Особенности формирования показателей качества продуктов маслоделия, произведенных из сливок, подверженных ферментативному гидролизу

Автор: Топникова Е.В., Никитина Ю.В., Овчинникова Е.Г., Муничева Т.Э.
Журнал: Молочнохозяйственный вестник @vestnik-molochnoe
Рубрика: Технические науки
Статья в выпуске: 2 (58), 2025 года.
Бесплатный доступ
Ферментативный гидролиз лактозы рассматривают как эффективный способ получения низколактозных и безлактозных молочных продуктов. Данный технологический прием применим при производстве как сливочного масла разной жирности, так и масляных паст, получаемых из ферментированных сливок. В статье приводятся результаты оценки гидролиза лактозы в пастеризованных сливкахсырье при разных дозах внесения фермента β-галактозидазы, полученные в условиях температурного диапазона, применяемого при созревании и промежуточном резервировании сливок перед выработкой продуктов маслоделия. Результаты приведены на примере сливок с массовой долей жира (40 ± 2)%; в качестве фермента использовали β-галактозидазу в жидкой форме активностью 20000 ед./ мл, доза которой колебалась в диапазоне от 0,04 до 0,31%. В сливках оценивали массовую долю лактозы до и после гидролиза, определяли степень гидролиза. Результаты исследований показали, что выбор дозы фермента предопределяется условиями ферментирования сливок (температура и продолжительность), а также заданным уровнем степени гидролиза лактозы в них. Получены математические зависимости дозы фермента для температурных режимов (5 ± 1) °С и (10 ± 1) °С, обеспечивающих достижение степени гидролиза лактозы в сливках 80% и 100%. Полученные из таких сливок масляные пасты и сливочное масло имели высокие показатели качества и безопасности, их отличительной характеристикой являлась выраженность сладковатого привкуса.
Сливки, лактоза, β-галактозидаза, условия гидролиза, степень гидролиза, сливочное масло, масляные пасты
Короткий адрес: https://sciup.org/149148485
IDR: 149148485 | УДК: 637.2.05 | DOI: 10.52231/2225-4269_2025_2_187
Characteristics of Development of Quality Parameters for Butter Products Made from Cream Subjected to Enzymatic Hydrolysis
Enzymatic hydrolysis of lactose is considered to be an effective way to produce low-lactose and lactose-free dairy products. This technological method is applicable in the production of both butter of different fat content and butter pastes obtained from fermented cream. The article presents the results of evaluating the hydrolysis of lactose in pasteurized raw cream at different doses of the β-galactosidase enzyme, obtained under the temperature range used during cream ripening and intermediate holding before manufacture of butter products. The results are shown on the example of cream with a mass fraction of fat (40±2) %; as an enzyme the β-galactosidase in liquid form with an activity of 20,000 units/ml has been used, the dose of which has ranged from 0.04 to 0.31%. The mass fraction of lactose in cream has been evaluated before and after hydrolysis, the degree of hydrolysis has been determined too. The research results have showed that the choice of the enzyme dose is determined by the conditions of cream fermentation (temperature and duration), as well as by a given level of degree of lactose hydrolysis in them. Mathematical relationship of the enzyme dose for temperature conditions have been obtained (5 ± 1) oC and (10 ± 1) oC, ensuring the achievement of a degree of lactose hydrolysis in cream of 80% and 100%. The butter pastes and butter obtained from such cream have had high quality and safety parameters; the distinctive characteristic of them has been the intensity of sweetish taste.
Текст научной статьи Особенности формирования показателей качества продуктов маслоделия, произведенных из сливок, подверженных ферментативному гидролизу
Применение биотехнологических приемов обработки молочного сырья широко интегрировано в производство многих ферментированных продуктов. В технологию же продуктов маслоделия они практически не вовлечены, за исключением производства кислосливочных масла и масляных паст. При их изготовлении в сливки вносят молочнокислую микрофлору, под влиянием целого ряда экзоферментов которой происходит частичная трансформация углеводной части сливок с последующим формированием оригинального вкусового букета и физико-химических показателей этих продуктов [1]. Внесение ферментов как важных элементов биотехнологии в маслоделии ранее не применялось. В настоящее время возникла необходимость использования отдельных ферментов в качестве функционально необходимых компонентов при получении таких разновидностей продуктов маслоделия, как безлактозные и низколактозные [2]. Данная потребность обусловлена тем, что в настоящее время формируется новый ассортимент продуктов для лиц, имеющих лактазную недостаточность и непереносимость лактозы. Эта группа потребителей ориентирована на формирование своей персонифицированной потребительской корзины, куда включаются только те продукты, которые не содержат лактозу и, следовательно, не способны оказывать негативное воздействие на функции организма.
Известно, что при попадании в организм человека, страдающего непереносимостью лактозы или лактазной недостаточностью, этот пищевой компонент приводит к отдельным патологическим процессам кишечника, что может проявляться в любом возрасте, особенно – детском. Лактазная недостаточность, или гиполактазия, характеризуется снижением активности лактазы слизистой оболочки тонкой кишки, а непереносимость лактозы проявляется как тяжелая ее форма – алактазия, в результате которой вскоре после приёма молока и молочных продуктов у человека неизбежно появляется ощущение дискомфорта, вздутия и урчания в животе с выраженным метеоризмом, также могут беспокоить кишечные колики [3].
При вторичной лактазной недостаточности, которая возникает при повреждении клеток тонкого кишечника (вследствие, например, пищевой аллергии, целиакии, лямблиоза, энтерита или перенесенной кишечной инфекции), степень снижения активности лактазы у пациента тесно коррелирует со степенью атрофии ворсинок и выраженностью воспаления слизистой оболочки тонкой кишки [4]. Симптомы лактазной недостаточности в этом случае наслаиваются на симптомы основного заболевания, что может затруднить ее диагностику, а при сопутствующих разного рода хронических заболеваниях могут изменять клинические проявления основной патологии [3].
Опасаясь указанной выше симптоматики, такие люди отказываются нетолькоотмолокатрадиционногосостава, ноиотпродуктовмаслоделия. В их составе лактоза, хоть и в небольшом количестве, но присутствует [5]. При этом они лишают себя важного источника биологически ценного молочного жира и содержащихся в нем жирорастворимых витаминов, стеролов и незаменимых жирных кислот, необходимых для правильного обеспечения различных функций организма [6].
В связи с этим интерес представляет разработка технологии продуктов маслоделия с редуцированным содержанием лактозы. Решение вопроса возможно за счет использования при производстве таких продуктов сливок, в которых лактоза гидролизована с помощью β-галактозидазы до простых сахаров – глюкозы и галактозы. Подготовленные таким образом сливки затем можно переработать в готовый продукт, применяя традиционные технологические операции, предусмотренные по технологии сбивания сливок средней жирности или преобразования высокожирных сливок.
Для проведения эффективного процесса гидролиза лактозы целесообразно обосновать дозу внесения фермента, которая обеспечит необходимую степень гидролиза лактозы в сливках-сырье. Как известно, эффективность такого процесса зависит от массовой доли лактозы в ферментируемом сырье, вида фермента и его активности, и, безусловно, от условий ферментирования (доза фермента, рН среды, температура и продолжительность гидролиза) [7–13].
Ферментом, наиболее часто применяемым в практике гидролиза цельного и обезжиренного молока, пахты и сыворотки, а также питьевых сливок является β-галактозидаза, продуцентом которой являются дрожжи Kluyveromyces lactis [14–17]. В случае необходимости ферментирования сливок более высокой жирности, применяемых при производстве продуктов маслоделия, производители вынуждены использовать эмпирический путь, проводя множественное количество экспериментов для достижения желаемого результата по степени гидролиза. В связи с этим представляет интерес изучение динамики гидролиза в таких сливках с учетом допустимого варьирования температурно-временных диапазонов выдержки сливок при приемлемых для технологии сливочного масла и масляных паст режимах.
Основнымифакторами,влияющиминапроцессгидролизаприпрочих равных условиях является рН среды и температура ферментирования [2]. В технологии сладкосливочных продуктов маслоделия применяются сливки с рН в диапазоне 6,6–6,8 ед., что положительно влияет на процесс ферментирования лактозы β-галактозидазами, оптимум действия которых составляет 6,5–7,5 ед. рН. Температурный оптимум действия этого фермента лежит в диапазоне от 30 до 40 °С, что является неприемлемым для производства сладкосливочных продуктов маслоделия, поскольку даже небольшая выдержка сливок при этих температурах несет существенные микробиологические риски и ухудшением хранимоспособности готовых продуктов [18, 19, 20].
В связи с этим целью данной работы было определение оптимальных доз фермента для достижения степени гидролиза лактозы в сливках-сырье до 80–100% при разной выдержке при температурах 5–10 °С, применяемых в технологии продуктов маслоделия на стадии подготовки исходного сырья к переработке, и оценка качества получаемых из них продуктов маслоделия.
Материалы и методы
Объектами исследования являлись сливки, соответствующие требованиям ГОСТ 34355 «Сливки сырье. Технические условия» массовой долей жира от 35 до 45% до и в течение их ферментирования β-галактозидазой (Biolactase L20 в жидкой форме, активностью 20000 ед./мл (производитель «Kerry Bio-Science», Ирландия)). Доза фермента варьировалась в диапазоне от 0,03 до 0,31%. Исходные сливки получали сепарированием коровьего молока от сельхозпроизводителей Ярославской области (ООО «Бурмасово», Угличский район Ярославской области), подвергали пастеризации при температуре 85 °С в течение 15 мин., охлаждали до заданной температуры ферментирования (5±1 и 10±1 °С), добавляли фермент и выдерживали при заданной температуре с периодическим отбором проб для определения массовой доли лактозы в сливках и степени гидролиза. Выполнено 30 вариантов опытов, сочетающих различные дозы фермента и продолжительности выдержки сливок при заданных температурах. Максимальная продолжительность выдержки составляла 35 ч.
Массовую долю жира в сливках определяли по ГОСТ 5867, титруемую кислотность сливок – по ГОСТ 3624, рН сливок – по ГОСТ 32892.
Динамику изменения лактозы в сливках при ферментировании определяли методом капиллярного электрофореза с использованием прибора «Капель-150М» (ООО «Люмэкс», Россия). Степень гидролиза ДГ, %, рассчитывали по формуле:
л = 100 - —100 , Ё1а+
где Лост – остаточная массовая доля лактозы в сливках, определенная методом капиллярного электрофореза в контролируемой точке гидролиза, %;
Лнач – начальная массовая доля лактозы в сливках,%.
Органолептические показатели сливок до и после ферментирования оценивались группой аттестованных экспертов в количестве 5 человек по основным характеристикам вкуса и запаха, цвета и консистенции с максимальной оценкой за вкус и запах 5 баллов (при характеристике: чистый, сливочный, с привкусом пастеризации, характерный для сливок); за консистенцию 3 балла (при характеристике: однородная, гомогенная, без комочков жира и свободного жира на поверхности), за цвет 2 балла (при характеристике от светло желтого до слегка кремового, однородный по всему объему).
Обработку экспериментальных данных по гидролизу лактозы и построение модели зависимости дозы фермента от продолжительности ферментирования проводили методом регрессионного анализа с использованием программ Microsoft Exell.
Из сырья с редуцированным содержанием лактозы вырабатывали продукты маслоделия (сливочное масло массовой долей жира 82,5% и масляную пасту массовой долей жира 45,0%). Выработки проводили на экспериментальном стенде ВНИИМС методом преобразования высокожирных сливок с использованием цилиндрического маслообразователя производительностью до 25 кг/ч. В полученных продуктах определяли органолептические показатели по ГОСТ 33632, термоустойчивость – по ГОСТ Р 52253, твердость – по ГОСТ 32189 при температуре продукта – (10 ± 1) °С. Восстанавливаемость их структуры и вытекание жидкого жира определяли по методикам, описанным в [21]. Кислотность продуктов, их жировой фазы и молочной плазмы определяли по ГОСТ Р 55361.
Результаты и обсуждение
Исследования по гидролизу сливок
Органолептическая оценка вкуса и запаха исходных сливок составила 4,5–5,0 баллов. Сливки имели чистый сливочный вкус и привкус пастеризации разной выраженности, с легким сладковатым привкусом, что соответствовало требованиям ГОСТ 34355. По консистенции и цвету сливки отвечали установленным требованиям без обнаружения отклонений (оценка 3 и 2 балла, соответственно). Массовая доля лактозы в исходных сливках составила (3,1 ± 0,3) %. Титруемая кислотность исходных сливок находилась в пределах 12–15 °Т, рН – от 6,68 до 6,82 ед.
В процессе ферментирования сливки приобретали сладковатость, которая усиливалась по мере снижения массовой доли лактозы и повышения степени гидролиза. Такой результат ожидаем в связи с накоплением продуктов ферментативного гидролиза лактозы, обладающих большей сладостью: сладость лактозы относительно сладости сахарозы составляет 20 единиц, а сладость глюкозы и галактозы – 70 и 30 единиц соответственно. Оценка за вкус и запах сливок в разных точках отбора проб составляла от 4,5 до 5,0 баллов. Изменений в других органолептических показателя не установлено. Оценка за консистенцию составила, как и в исходных сливках, 3 балла, за цвет – 2 балла. Титруемая кислотность практически осталась на начальном уровне 12–16 °Т, значения рН колебались в диапазоне от 6,60 до 6,82 ед.
Полученные данные органолептических и физико-химических исследований указывают на то, что в процессе ферментативного гидролиза лактозы в течение выбранного временного интервала не происходили изменения, связанные с трансформацией водной фазы сливок.
Изучение динамики изменения массовой доли лактозы в сливках показало, что в процессе ферментативного гидролиза зависимость остаточного количества лактозы и степени ее гидролиза при обоих температурных режимах при разных дозах фермента и разной продолжительности выдержки сливок описывается уравнением вида y = a·ln(x)+b с высоким уровнем аппроксимации (0,87–1,0). Динамика изменения лактозы носит обратный характер, т. е. снижения при увеличении времени выдерживания сливок, а динамика изменения степени гидролиза – прямой характер. Большее влияние на процесс гидролиза в исследованном диапазоне температур оказывает доза внесенного фермента [22].
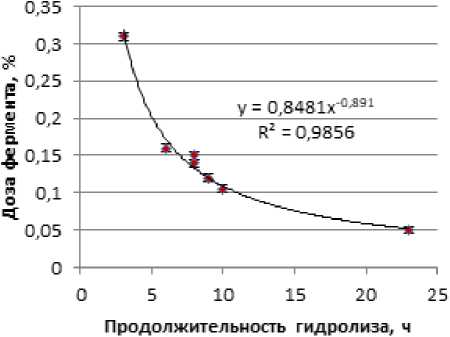
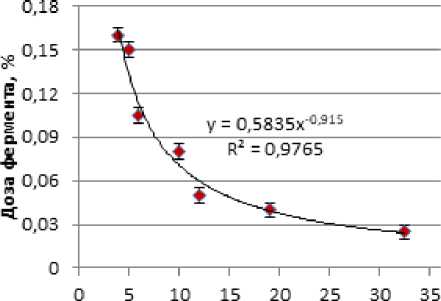
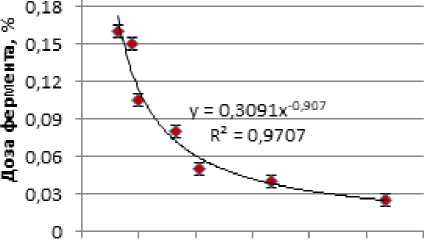
Обработка массива экспериментальных данных по динамике изменения остаточного количества лактозы и степени ее гидролиза в разные промежутки времени позволила построить математические модели зависимости дозы фермента от продолжительности выдержки сливок при разных температурах для достижения уровня 80–100% гидролиза. Графическое их изображение для использованного в эксперименте фермента приведено на рисунке 1.
Обеспечение 100%-ной степени гидролиза лактозы в сливках при t=5±l*C
Обеспечение 100%-ной степени гидролиза лактозы в сливках при t=10±l=C
Продолжительность гидролиза, ч
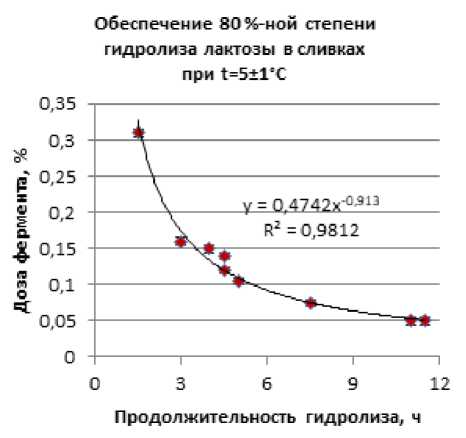
Обеспечение 80%-ной степени гидролиза лактозы в сливках при t=10±l:C
Продолжительность гидролиза, ч
Рисунок 1 – Зависимости дозы внесения фермента от времени гидролиза сливок при разных температурах для обеспечения степени гидролиза 80 и 100%
Использование данных зависимостей позволяет производителю безлактозного и низколактозного продукта оперативно рассчитать дозу внесения фермента с учетом заданных температурно-временных параметров выдержки сливок до достижения необходимой степени гидролиза на уровне 80% (пригодной для производства продукта маслоделия с редуцированным содержанием лактозы) и 100% (пригодной для производства безлактозного продукта маслоделия). Полученные зависимости имеют высокий уровень корреляции (0,971– 0,986), что обеспечивает сходимость результатов математической модели с фактическими экспериментальными значениями показателей.
Исследованиями установлено, что более высокая степень гидролиза лактозы в сливках обеспечивается при одновременном увеличении дозы фермента и выдержки сливок при заданных температурах ферментирования.
Исследования по оценке качества продуктов маслоделия из гидролизованных сливок
Масло сладкосливочное м.д.ж. 82,5% было выработано с использованием исходных сливок массовой долей жира 35% (м.д. лактозы составила 3,4%). Ферментирование сливок проводили при дозе фермента 0,1%. Выдержка сливок при температуре 5 °С – в течение 12 часов.
Выработанное масло характеризовалось сладковатым чистым сливочным вкусом и запахом с выраженным привкусом пастеризации с еле заметным сладковатым привкусом; балльная оценка за вкус и запах составила 9,5 балла. Кислотность масла – 1,8 °К, кислотность жира – 1,4 °К; титруемая кислотность плазмы – 15,0 °Т.
Исследование остаточного количества лактозы в молочной плазме масла, определенное методом капиллярного электрофореза, показало отсутствие пика лактозы на электрофореграмме. Дополнительные исследования плазмы, проведенные методом ВЭЖХ МС по ГОСТ Р 54760, показали, что значение показателя в молочной плазме масла было ниже 0,05 г/кг, что в пересчете на готовый продукт составляет менее 0,0875 г/кг. Приведенные данные позволяют присвоить выработанному сливочному маслу статус «безлактозного», в котором массовая доля лактозы должна составлять не более 0,1 г/кг.
Масляная паста м.д.ж. 45,0% была выработана из сливок массовой долей жира 40% (м.д. лактозы 2,9 %), ферментированных в течение 17 часов при температуре 5 °С при дозе фермента 0,06%. Выработанный продукт характеризовался следующими органолептическими показателями: вкус сливочный, чистый с привкусом пастеризации, недостаточно выраженный сливочный с выраженным сладковатым привкусом, присущим безлактозным продуктам, вырабатываемым с применением ферментативного гидролиза лактозы. Оценка за вкус и запах – 8,6 баллов.
Кислотность масляной пасты – 1,6 °К, кислотность жира – 1,3 °К; титруемая кислотность плазмы 14,5 °Т. В плазме готового продукта лактоза не обнаруживалась (пик на электрофореграмме отсутствовал), что также позволяет отнести полученную масляную пасту к «безлактозным» продуктам.
Структурно-механические характеристики полученных сливочного масла и масляной пасты представлены на рисунке 2.
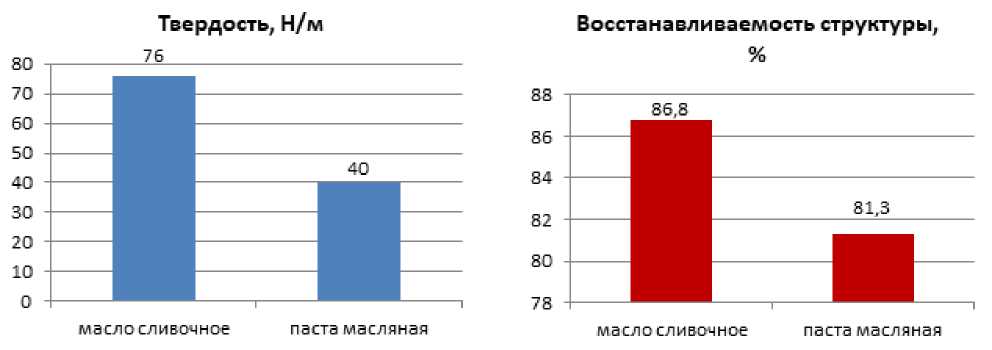
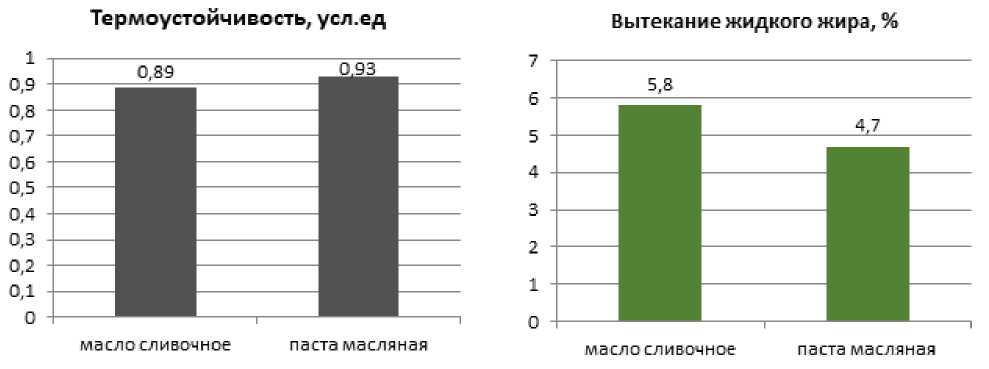
Рисунок 2 – Структурно-механические характеристики масла сливочного и масляной пасты, выработанных из ферментированных лактазой сливок
Из представленных данных следует, что выработанные продукты маслоделия имели характерные для этих видов продуктов структурномеханические показатели.
Масляная паста характеризовалась более низкими показателями твердости, восстанавливаемости структуры и вытекания жидкого жира, что вполне объяснимо, учитывая пониженное содержание жира в данном продукте против сливочного масла.
Термоустойчивость обоих продуктов была достаточно высокой, тем не менее, масляной пасте присущ более высокий ее показатель за счет большего количества в составе СОМО, а также – присутствия стабилизатора, которые усиливают прочность структуры продукта.
Результатами этих предварительных исследований установлена возможность получения безлактозных продуктов маслоделия при оптимальных дозах и продолжительности процесса гидролиза сливок, Свежевыработанные образцы продуктов имели хорошие органолептические показатели, характеризовались сливочным вкусом разной выраженности с привкусом пастеризации и сладковатым привкусом. Их структурно-механические характеристики типичны для сливочного масла и масляных паст. Физико-химические показатели соответствовали требованиям, установленным в ТР ТС 033/2013 для исследуемых групп продуктов.
Заключение
По итогам исследования определены оптимальные дозы фермента β-галактозидаза, способные обеспечить степень гидролиза лактозы в сливках-сырье до 80–100% в условиях различной продолжительности процесса при температурах 5–10 °С.
Проведена оценка качества продуктов маслоделия, полученных из сливок, ферментированных лактазой. Обнаружено, что при включении в технологической процесс производства такой операции, как гидролиз лактозы, структурно-механические показатели продуктов находятся на уровне показателей аналогичных продуктов маслоделия, выработанных по традиционной технологии. Это позволяет беспрепятственно вырабатывать низколактозные и безлактозные продукты маслоделия с характерными для сливочного масла структурными характеристиками.
Исследование выполнено в рамках Госзадания по теме № FGUS-2024-0008.
