Научно-технические основы разработки и совершенствования технологий производства сладко-сливочного масла из буйволиного молока

Автор: Кулиев З.В., Якубов К.Г., Алиев Э.М.
Журнал: Молочнохозяйственный вестник @vestnik-molochnoe
Рубрика: Технические науки
Статья в выпуске: 3 (59), 2025 года.
Бесплатный доступ
Цель исследования заключалась в оптимизации и научной оценке традиционных (домашних) методов производства сливочного масла с целью получения продукции высокого качества и максимального выхода за счёт стандартизации массовой доли жира в сливках и регулирования температуры сбивания. В рамках эксперимента массовая доля жира в сливках была стандартизирована на уровнях 30, 35 и 40%, а процесс сбивания проводился при температурах 8, 10 и 12 °C для получения образцов масла. Установлено, что на основные параметры, характеризующие качество сливочного масла, существенное влияние оказывали как уровень жирности сливок, так и температура сбивания, а также их взаимодействие. Максимальный выход масла (88 %) с высоким содержанием общего сухого вещества (89 %) был достигнут при использовании сливок с жирностью 35 % и сбивании при температуре 10 °C. При этих условиях отмечалось более низкое содержание влаги и нежирных сухих веществ в готовом продукте. Во всех исследованных образцах наблюдалась тенденция к снижению pH по мере увеличения жирности сливок и температуры сбивания. Содержание свободных жирных кислот возрастало пропорционально указанным факторам. Органолептическая оценка показала, что наивысшие баллы по вкусу, аромату и консистенции получили образцы, изготовленные из сливок с жирностью 35% при температуре сбивания 10 °C. Таким образом, установлено, что стандартизация уровня жирности сливок на уровне 35 % в сочетании с температурой сбивания 10 °C обеспечивает получение сливочного масла высокого качества с оптимальными физико-химическими и органолептическими характеристиками даже в условиях мелкосерийного (кустарного) производства.
Сладкосливочное масло, качество масла, температура сбивания, оптимизация технологических параметров, мелкосерийное производство, свежие сливки
Короткий адрес: https://sciup.org/149149266
IDR: 149149266 | УДК: 637.23 | DOI: 10.52231/2225-4269_2025_3_155
Scientific and technical basis for the development and optimization of sweet cream butter production technologies from buffalo milk
The object of this study is to optimize and scientifically evaluate traditional (household) butter making methods for obtaining good quality and high yield of butter by standardising cream fat levels and altering churning temperatures during butter making. During the experiment, cream was standardised at 30, 35, and 40% fat levels and churned at 8, 10, and 12 °C to produce butter samples. The results showed that among butter quality parameters there are fat content in cream, churning temperature and their interactions. The highest butter yield (88%) with the greatest amount of total solids (89%) was obtained when cream was standardised at 35% fat level and churned at 10 °C. Besides, under such conditions less non fat solids and moisture content was observed. In all the samples a decreasing trend in pH was noted with increasing fat levels and churning temperature, while free fatty acid content increased correspondingly. Organoleptic estimation indicated that butter samples produced from 35% cream fat at a churning temperature of 10 °C received the highest scores for flavor, aroma, and texture. Thus, standardising cream at 35% fat level and churning temperature of 10 °C contribute to production of high-quality butter with optimal physicochemical and organoleptic characteristics even under household production conditions.
Текст научной статьи Научно-технические основы разработки и совершенствования технологий производства сладко-сливочного масла из буйволиного молока
Сливочное масло является одним из ключевых молочных продуктов на мировом рынке. Оно широко используется в хлебопекарной, кондитерской и шоколадной промышленности, а также в домашнем питании – в качестве намазки на хлеб и ингредиента для приготовления различных блюд. Несмотря на длительную историю производства, обеспечение стабильного выпуска масла с высокими потребительскими и технологическими характеристиками остаётся актуальной задачей [1, 2, 3].
Использование сливок в качестве сырья для производства масла является более эффективным по сравнению с цельным молоком благодаря их высокому содержанию жира. Максимальный выход масла достигается в сливках, где кристаллы жира формируют трёхмерную сетчатую структуру. При этом размер жировых глобул оказывает существенное влияние на консистенцию конечного продукта: крупные глобулы способствуют формированию более мягкой текстуры масла по сравнению с мелкими. Таким образом, степень кристаллизации, соотношение твёрдой и жидкой фаз жира, а также морфология жировой сети являются ключевыми факторами, определяющими консистентные свойства масла [4–11].
В рамках наших исследований использование молока буйволицы обосновано его уникальными технологическими и физико-химическими свойствами. Буйволиное молоко характеризуется повышенным содержанием жира (7–8 %) и белка (~4,5 %), крупными жировыми гло- булами и высокой термостабильностью. Эти особенности обеспечивают производство масла с улучшенной пластичностью, повышенной устойчивостью к окислению и характерными органолептическими свойствами. В ряде регионов мира (Турция, Индия, Пакистан, Ближний Восток), в том числе и в Азербайджане, такое масло традиционно рассматривается как продукт премиального качества.
Сливочное масло представляет собой многофазную эмульсию, в которой жировые глобулы, кристаллический жир и водная фаза диспергированы в непрерывной жировой матрице. Микроструктура и распределение фаз определяют ключевые текстурные характеристики продукта. Российские исследования показали, что при термостатировании сливок различные фракции глицеридов (низко- и высокоплавкие) кристаллизуются с разной кинетикой, что напрямую влияет на консистенцию масла: повышенные температуры и продолжительное созревание способствуют улучшению структурной организации и плотности продукта. Желаемая гладкость и пластичность масла достигается оптимальным сочетанием температурных режимов и механической обработки. Дополнительно установлено, что введение свекловичной клетчатки обеспечивает более равномерное распределение влаги и жировой фазы, стабилизирует текстуру и улучшает реологические свойства масла с пониженным содержанием жира [12–16].
Сливочное масло формируется в результате механической обработки сливок, сопровождающейся фазовой инверсией: оболочки жировых глобул разрушаются, глобулы коалесцируют, и жир выделяется в виде непрерывной жировой фазы, образующей эмульсию типа «вода в масле» (W/O). Экспериментальные исследования как лабораторного, так и промышленного масштаба подтверждают, что данный механизм является определяющим при формировании масляных гранул и во многом определяет микро- и мезоструктуру конечного продукта [17, 18].
Микроструктура, включающая распределение жировых глобул, размеры водных включений и степень кристаллизации жира, напрямую влияет на текстурные характеристики масла, такие как твёрдость, пластичность и способность удерживать воду [19, 20, 21].
Консистенция и выход масла обусловлены комплексом физических и химических факторов, включая исходное содержание жира в сливках, предшествующую термическую и механическую обработку (созревание), температурный режим сбивания, кинематику вращения рабочего органа и конструктивные особенности маслобойного оборудования [18, 20].
Модельные и экспериментальные исследования демонстрируют, что сливки с массовой долей жира около 40 % обеспечивают оптимальное соотношение фаз эмульсии, при котором массовое соотношение масла и пахты в определённых технологических режимах приближает- ся к 1:1. Повышение температуры в процессе сбивания частично дестабилизирует жировую фазу, способствуя переходу кристаллических фракций жира в жидкое состояние, что ускоряет миграцию жировых компонентов в пахту, снижает коэффициент извлечения жира и уменьшает выход целевого продукта [22, 23].
Эксперименты с использованием малогабаритных маслоизготовителей позволяют определить диапазон оптимальных параметров: температура 8–12 °C (наиболее часто ~10 °C) в сочетании с рациональными режимами вращения рабочего органа обеспечивает функционально значимое равновесие между кинетикой фазовой инверсии эмульсионной системы, полнотой отделения пахты и формированием структурнотекстурных характеристик масла, соответствующих современным сенсорным и технологическим стандартам [18, 20].
В российских исследовательских и аналитических работах также акцентируется значимость температурных режимов и конструктивных параметров маслобоек для обеспечения однородной консистенции продукта и максимизации его выхода. В российской научной и прикладной литературе по технологии масла представлены подробные технологические рекомендации, касающиеся режимов созревания сливок и оптимальной начальной температуры сбивания, которые нашли широкое применение в практике малых и фермерских производств [24, 25, 26].
Современные статистические сводки указывают, что в 2023 году мировое производство молока достигло 965,7 млн тонн, превысив показатель 2022 года на 1,5 % [27]. Вместе с тем лишь относительно ограниченная доля данного объёма подвергается переработке в продукты с высокой добавленной стоимостью, среди которых ключевое место занимает сливочное масло. В ряде регионов фиксируется структурный дисбаланс между производственными мощностями и уровнем внутреннего потребления, что обусловливает зависимость от импортных поставок и формирует тенденцию к удорожанию конечного продукта для потребителей [28, 29].
В ряде стран и в настоящее время существенная доля сливочного масла производится традиционными методами в домашних условиях и на фермерских хозяйствах. Несмотря на доступность современных технологических решений, во многих случаях данное производство сохраняет маломасштабный и частично немеханизированный характер, что ограничивает стабильность качества и снижает выход готового продукта [30]. Вследствие этого в глобальном масштабе сохраняется выраженная потребность в оптимизации технологических режимов сбивания сливок, особенно применительно к мелкосерийному и фермерскому уровню производства [31].
В рамках данного исследования были проанализированы влияния массовой доли жира в сливках и температуры сбивания на физико-хи- мические характеристики сливочного масла выработанного из молока буйвола, а также разработка научно обоснованных подходов к повышению его качества и выхода.
Материалы и методы
Подготовка образцов. Исследование проводилось в лаборатории механизации и автоматизации технологических процессов в животноводстве научно-исследовательского института «Агромеханика» города Гянджа Азербайджанской Республики. В процессе исследований в качестве сырья для производства сладкосливочного масла использовалось сливки из буйволиного молока с фермерского хозяйства. С целью стандартизации сливок по содержанию жира и формированию трех экспериментальных групп молоко нормализовали для получения сливок с уровнями жирности 30, 35 и 40 %. Полученные сливки анализировали по физико-химическим показателям, pH, титруемой кислотности, плотности и содержанию жира. После этого с целью уничтожения патогенной микрофлоры и стабилизации структуры жировой фазы проводили пастеризацию при 63 °C в течение 30 минут, затем охлаждение до 10 °C и выдерживание при этой температуре в течение 12 часов для созревания, при котором происходит стабилизации физико-химических свойств. Сбивание сливок проводилось на маслоизготовителе периодического действия с рабочим органом в форме двойной ленты Мёбиуса (рисунок 1) , разработанной в лаборатории научно-исследовательского института «Агромеханика», при трёх температурных режимах (8 ⁰С, 10 ⁰С, 12 ⁰С) до достижения заданной консистенции масла. Полученное масло подвергали механической обработке для формирования однородной структуры. Далее продукт формовали на стандартные порции и хранили при температуре 4 °C до проведения дальнейших анализов качества и физико-химических показателей готового сладкосливочного масла.
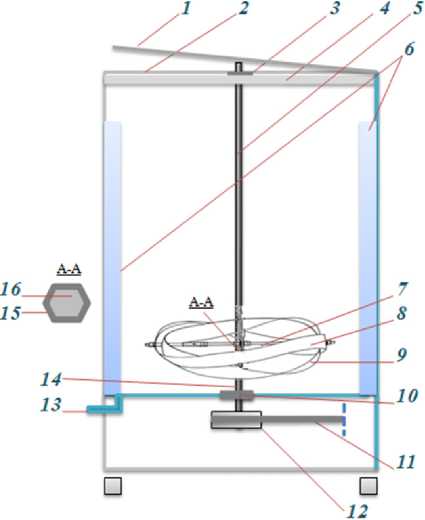
Рисунок 1 – Маслоизготовитель периодического действия с рабочим органом в форме двойной ленты Мёбиуса
1 – крышка; 2 – рабочая емкость; 3 – самоцентрирующий подшипник с вращающейся опорой; 4 – кронштейн; 5 – вал; 6 – отбойники; 7 – стержень;
8 – внешняя лента; 9 – внутренняя лента; 10 – уплотнительный узел;
11 – клиновидный ремень; 12 – ведомый шкив; 13 – сливной патрубок; 14 – промежуточный вал; 15 и 16 – втулки.
Физико-химический анализ сырых сливок и сливочного масла. Образцы сырых сливок и сливочного масла подвергались исследованию на содержание жира, кислотность, pH, сухие вещества, сухие обезжиренные вещества (СОМО) и свободные жирные кислоты.
Использованные методы исследований:
содержание жира определялось применением метода Пирсона, основанном на кислотном гидролизе пробы с последующей экстракцией жира эфиром. Он используется при анализе молочного сырья с высокой жирностью (например, буйволиного молока), так как стандартный метод Гербера в этих случаях даёт заниженные результаты. Погрешность метода составляет около по сравнению с эталонными методами. Для буйволиного молока данный подход признан более надёжным, поскольку обеспечивает полное разрушение белковой матрицы и высвобождение жировых глобул [32];
-
• кислотность (°Т) - титриметрический метод с 0,1 н. NaOH, pH - потенциометрический метод, общее сухое вещество - высушивание при 102±2 °C до постоянной массы, сухие обезжиренные вещества (СОМО) – рассчитывались по разнице, содержание белка по методу Кельдаля, содержание лактозы методом Бертрана, содержание золы –
высушивание при 500–600 °C до постоянной массы [33].
-
• свободные жирные кислоты - титриметрически раствором KOH в этаноле до нейтрализаци [34].
Для образцов сливок дополнительно определялись значения по Поленске и Рейхерта - Мейссля. Число Поленске характеризует короткоцепочечные летучие кислоты, число Рейхерта - Мейссля - среднецепочечные кислоты. Оба метода основаны на перегонке кислот с водяным паром и последующем титровании. Эти показатели важны для контроля качества сливок и их пригодности для производства масла [35].
Органолептическая оценка. Образцы сливочного масла подвергались органолептической оценке экспертной комиссией из пяти специалистов. Каждое сенсорное свойство – цвет, внешний вид, аромат, вкус и текстура – оценивалось по 9-балльной шкале гедонического метода, где 1 соответствует крайне неприемлемому показателю, а 9 – крайне приемлемому, согласно методике Лармонда [36].
Дополнительно соблюдали отраслевые требования к органолептическому контролю молочного жира и сливочного масла (отбор проб, терминологию показателей, балльные критерии), регламентированные национальным стандартом и связанными нормативами по отдельным показателям качества [37].
Статистический анализ. Полученные данные анализировались с применением дисперсионного анализа в рамках полностью случайного плана. Для оценки влияния различных уровней жира в сливках и температуры сбивания на физико-химические показатели масла использовался двухфакторный дисперсионный анализ. Такой подход позволяет объективно оценивать значимость факторов и их взаимодействие, выявлять оптимальные технологические условия производства масла [38, 39].
Результаты и обсуждение
Физико-химический анализ сливок. Физико-химический анализ сырых сливок (таблица 1) показал, что содержание жира в сливках составляет 46 %, что характеризует их как высокожирные и подходящие для производства сливочного масла и жирных молочных продуктов. Уровень pH равен 6,86, что отражает слабокислую реакцию, типичную для свежих сливок, а титруемая кислотность составляет 12 °Т, что соответствует умеренному содержанию свободных кислот и обеспечивает стабильность продукта при хранении и переработке. Содержание белка в сливках составляет 3,68 %, что является достаточным для формирования структуры молочных продуктов, в том числе при взбивании и сгущении. Лактоза в объеме 2,70 % обеспечивает питательную ценность продукта и влияет на вкус, а также на процессы брожения при переработке. Общие сухие вещества составляют 49,6 %, а обе- зжиренные сухие вещества – 3,6 %, что отражает соотношение жировой и белково-минеральной частей продукта. Содержание золы равно 0,80 % и характеризует минеральный состав сливок, обеспечивая баланс микроэлементов. Свободные жирные кислоты составляют 0,20 %, что говорит о низкой степени гидролиза жиров и хорошем качестве исходного сырья. Низкое число Поленске, равное 2,7, свидетельствует о минимальной гидролизации жиров. Среднее число Рейхерта – Мейссля, равное 29,2, указывает на нормальное содержание летучих жирных кислот, обеспечивающее приятный сливочный вкус и технологическую пригодность для взбивания и производства масла. Согласно данным показателям сливки характеризуются свежестью и высоким качеством жировой фракции.
Таблица 1 – Физико-химические показатели сырых сливок
Показатель Значение
|
Общее содержание сухих веществ, % |
49,6 |
|
Массовая доля жира, % |
46,0 |
|
Содержание сухих обезжиренных веществ (СОМО), % |
3,6 |
|
Массовая доля белка, % |
3,68 |
|
Массовая доля лактозы, % |
2,70 |
|
Массовая доля золы, % |
0,80 |
|
Титруемая кислотность, ⁰Т |
12 |
|
Активная кислотность (pH) |
6,86 |
|
Свободные жирные кислоты, % |
0,20 |
|
Число Поленске |
2,7 |
|
Число Рейхерта – Мейссля |
29,2 |
|
Примечание. Все значения являются средними значениями трех повторений. |
|
Влияние жирности сливок и температуры сбивания на содержание жира в сливочном масле. Результаты статистического анализа показали достоверное (p < 0,05) влияние как жирности используемых сливок, так и температуры сбивания на массовую долю жира в готовом сливочном масле ( рисунок 2 ).
Максимальное содержание жира (89 %) было зафиксировано в образцах, полученных из сливок с жирностью 35 % при температуре сбивания 10 °C. Была выявлена четкая тенденция к увеличению выхода жира в продукте с понижением температуры сбивания. Данная зависимость объясняется тем, что при более низких температурах значительная часть молочного жира находится в кристаллическом со- стоянии. Это способствует более быстрой и эффективной агрегации и коагуляции жировых шариков во время механического воздействия, что приводит к формированию крупных, плотных масляных зерен с минимальным включением влаги и, как следствие, с более высоким содержанием жира.
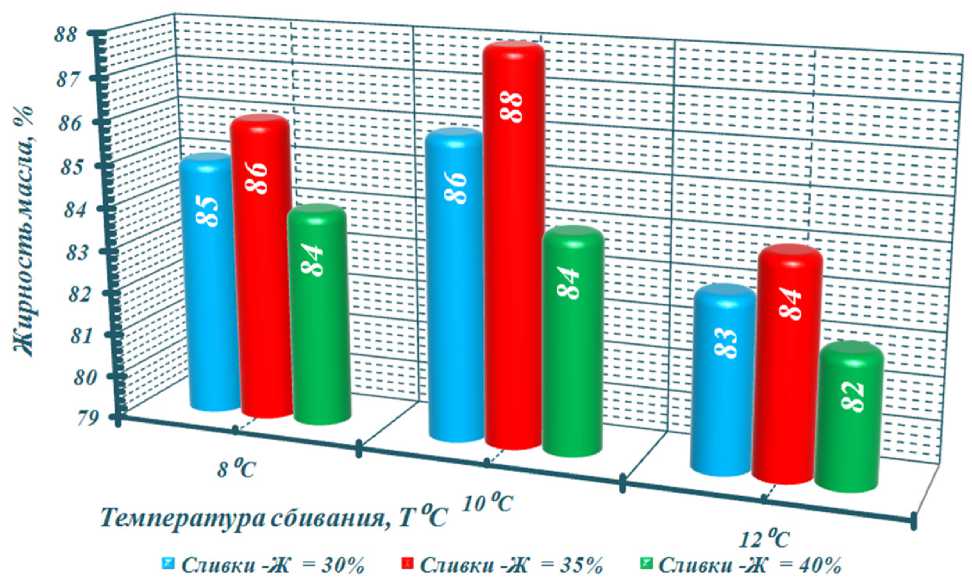
Рисунок 2 – Влияние жирности сливок и температуры cбивания на содержание жира в образцах сливочного масла
Что касается влияния жирности исходных сливок, то наблюдается парадоксальная на первый взгляд закономерность: использование сливок повышенной жирности (свыше 35–40 %) приводит не к увеличению, а к снижению содержания жира в конечном продукте. Это явление имеет физико-химическую природу: в высокожирных сливках повышается вязкость и снижается объем дисперсионной среды (плазмы), что затрудняет процесс сбивания. В таких условиях формируются менее крупные и более рыхлые масляные агрегаты, способные удерживать большее количество влаги и плазмы, обогащенной оболочечным жиром и липопротеинами, что в итоге снижает общую долю чистого жира в продукте.
Таким образом, подтверждается, что для достижения максимального выхода жира в масле существует оптимум как по жирности сливок, так и по температурному режиму. Наилучшие результаты достигаются при использовании сливок жирностью 30–35 % и их сбивании в температурном диапазоне 7–12 °C, с оптимумом около 10–12 °C. Данные режимы обеспечивают идеальный баланс между долей кристаллизованного жира, необходимого для образования стабильной структуры, и текучестью дисперсионной среды, обеспечивающей эффективное механическое разделение фаз.
Влияние жирности сливок и температуры сбивания на pH сливочного масла . Статистический анализ ( таблица 2 ) показал, что уровень pH образцов масла находился в значимой зависимости (P < 0,05) от двух основных факторов – содержания жира в сливках и температуры сбивания.
Графические данные (рисунок 3) демонстрируют устойчивую тенденцию снижения pH при увеличении температуры сбивания. Совместное воздействие исследованных факторов также существенно влияло (P < 0,05) на содержание жира и, соответственно, выход готового продукта.
Таблица 2 – Среднеквадратические отклонения для содержания жира, воды и pH образцов масла.
Фактор d.f. Жир pH Вода
|
Жир (Ж) |
2 |
22,028* |
0,160* |
18,782* |
|
Температура (T) |
2 |
41,028* |
0,276* |
34,289* |
|
Ж × Т |
4 |
1,806* |
0,094* |
1,548* |
|
Остаточная дисперсия |
18 |
2,435 |
0,006 |
2,095 |
|
* Различия статистически значимы при уровне P < 0,05. |
||||
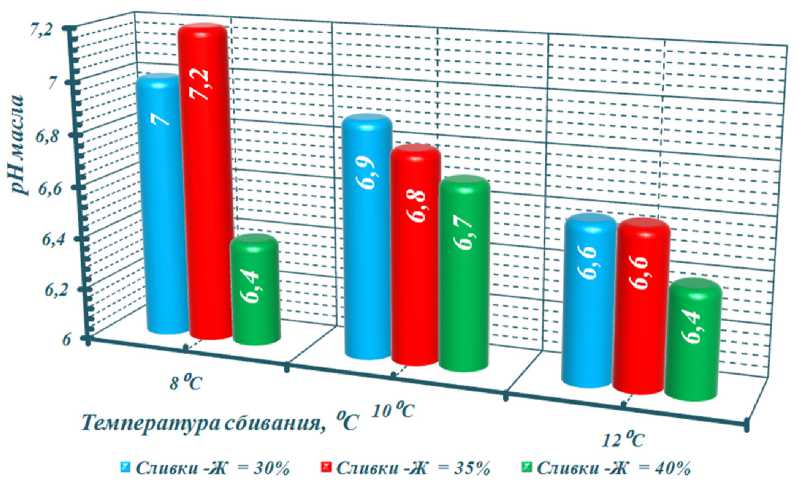
Рисунок 3 – Влияние жирности сливок и температуры cбивания на pH сливочного масла
Выявленная закономерность снижения pH при повышении как жирности сливок, так и температуры процесса может быть объяснена технологическими особенностями промывки масляных зёрен водой. Так, при использовании сливок с повышенной жирностью формируются крупные жировые глобулы, которые быстрее всплывают на поверхность и требуют меньшего количества воды для промывки. Это снижает степень разбавления, что отражается в относительно низких значениях pH.
В то же время уменьшение pH при повышении температуры сбивания может быть связано с изменением солевого баланса масла. Повышенная температура способствует смещению равновесия в системе кальций-фосфатных соединений, что сопровождается снижением величины pH .
Полученные значения pH согласуются с данными, характерными для свежего сладкосливочного масла после промывки, где диапазон показателя обычно составляет pH = 6,4 - 7,2 . Это подтверждает корректность проведённых измерений и достоверность выявленных закономерностей.
Влияние жирности сливок и температуры сбивания на содержание воды в сливочном масле. Результаты показали, что оба фактора оказывают статистически значимое влияние на данный показатель (P < 0,05), а их взаимодействие также демонстрирует значимый эффект (см. табл. 2). При сбивании сливок при температуре 12 °C влажность масла оставалась относительно одинаковой, что свидетельствует о стабилизирующем эффекте данного температурного режима на водоудерживающую способность продукта.
Анализ данных с учётом содержания жира в сливках выявил, что наибольшая влажность (16 %) была характерна для масла, изготовленного из сливок с высоким содержанием жира (40 %) (рис. 4).
Это может быть связано с увеличением концентрации свободных жирных кислот, формирующихся в процессе сбивания, которые способствуют удержанию влаги в масляной матрице. Напротив, сбивание при низких температурах приводило к снижению влажности масла, что объясняется формированием крупных жировых глобул и более эффективным отделением пахты, обеспечивающим улучшенную дренажность.
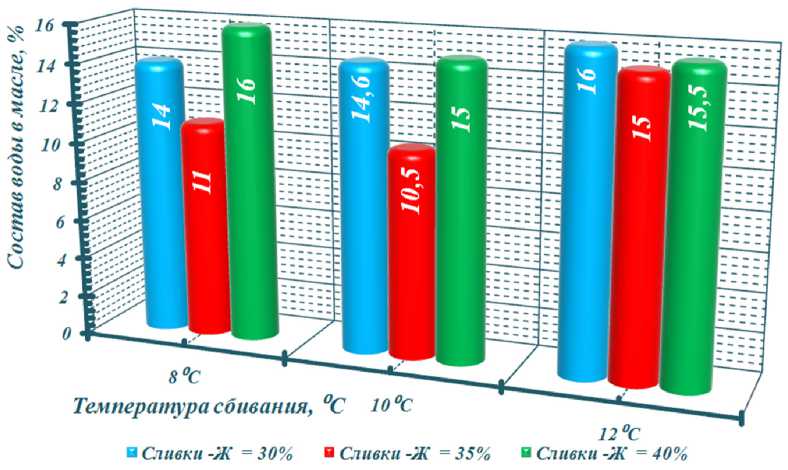
Рисунок 4 – Влияние жирности сливок и температуры cбивания на содержание воды в сливочном масле
Наиболее выраженные изменения влажности наблюдались при значительном различии содержания жира в исходных сливках. Минимальная влажность была зафиксирована в масле, приготовленном из сливок с 35 % жира при сбивании при 10 °C, что подчёркивает важность оптимального контроля температуры и жирового состава сливок для получения масла с заданными физико-химическими свойствами.
Влияние жирности сливок и температуры сбивания на содержание сухих веществ (СВ) в сливочном масле. Анализ влияния содержания жира в сливках и температуры сбивания на общее содержание сухих веществ в образцах масла показал, что оба фактора оказывают статистически значимое влияние (P < 0,05). Различия в общем содержании сухих веществ между образцами масла также были статистически значимыми и зависели от уровня жира в сливках и температуры сбивания. При этом наблюдалась криволинейная зависимость общего содержания сухих веществ в масле от исходного жира в сливках и температуры сбивания.
В настоящем исследовании относительно низкое содержание сухих веществ в масле, полученном при сбивании сливок при 12 °C, можно объяснить низким выходом жира в масле. Наибольшее содержание сухих веществ было зафиксировано при использовании сливок с 35 % жира и сбивании при 10 °C. Это связано с низким содержанием влаги и высоким содержанием жира в образцах масла при данной комбинации параметров. Таким образом, более высокая концентрация сухих веществ в масле наблюдается при сочетании высокого содержания жира в исходных сливках и низкой температуры сбивания. Данные показатели подтверждают, что снижение температуры сбивания способствует формированию более плотной масляной структуры с меньшей вла- госодержанием, что повышает содержание сухих веществ в готовом продукте. В целом для сладкосливочного масла, содержащего около 81 % жира, общее содержание сухих веществ колеблется в пределах 82–87 %, что соответствует полученным в настоящем исследовании результатам (рисунок 5).
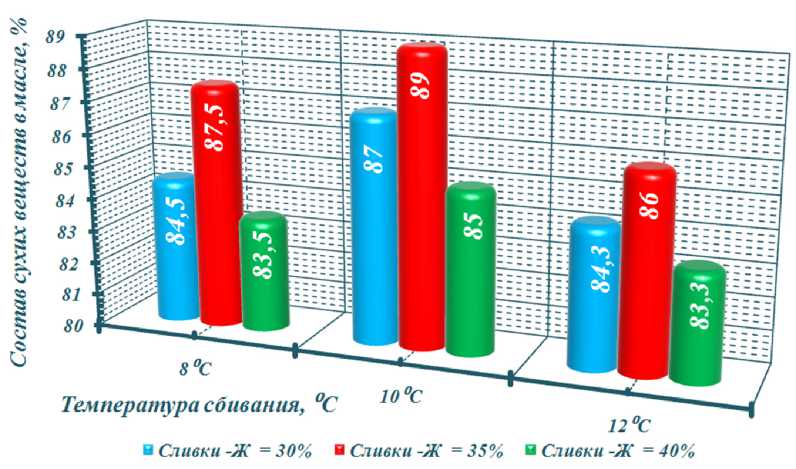
Рисунок 5 – Влияние жирности сливок и температуры cбивания на содержание СВ в сливочном масле
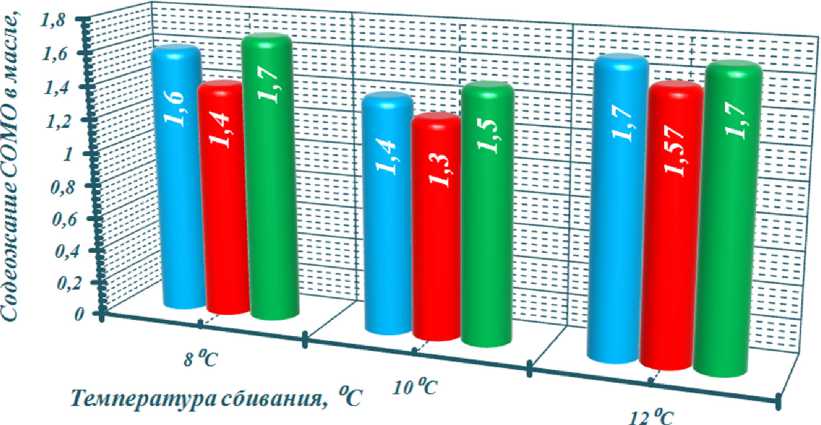
Влияние жирности сливок и температуры сбивания на содержание сухих обезжиренных веществ (СОМО) в сливочном масле. Содержание сухих обезжиренных веществ в образцах масла статистически значимо (P < 0,05) зависит от уровня жира в сливках и температуры сбивания (табл. 3) . Взаимодействие этих факторов также оказывает значимое влияние на данный показатель. Анализ данных показал криволинейную зависимость содержания сухих обезжиренных веществ от содержания жира в сливках и температуры сбивания.
Таблица 3 – Среднеквадратические отклонения для общего содержания СВ и СОМО в образцах масла
Фактор d.f. СВ. СОМО СЖК
|
Жир (Ж) |
2 |
18,810* |
0,129* |
0,023* |
|
Температура (T) |
2 |
34,338* |
0,303* |
0,056* |
|
Ж × Т |
4 |
1,556* |
0,012* |
0,032* |
|
Остаточная дисперсия |
18 |
2,088 |
0,015 |
0,089 |
|
* Различия статистически значимы при уровне P < 0,05. |
||||
Низкое содержание сухих обезжиренных веществ, в отдельных образцах масла объясняется тем, что структура масла при высоком уровне жира характеризуется крупными, хорошо сформированными жировыми глобулами, в которых содержание других сухих веществ снижается. В настоящем исследовании диапазон содержания сухих обезжиренных веществ составил 1,3–1,7 %, что соответствует нормам для сладкосливочного масла и подтверждает качественную структуру продукта (рисунок 6).
в Стеки -Ж = 30% ■ Стеки -Ж = 35% о Стеки -Ж = 40%
Рисунок 6 – Влияние жирности сливок и температуры cбивания на содержание СОМО в сливочном масле
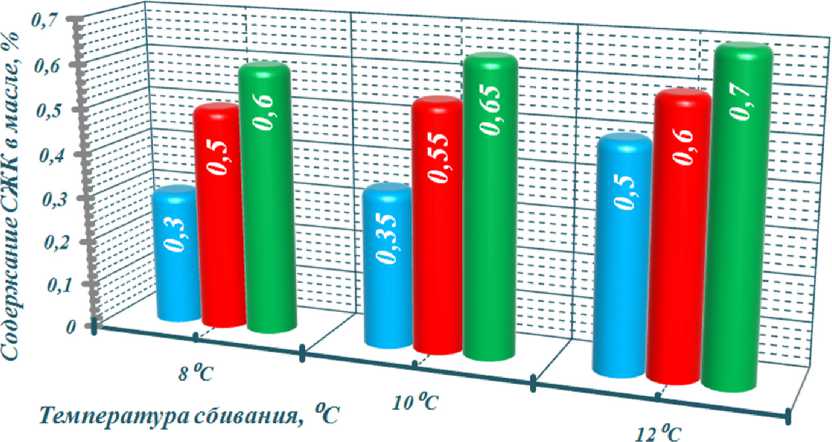
Влияние жирности сливок и температуры сбивания на содержание свободных жирных кислот (СЖК) в сливочном масле. Статистический анализ влияния уровня жира в сливках и температуры сбивания на содержание свободных жирных кислот (СЖК) в образцах масла показал, что как отдельные факторы, так и их взаимодействие оказывают статистически значимое влияние на данный показатель (P < 0,05) (см. табл. 3). В исследуемых образцах масла наблюдалась восходящая зависимость содержания СЖК от уровня жира в сливках и температуры сбивания, с диапазоном значений 0,3–0,6% (рисунок 7).
Снижение температуры сбивания приводило к уменьшению содержания свободных жирных кислот. Это связано с тем, что при более низких температурах образуются более крупные масляные глобулы, что способствует снижению гидролиза жиров и, как следствие, уменьшению СЖК. Напротив, высокое содержание жира в исходных сливках приводит к повышению концентрации свободных жирных кислот в конечном продукте, что объясняется увеличением доли липидов, подверженных гидролизу во время сбивания.
Таким образом, содержание свободных жирных кислот в масле отражает как физико-химическую структуру жировой фазы, так и условия технологической обработки. Контроль этого показателя позволяет регулировать качество и стабильность масла, обеспечивая оптимальные органолептические свойства и срок хранения продукта.
и Ставки -Ж = 30% в Сливки -Ж = 35% в Сливки -Ж = 40%
Рисунок 7 – Влияние жирности сливок и температуры cбивания на содержание СЖК в сливочном масле
Органолептическая оценка
Цвет. Статистический анализ влияния уровня жира в сливках и температуры сбивания на цвет масла показал, что оценка цвета образцов масла значительно (P < 0,05) изменяется в зависимости от содержания жира в сливках (таблица 4) .
Таблица 4 – Среднеквадратические отклонения для оценки цвета, внешнего вида, аромата, вкуса и текстуры образцов масла
|
Фактор |
d.f. |
Цвет |
Внешний вид |
Аромат |
Вкус |
Текстура |
|
Жир (Ж) |
2 |
1,767* |
1,285* |
0,148НЗ |
0,551* |
0,568* |
|
Температура (T) |
2 |
0,107НЗ |
0,267* |
1,543* |
0,723* |
0.101НЗ |
|
Ж × Т |
4 |
0,061НЗ |
0,103НЗ |
0,089НЗ |
0,038НЗ |
0.197* |
|
Остаточная дисперсия |
38 |
0,023 |
0.031 |
0.035 |
0.032 |
0.032 |
|
* Различия статистичес ки значимы при уровне (P < |
0,05), НЗ |
– незначимо. |
||||
В исследовании образцы масла, получившие наименьшие оценки по цвету, характеризовались высоким содержанием влаги. Это можно объяснить дисперсией крупных воздушных клеток в структуре масла, что приводит к снижению однородности и насыщенности окраски. Данный показатель отражает физическую структуру масляной фазы, степень распределения жира и влаги, а также качество эмульгирования. Контроль цвета масла важен для оценки его качества и потребитель ских свойств, так как насыщенность и равномерность окраски напря- 169 Молочнохозяйственный вестник, №3 (59), III кв. 2025
мую влияют на визуальное восприятие продукта (рисунок 8).
Внешний вид. Статистический анализ показал, что уровень жира в сливках и температура сбивания оказывают существенное влияние (P < 0,05) на органолептическую оценку внешнего вида масла (таблица 4) .
Наивысшие показатели внешнего вида были зафиксированы у образцов масла, выработанных из сливок с содержанием жира 35 %. Это объясняется рядом факторов: повышенной массовой долей жира, минимальной влажностью, высоким уровнем общих сухих веществ и относительно низкой долей сухих веществ без жира. Такое сочетание параметров обеспечивает более однородную и плотную структуру продукта, характерный блеск и равномерную окраску, что формирует привлекательный внешний вид масла.
Следовательно, внешний вид масла в значительной степени определяется балансом его физико-химических характеристик. Оптимальное соотношение жира, влаги и сухих веществ играет ключевую роль в достижении высоких органолептических показателей и напрямую связано с качеством готового продукта.
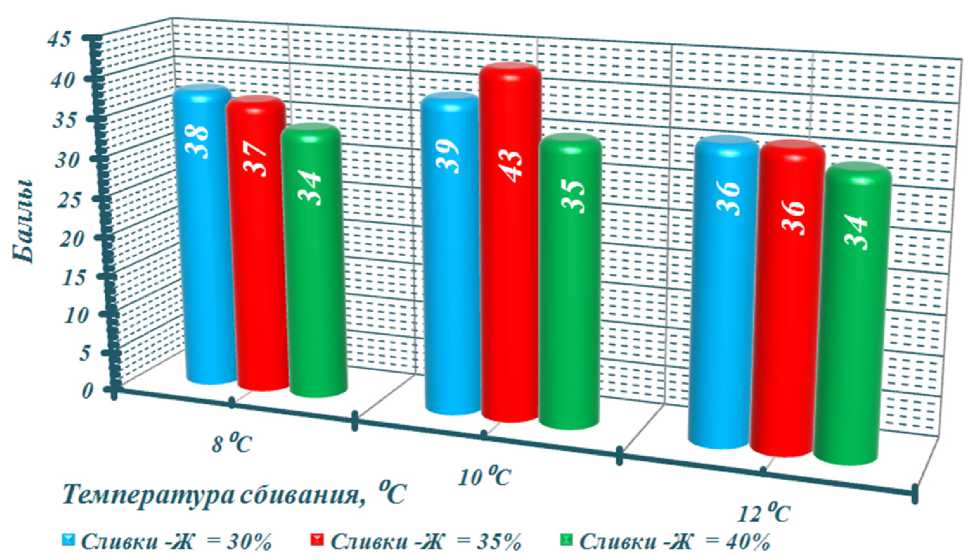
Рисунок 8 – Влияние жирности сливок и температуры cбивания на органолептические показатели сливочного масла
Аромат. Результаты статистического анализа показали, что уровень жира в сливках и температура сбивания не оказывают статистически значимого влияния (P > 0,05) на органолептические оценки аромата масла (см. табл. 4).
Полученные данные свидетельствуют о том, что изменение массо- вой доли жира в сливках не приводит к выраженным изменениям аромата масла. Это объясняется особенностями сладкосливочного масла, для которого характерно относительно низкое содержание летучих соединений, формирующих запах. Следовательно, аромат данного вида масла воспринимается в меньшей степени и имеет ограниченную вариативность.
Низкие оценки аромата, зафиксированные при температуре сбивания 12 °С, могут быть связаны с изменением состава летучих жирных кислот под воздействием температуры. При более высоких температурах часть ароматических веществ улетучивается или подвергается трансформациям, что приводит к снижению интенсивности запаха (см. рис. 8).
Таким образом, аромат масла в большей степени определяется наличием и стабильностью летучих соединений, преимущественно низкомолекулярных жирных кислот. Контроль этого показателя важен для обеспечения стабильности органолептических характеристик и восприятия масла потребителем.
Вкус. Результаты статистического анализа показали, что как уровень жира в сливках, так и температура сбивания оказывали статистически значимое влияние (P < 0,05) на органолептические оценки вкуса масла (см. табл. 4).
Выявлено, что образцы масла, получившие высокие оценки за текстуру (см. рис. 8), характеризовались также более высокими показателями по вкусу. Это свидетельствует о тесной взаимосвязи между структурно-механическими свойствами масла и его вкусовым восприятием. Оптимальная текстура способствует равномерному распределению жировых глобул, что обеспечивает гармоничное ощущение во рту и положительно отражается на вкусовом профиле.
Установленное влияние температуры сбивания объясняется тем, что при изменении термических условий формируется различная дисперсная структура жировой фазы. При более благоприятных режимах происходит сохранение летучих соединений и формирование мелкодисперсной структуры, что усиливает вкусовые ощущения. При менее оптимальных условиях часть ароматических и вкусовых веществ может теряться или изменяться, что снижает органолептическую оценку.
Таким образом, вкус масла формируется не только химическим составом, но и структурными особенностями продукта, которые в значительной степени зависят от содержания жира и температурных режимов процесса сбивания.
Текстура. Результаты исследования влияния различного уровня жира в сливках и температурных режимов сбивания на показатели текстуры масла показали, что оба этих фактора оказывают статистически значимое влияние на органолептическую оценку текстуры (P < 0,05)
(см. табл. 4).
Выявлено, что качество текстуры напрямую связано с химическим составом и физико-химическими свойствами жировой фазы. В частности, низкий показатель йодного числа (в пределах 25–27) способствует замедлению процессов окисления, что положительно отражается на формировании плотной, однородной и пластичной структуры масла. Снижение степени ненасыщенности жирных кислот приводит к повышению стабильности продукта и улучшению его консистенции.
Кроме того, установлено, что содержание жира в исходных сливках играет ключевую роль в формировании текстурных характеристик. Масло с высоким уровнем жира характеризуется равномерным распределением жировых глобул и сниженным содержанием влаги, что обеспечивает пластичность и однородность продукта. Вклад жирнокислотного состава в формирование текстуры является определяющим: около 80 % вариаций органолептической оценки связано именно с соотношением насыщенных и ненасыщенных кислот.
В результате наивысшие баллы по текстуре получили образцы, приготовленные из сливок с содержанием жира 35 % и сбитые при температуре 10 °С (см. рис. 8). Такой режим оказался оптимальным для формирования мелкодисперсной структуры жировой матрицы, обеспечившей высокую пластичность, однородность и общее потребительское восприятие продукта.
Общая оценка. Наивысшие суммарные органолептические показатели получило масло, произведённое из сливок с содержанием жира 35 % при температуре сбивания 10 °C. Данные образцы отличались гармоничным сочетанием цвета, внешнего вида, вкуса, аромата и текстуры, что обеспечивает их высокую потребительскую привлекательность (см. рис. 8).
Выводы
Наибольший выход масла с повышенным содержанием сухих веществ был получен при использовании сливок, нормализованных до 35 % жира и сбитых при температуре 10 °С. В этих условиях отмечалось пониженное содержание влаги и обезжиренных сухих веществ, что способствовало формированию оптимальной структуры продукта.
Органолептические показатели – цвет, внешний вид, вкус и текстура – достигали наилучших значений при производстве масла из сливок с содержанием жира 35 % при температуре сбивания 10–12 °С. Это объясняется тем, что такой режим обеспечивает равномерное распределение жировых глобул, минимизацию влаги и формирование пластичной и однородной консистенции, что напрямую отражается на органолептическом восприятии.
Таким образом, уровень жира в сливках и температурный режим сбивания оказывают решающее влияние как на выход продукта, так и на его качественные характеристики. Практическая значимость проведённого исследования заключается в том, что полученные результаты могут быть использованы для совершенствования технологии сбивания масла на мелкотоварных фермах и в условиях домашнего производства, обеспечивая получение продукта с высокими потребительскими свойствами и стабильным качеством.
