рисунке 6, показал, что изменение плотности тока приводит в большую сторону влияет на величину шероховатости композитного покрытия. При этом изменение давления в исследуемом диапазоне оказывает противоположное влияние.
Результаты экспериментальных исследований показывают, что величина шероховатости покрытий, сформированных методом ГКО, находится в диапазоне Ra = 0,06– 0,08 мкм.
