Зависимость качественных и количественных показателей обработки отверстий на печатных платах от выбора фольгированного стеклотекстолита и режимов резания

Автор: Шульгин Алексей Николаевич, Орлов Александр Анатольевич
Рубрика: Технология
Статья в выпуске: 2 т.15, 2015 года.
Бесплатный доступ
Рассматриваются качественные и количественные показатели обработки отверстий фольгированного стеклотекстолита в зависимости от выбора материала и режимов резания, показана условная «стойкость» сверл (в пересчете на их количество). Согласно названию в статье показаны основные факторы, влияющие на качество и производительность при сверлении плат с высокой плотностью рисунка. Подробно описывается методика выбора грамотных режимов резания (глубины резания, подачи и скорости резания), от которых зависит производительность труда, качество, стойкость режущего инструмента и стоимость изготовления печатных плат. Текст дает ценную информацию о фольгированном стеклотекстолите, как базовом материале для изготовления печатных плат, обеспечивающем автоматизацию монтажно-сборочных операций и повышение ряда конструктивных и эксплуатационных качеств изделий. Статья актуальна, поскольку посвящена исследованию обработки неоднородного композиционного материала, обладающего высоким абразивным действием стеклоткани. Большое внимание уделяется основным характеристикам композиционного материала, раскрыты особенности его механической обработки и возникающие в связи с этим трудности, распространенные ошибки, которые могут привести к массовому браку при изготовлении печатных узлов на производстве. Проведенные авторами эксперименты доказывают, что при использовании оптимальных расчетно-опытных режимов резания и качественного материала стеклотекстолита, условная «стойкость» сверла (в пересчете на количество сверл) может быть увеличена относительно справочных данных до 14 раз. Статья содержит четыре таблицы с необходимыми поясняющими фотографическими изображениями, качественно иллюстрирующими износ инструмента и наличие заусенец на материале на выходе отверстия.
Обработка стеклотекстолита, режимы сверления, стойкость инструмента, заусенец фольги, микрошероховатость
Короткий адрес: https://sciup.org/147151687
IDR: 147151687 | УДК: 621.9
The dependence of qualitative and quantitative parameters treatment of holes on printed circuit boards by the choice of foil laminated fiberglass and cutting modes
The paper under discussion covers the area of qualitative and quantitative parameters of holes' treatment on the printed circuit boards depending on the choice of optimum factors and cutting modes, shows the relative “stability” drills (in terms of their quantity). As the title implies the article describes the main factors affecting the quality and productivity when drilling plates with the high density of drawing. It is spoken in detail the technique of the choice of optimum cutting conditions (depth of cutting, feed and cutting speed), which depend on productivity, quality, durability of cutting tools and the cost of producing printed circuit boards. The description of the foil laminated fiberglass is given, as the base material for the manufacturing of printed circuit boards, providing the automation of assembly works and increasing the number of constructional and operating features of products. The article is rather actual, because it focuses on the processing of heterogeneous composite material having a high abrasive effect of the fiberglass. Much attention is given to the main characteristics of composite material, the specifics of its mechanical treatment and arising with these difficulties, common mistakes, which can lead to mass faults in the production of printed circuit boards on the plants. Conducted by authors experiments prove that the relative “stability” of drills (in terms of number drills) can be increased, compared to the reference data up to 14 times, using the optimal estimate and experimental cutting modes and fiberglass material. The article contains four tables with the necessary explanatory photo-graphic images, illustrating tools' wear and the presence of burrs on the material at the opening's exit.
Текст научной статьи Зависимость качественных и количественных показателей обработки отверстий на печатных платах от выбора фольгированного стеклотекстолита и режимов резания
При конструировании радиоэлектронной аппаратуры, устройств промышленной автоматики особое внимание уделяется разработке печатных плат. При изготовлении печатных плат в зависимости от их конструктивных особенностей и масштабов производства применяются различные варианты технологических процессов, в которых используются многочисленные химикотехнологические операции и операции механической обработки [1].
Применение интегральных микросхем и микросборок, стремление к миниатюризации и все большей интеграции в сборке приводит к повышению плотности проводящего рисунка печатного монтажа и, как следствие, к уменьшению диаметров отверстий и увеличению их количества на плате [2]. Все это приводит к наличию на рынке огромного числа композиционных материалов, в том числе пластиков, имеющих различные физико-химические свойства и разную механическую обрабатываемость. При написании статьи был проработан широкий спектр базовой литературы по изготовлению и механической обработке печатных плат отечественных авторов [1–3, 6–8], действующие нормативные документы, типовые технологические процессы [4, 5] и подробно проанализировано современное состояние дел по механической обработке композиционных материалов, в том числе стеклонаполненных пластиков [9–22]. Анализ научной литературы [1–22], обобщение производственного опыта покали, что имеется необходимость более тщательно про- анализировать связку базовый материал – режимы резания, поскольку зачастую на производстве режимы резания назначаются исходя из расчетно-опытных составляющих, а качество используемого стеклотекстолита напрямую влияет на количество обрабатываемых отверстий и, в конечном итоге, определяет рентабельность всего изделия.
На большинстве российских предприятий наиболее распространенными материалами для изготовления двухсторонних и многослойных печатных плат, а также для производства односторонних печатных плат с повышенными требованиями к механической прочности является фольгированный стеклотекстолит марки FR-4 разных фирм и производителей. Реже используется стеклотекстолит марки СФ для изготовления деталей общетехнического назначения [6].
Материал обладает высокой механической прочностью, стойкостью к истиранию, низким водопоглощением, высокой химической стойкостью, отличными диэлектрическими характеристиками и долговечностью. Стеклотекстолит превосходит текстолит по механическим свойствам, теплостойкости, стойкости к действию агрессивных сред и практически не ухудшает своих свойств при эксплуатации на воздухе в течение 20 лет и более [3].
Стеклотекстолит поддается любым видам механической обработки, однако при этом часто возникают определенные трудности, такие как [1]:
-
1) высокое абразивное действие стеклоткани на основе, которой изготовляется стеклотекстолит, приводящее к быстрому износу инструмента;
-
2) неправильно выбранные методы резания, приводящие к расслаиванию листа стеклотекстолита;
-
3) искаженная геометрия сверла и увеличенная подача – факторы, приводящие к большим заусенцам фольги на выходе сверла (более 40 мкм);
-
4) отсутствие подкладки под заготовку при сверлении, недостаточный прижим заготовки, затупленное сверло – факторы, приводящие к отслоению фольги от диэлектрика;
-
5) радиальное и осевое биение сверла более 0,02 мм, приводящее к большим заусенцам фольги на выходе сверла;
-
6) увеличенная скорость сверления при малой подаче сверла, приводящая к заполировке и засаливанию поверхности;
-
7) неправильная заточка сверла, приводящая к ореолам и осветлениям диэлектрика;
-
8) несоответствие скорости вращения подаче сверла, приводящее к «гвоздевому эффекту»;
-
9) завышенная глубина сверления, вибрации сверла, отсутствие отсоса стружки, приводящие к поломке сверла;
-
10) пыль, образующаяся при механической обработке, оказывающая вредное воздействие на кожу и дыхательную систему.
Таким образом, сверление отверстий, в том числе, подлежащих металлизации, является одной из важнейших операций при изготовлении печатной платы, поскольку от ее выполнения зависит качество металлизации и точность изготовления конечного узла. Сверлением создается микрошероховатость поверхности, которая обуславливает хорошие условия для адсорбирования каталитических частиц палладия и, соответственно, последующее качественное меднение.
Диаметр сверла, с помощью которого производится сверление, должен выбираться с учетом толщины слоя металлизации и допуска на сверление.
Расчет номинального диаметра сверла производится по формуле [1, 3]:
Dee = Dh + 0,8(А1 +А2) + 25, где Dсв – номинальный диаметр сверла; Dн – номинальный диаметр металлического отверстия; А1 - предельное отклонение диаметра, зависящее от станка и составляющее не более 0,1 мм для отверстий диаметром до 0,8 и 0,12 мм для отверстий диаметром от 0,8 до 3 мм; А2 - отклонения, обусловленные деформацией материала, возникающие после выхода сверла вследствие усилий сжатия (обычно А 2 = 0,03-0,05 мм); 5 - толщина металлического покрытия.
От выбора оптимальных режимов резания (глубины резания, подачи и скорости резания) зависит производительность труда, качество, стойкость режущего инструмента и стоимость изготовления печатных плат. Поэтому для каждого диаметра отверстия нужно рассчитать свои оптимальные параметры и режимы.
Расчет режимов резания производится по формулам [1, 3]: n ⋅ D ⋅π F ⋅ 1000
-
V = св , f = ,
s 1000 n
где Vs – скорость резания, м/мин; F – поперечная подача, м/мин; f – подача/оборот, мм/об; n – число оборотов шпинделя, об/мин; D – диаметр обрабатываемого отверстия, мм; π =3,14.
При сверлении стеклоэпоксидных пластиков сверла из быстрорежущей стали и даже сверла специально для этого хромированные или азотиованные не обладают достаточно большой стойкостью. Поэтому применяются твердосплавные сверла различных фирм и производителей. При сверлении стеклопластика переточка сверл обычно производится после сверления 1000–1500 отверстий, в отдельных случаях (большие диаметры отверстий) эта операция производится после сверления 3000 отверстий. После трехкратной переточки сверла заменяются новыми, а старые можно использовать для сверления менее ответственной продукции [1, 4, 5].
Однако, приведенные ниже экспериментальные данные, доказывают, что при использовании оптимальных расчетно-опытных режимов резания и соответствующего материала, стойкость сверла может быть на один-два порядка увеличена относительно справочных данных (1500 отверстий до переточки в среднем).
В эксперименте участвовали два типа стеклотекстолита FR-4: производства КНР и производства Германии. В табл. 1 приведены физико-механические свойства материалов согласно данных поставщика (в том числе паспортов и сертификатов качества).
Таблица 1
Физико-механические свойства стеклотекстолита производства КНР и производства Германии
|
Параметр |
Значение для FR-4 произв. Германии |
Значение для FR-4 произв. КНР |
Требование IPC 4101 |
|
Прочность на изгиб в продольном направлении, Н/мм2 |
581 |
550 |
≥ 415 |
|
Прочность на изгиб в поперечном направлении, Н/мм2 |
448 |
435 |
≥ 345 |
|
Прочность на отрыв на момент поставки, Н/мм |
2,3 |
1,42 |
≥ 1,05 |
|
Прочность на отрыв при темпер. воздействии, Н/мм |
1,8 |
0,95 |
≥ 0,7 |
|
Прочность на отрыв после темпер. воздействия, Н/мм |
2,05 |
1,35 |
≥ 0,9 |
|
Пробой диэлектрика, кВт |
42 |
55 |
≥ 40 |
|
Диэлектрическая постоянная при 1 МГц |
4,83 |
4,4 |
≤ 5,4 |
|
Тангенс угла диэлектрических потерь при 1 МГц |
0,019 |
0,021 |
≤ 0,035 |
|
Горючесть |
V–0 |
V–0 |
|
|
Толщина ламината, мм |
1,5 ± 0,07 |
1,5 ± 0,07 |
1,5 ± 0,19 |
Обработка материала производилась твердосплавными сверлами для печатных плат производства России и Германии.
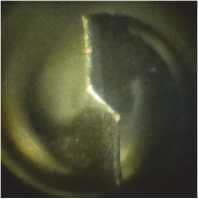
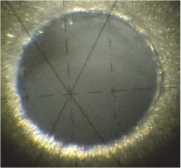
Ниже приведены экспериментальные данные процесса сверления и необходимые пояснительные фотографические изображения, качественно иллюстрирующие износ инструмента на разных режимах резания при обработке стеклотекстолита FR-4.
-
1. Обработано 480 печатных плат производства Германии, 480 печатных плат производства КНР. Перед началом процесса обработки проведен входной контроль заготовок, установлено, что изгиб материала соответствует норме (0,2 %) при допуске
Таблица 2 0,5 %. Твердость материала производства КНР на 12 % выше
Режим сверления печатных плат относительно материала производства Германии.
|
Сверло |
Част. вращ., об/мин |
Подача, мм/мин |
Ниже приводится анализ на основании отверстий диаметром 1 мм как наиболее распространенных на печатном узле (количество отверстий диаметром 1 мм – 370, остальных диаметров – до 70). При обработке образцов заготовок заусенцы появились после сверления 6000 отверстий диаметром 1 мм. |
|
∅ 1 |
48 000 |
1500 |
|
|
∅ 1,2 |
53 000 |
||
|
∅ 1,3 |
49 000 |
||
|
∅ 1,5 |
43 000 |
||
|
∅ 1,7 |
43 000 |
||
|
∅ 2,0 |
32 000 |
|
б) Режим 2 согласно табл. 3, сверла производства России. Стойкость сверл на данных режимах значительно увели- |
Таблица 3 Режим сверления печатных плат |
||
|
чивается. Сверло диаметром 1 мм выдержало до появления |
Сверло |
Част. вращ., |
Подача, |
|
заусенцев 12 000 отверстий на материале FR4 производства |
об/мин |
мм/мин |
|
|
Германии. Для сравнения с китайским материалом 7800 от- |
∅ 1 |
48 000 |
1100 |
|
верстий новыми сверлами. |
∅ 1,2 |
40 000 |
920 |
|
Таким образом, использование режима 2 дает более при- |
∅ 1,3 |
37 000 |
850 |
|
емлемые результаты по сравнению с режимом 1. |
∅ 1,5 |
32 000 |
740 |
|
в) Режим 3, сверло ∅ 1 производства Германии. |
∅ 1,7 |
28 000 |
1000 |
|
Режимы сверления по пункту б, табл. 2 (как наиболее оп- |
∅ 2,0 |
24 000 |
1000 |
|
тимальные). |
|||
Данные о количестве обработанных отверстий сверлом диаметром 1 мм производства Германии сведены в табл. 4.
Количество качественных отверстий
Таблица 4
|
Материал FR-4 произв. Германии |
Материал FR-4 произв. КНР |
|
21 000 |
9600 |
В табл. 5 приведены качественные показатели износа инструмента на разных режимах резания при обработке стеклотекстолита FR-4 производства КНР и Германии.
Таблица 5
Качественные показатели износа инструмента на разных режимах резания
|
Режим сверления |
Материал, тип сверла, Износ инструмента, количество отверстий, наличие заусенцев в отверстии наличие заусенцев |
|
n = 48 000 об/мин, F = 1500 мм/мин |
Материал FR-4 Германия Сверло – пр. Россия 6000 отв.
Заусенец – 1–2 мкм Материал FR-4 КНР Сверло – пр. Россия 4000 отв.
Заусенец – 1–2 мкм Материал FR-4 КНР Сверло – пр. Германия 6000 отв.
Заусенец – 3 мкм |

Окончание табл. 5
|
Режим сверления |
Материал, тип сверла, количество отверстий, наличие заусенцев |
Износ инструмента, наличие заусенцев в отверстии |
|
|
Материал FR-4 Германия Сверло – пр. Россия 6600 отв. Заусенец – менее 1 мкм |
к |
||
|
Материал FR-4 Германия Сверло – пр. Россия 8600 отв. Заусенец – 1–2 мкм |
|||
|
n = 48 000 об/мин, F = 1100 мм/мин |
Материал FR-4 КНР Сверло – пр. Россия 7800 отв. Заусенец – 3 мкм |
||
|
Материал FR-4 КНР Сверло – пр. Германия 9600 отв. Заусенец – 3 мкм |
|||
|
Материал FR-4 Германия Сверло – пр. Германия 21 000 отв. Заусенец – 3 мкм |
|||
Таким образом, проведенный эксперимент доказал, что при использовании оптимальных расчетно-опытных режимов резания и качественного материала стеклотекстолита, условная «стойкость» сверла (в пересчете на количество сверл) может быть увеличена относительно справочных данных.
А именно: в 14 раз при использовании стеклотекстолита и сверл производства Германии, в 6,4 раза при использовании стеклотекстолита производства КНР и сверл производства Германии, в 5,7 раз при использовании стеклотекстолита производства Германии и сверл производства России и в 5,2 раза при использовании стеклотекстолита производства КНР и отечественных сверл. Кроме того, во столько же раз сократится время переналадки оборудования, что значительно повысит рентабельность изготавливаемой продукции.
В итоге, при расчете цены конечной продукции стоимость сверл (в перерасчете на их количество) будет учтена. Кроме того, использование качественного стеклотекстолита позволяет исключить некоторые операции механической подготовки поверхности заготовок из-за отсутствия заусенцев.
Список литературы Зависимость качественных и количественных показателей обработки отверстий на печатных платах от выбора фольгированного стеклотекстолита и режимов резания
- Ильин, В.А.Технология изготовления печатных плат/В.А. Ильин. -Л.: Машиностроение, Ленингр. отд-ние, 1984. -77 с.
- Лунд, П. Прецизионные печатные платы. Конструирование и производство/П. Лунд. -М.: Энергоатомиздат, 1983. -360 с.
- Махмудов, М. Механическая обработка печатных плат/М. Махмудов. -М.: Радио и связь, 1986. -72 с.
- ОСТ 107.460092.004.01-86. Платы печатные. Типовые технологические процессы. -М.: Изд-во стандартов, 1987. -297 с.
- ОСТ 4.054.060-82. Платы печатные. Типовые технологические процессы. -М.: Изд-во стандартов, 1983. -179 с.
- Пирогова, Е.В. Проектирование и технология печатных плат/Е.В. Пирогова. -М.: Форум: ИНФРА-М, 2005 -560 с.
- Файзулаев, Б.Н. Справочник по печатным схемам/Б.Н. Файзулаев, В.Н. Квасницкий. -М.: Совет. радио, 1972. -693 с.
- Штучный, Б.П. Механическая обработка пластмасс: справ./Б.П. Штучный. -М.: Машиностроение, 1987. -152 с.
- The effect of diamond tool performance capability on the quality of processed surface/P.V. Arkhipov, A.S. Yanyushkin, D.V. Lobanov, S.I. Petrushin//Applied mechanics and materials. -2013. -Vol. 379. -P. 124-130.
- Optimal organization of tools for machining composites/D.V. Lobanov, A.S. Yanyushkin, D.A. Rychkov, N.P. Petrov//Russian Engineering Research. -2011. -№ 2. -P. 156-157.
- Lobanov, D.V. Influence of sharpening on the quality of hard-alloy tools for the cutting of composite/D.V. Lobanov, A.S. Yanyushkin//Russian Engineering Research. -2011. -№ 3. -P. 236-239.
- Malikov, A.A. Cutting and plastic deformation in the shaving and rolling of cylindrical gears with round teeth/A.A. Malikov, A.V. Sidorkin, A.S. Yamnikov//Russian Engineering Research. -2013. -№ 6. -P. 363-366.
- Matolygin, A.A. Computer simulation of deformation of two-component compacts under liquid-phase sintering/A.A. Matolygin, V.A. Skripnyak//Russian Physics Journal. -1999. -№ 3. -P. 299-303.
- Mokritskii, B.Y. Effective manufacture of a cutting tool for specific operating conditions/B.Y. Mokritskii, A.M. Shpilev//Russian Engineering Research. -2013. -№ 1. -P. 39-45.
- Acoustic assessment of tool quality/B.Y. Mokritskii, A.M. Shpilev, D.A. Pustovalov et al.//Russian Engineering Research. -2013. -№ 2. -P. 74-78.
- Mokritskii, B.Y. Control of tool performance by means of coatings/B.Y. Mokritskii//Russian Engineering Research. -2011. -№ 2. -P. 164-167.
- Popov, V.Y. Adhesion-diffusion interaction of contact surfaces with the treatment diamond grinding wheels/V.Y. Popov, A.S. Yanyushkin//Eastern European Scientific Journal. -2014. -№ 2. -P. 301-310.
- Material specimen loading scheme in evaluating resistance to corrosive action/D.A. Pustovalov, B.Y. Mokritskii, V.V. Vysotskii, O.V. Prikhodchenko//Chemical and Petroleum Engeneering. -2012. -№ 7. -P. 445-452.
- Investigation of several PVD coatings for blind hole tapping in austenitic stainless steel/A.E. Reiter, B. Brunner, M. Ante, J. Rechberger//Surface & Coatings Technology. -2006. -№ 200. -P. 5532-5541.
- Senichev, A.N. Cutting conditions in deep diamond grinding of aluminum alloys/A.N. Senichev, V.N. Kiselev, A.S. Yamnikov//Russian Engineering Research. -2011. -№ 5. -P. 502-504.
- Yuanyushkin, A.S. Surface quality of the fiberglass composite material after milling/A.S. Yuanyushkin, D.A. Rychkov, D.V. Lobanov//Applied mechanics and materials. -2014. -Vol. 682. -P. 183-187.
- Yanyushkin, A.S. Mechanism of protective membrane formation on the surface of metal-bonded diamond disks/A.S. Yanyushkin, О.I. Medvedeva, N.A. Saprykina //Applied Mechanics and Materials. -2014. -Vol. 682. -P. 327-331.
