Применение принципов ХАССП в производстве свежего сыра с плесенью

Автор: Алибеков Р.С., Серикбай Ф.Т.
Журнал: Вестник Алматинского технологического университета @vestnik-atu
Рубрика: Техника и технологии
Статья в выпуске: 4 (113), 2016 года.
Бесплатный доступ
В настоящее время в условиях рынка предприятия должны обеспечивать потребности потребителя в качественной и безопасной продукции. Гарантией безопасности продукции на предприятиях служит система НАССР. Система базируется на скорейшем предот-вращении угроз на каждой стадии производственного процесса, нежели на обнаружении опасных пищевых продуктов в конце производства. Внедрение в производство системы обеспечивает стабильность безопасности продукции. Представлены результаты анализа опасных факторов и критических контрольных точек в технологии сыра в соответствии с принципами системы НАССР. Сформирован перечень учитываемых опасных факторов (биологических, химических, физических) по диаграмме анализа рисков. Установлены крити-ческие контрольные точки при разработке сыра с плесенью.
Качество, безопасность, система менеджмента качества haccp, опасный фактор, анализ рисков, критическая контрольная точка
Короткий адрес: https://sciup.org/140204892
IDR: 140204892 | УДК: 637.146.32
Текст научной статьи Применение принципов ХАССП в производстве свежего сыра с плесенью
Расширение потребительского рынка, экономических связей между государствами, экспорта и импорта различной продукции пищевой отрасли способствует предъявлению более строгих мер по безопасности продукции и необходимости выпускать продукцию соответствующую мировым общепринятым стандартам.
Обеспечение безопасности и управление качеством становится актуальным вопросом для предприятий пищевой промышленности Казахстана, в том числе для предприятий среднего бизнеса. Среди первых компаний Казахстана, внедривших HACCP (ХАССП) при производстве пищевых продуктов, можно назвать группу компаний «Агрофирма TNK». Уже с 2009 года ТОО «АйБат» и ТОО «Уро жай» сертифицированы и работают по системе менеджмента безопасности пищевых продуктов ISO:22000 [1].
Управление качеством в настоящее время приобрело широкую распространенность в мире и стало средством успешного предпринимательства. При разработке и производстве пищевой продукции особое внимание уделяется качеству и безопасности. Уровень безопасности оценивается в готовой продукции и учитывается уже на начальном этапе подбора сырья и вспомогательных материалов (входной контроль). Однако большинство свойств, характеризующих качество готовой продукции (микробиологические, физикохимические, органолептические и другие показатели) формируются в результате проведения технологического процесса. Он является важнейшим критерием, определяющим качество продукции, направленным к сведению до минимума возможности возникновения опасных ситуаций, отрицательно влияющих на качество. По данным Всемирной организации здравоохранения (ВОЗ), ежегодно регистрируется три - четыре млн. случаев заболеваний различными кишечными инфекциями и тяжелых отравлений, вызванных недоброкачественными продуктами питания. [2]
Для достижения требований, установленных в законодательных актах и обеспечения стабильного качества и безопасности пищевой продукции все больше пищевых предприятий в мире используют систему Hazard Analysis and Critical Control Points
(HACCP). Эту систему обосновано называют технологией по безопасности пищевой продукции, разработанной до состояния искусства. Она занимает ведущее место в мировой пищевой индустрии. В 2001 году был разработан ГОСТ 51705.1-2001 «Системы качества. Управление качеством пищевых продуктов на основе принципов ХАССП. Общие требования». Эффективность системы определяется семью основными принципами, на которых базируется ее применение: [3]
-
1. Проведение анализа возможных опасностей.
-
2. Определение Критических Контрольных Точек (ККТ).
-
3. Установление Критических пределов для ККТ.
-
4. Установление системы мониторинга за контролем на ККТ.
-
5. Установление корректирующих действий.
-
6. Установление процедур проверки.
-
7. Установление принципов ведения записей и документации.
Система ХАССП [3] внедряется для уменьшения рисков, которые могут быть вызваны проблемами с безопасностью пищевой продукции. Главной функцией системы ХАССП является защита производственных процессов от микробиологических, биологических, физических, химических и других рисков загрязнения при изготовлении пищевой продукции.
Система ХАССП, приминяемая в области управления безопасностью пищевых продуктов, использует подход контроля критических точек движения пищевых продуктов для предотвращения проблем с безопасностью пищевых продуктов. Система, научно обоснована и следует системному подходу, выявляет конкретные опасные факторы и меры по их контролю для обеспечения безопасности пищевых продуктов. ХАССП основана на прафилактике и снижает зависимость от тестирования и проверки конечного продукта [4].
Основным критерием степени опасности того или иного фактора является уровень вероятности риска возникновения этого фактора.
Конечная цель системы — минимизировать риски или вообще свести их к нулю.
Группа ХАССП должна выявить и оценить все виды опасностей, включая биологические (микробиологические), химические и физические, и выявить все возможные опасные факторы, которые могут присутствовать в производственных процессах.
-
1 ) Биологические опасные факторы: патогены, сальмонелла, КМА- ФАнМ, токсин, колиформы. Для данной группы факторов следует осуществлять следующие предупреждающие действия: правильная термическая обработка, соблюдение условий охлаждения, добавление консервантов, обработка и дезинфекция оборудования, проведение плановопредупредительных ремонтов оборудования, дезактивация техники.
-
2 ) Химические опасные факторы: дезинфицирующий раствор. Для данной группы факторов следует осуществлять следующие предупреждающие действия: контроль сырья, строгий контроль, за санитарным состоянием технологического оборудования, контроль производства.
-
3 ) Физические опасные факторы: посторонние предметы. Для данной группы факторов следует осуществлять следующие предупреждающие действия: контроль источников сырья, контроль производства и хранения готовой продукции [5].
Для данной группы факторов следует осуществлять следующие предупреждающие действия: контроль источников сырья, контроль производства и хранения готовой продукции.
Целью исследования является анализ вероятных опасных факторов при производстве сыра.
Объекты и методы исследования
Объектами исследований являлись:
-
- молоко коровье сырое не ниже 1 сорта по ГОСТ Р 52054-2003;
-
- обезжиренное коровье молоко, соответствующее требованиям, предъявляемым к молоку коровьему по ГОСТ Р 52054;
-
- бактериальный препарат «Эвиталия», состоящий из Lactococcus lactis, Streptococcus thermоphilus, Lactobacillus acidophilus, Lactobacillus helveticus, Propionibacterium freuden-reichii ssp. Shermanii по ТУ 49 1016-85;
-
- закваска «БК-Углич-С», состоящая из Lactococcus lactis subsp. lactis (Л); Lactococcus lactis subsp. сremoris (К); Lactococcus lactis subsp. diacetilactis (Д);
-
- Плесневые закваски ГОСТ Р 32263;
-
- Молокосвертывающий фермент ГОСТ Р 52688;
-
- Кальций хлористый (Е509), предназначенный для применения в пищевой и фармацевтической промышленности.
В представленной работе были использованы основные положения ISO 22000:2005 Системы менеджмента безопасности пищевых продуктов. Требования к любым организациям в продуктовой цепи [6].
Результаты и их обсуждение
В представленной работе был проведен анализ вероятных опасных факторов при производстве сыра.
Снижение риска опасности предупредительными мерами для обеспечения их безопасности и пригодности на определенном этапе производства проводится путем контроля производственных рисков:
-
- выявляются критические этапы производственных процессов;
-
- осуществляются эффективные процедуры контроля на всех этапах;
-
- проводится мониторинг процедур контроля для обеспечения их постоянной эффективности;
-
- периодически проводится анализ процедур контроля, в том числе при их изменении.
Необходимо вести регистрацию всех рисков, появление которых возможно на каждом этапе в соответствии с объемом первичного производства, переработки, изготовления и реализации до момента потребления [7].
В качестве источников опасностей были проанализированы все этапы производства: прием сырья, хранение, пастеризация, нормализация, охлаждение, внесение закваски, сквашивание, разрезка сгустка, отделение сыворотки, охлаждение сыра, прессование, упаковывание, хранение и транспортирование. Обобщенные результаты работы представлены в таблице 1.
Таблица 1 - Анализ опасных факторов при производстве сыра
|
№ наименование операции |
Параметры процесса |
Учитываемый фактор |
Контролируемые признаки |
Предупрежда ющие действия |
Ответстве нное лицо |
|
1.Приемка сырого молока |
Кислотность <190Т |
Микробиологиче ский |
а) бактерии группы кишечной палочки (БГКП), б) патогенные микроорганизмы, в т.ч. сальмонеллы |
Контроль при приеме |
Заведующ ий лаборатор ией |
|
Химический |
|
Входной контроль |
Заведующ ий лаборатор ией |
||
|
2.Пастери-зация |
Т= 73-760С с выдержкой 15-20с |
Микробиологический |
При несоблюдении температурного режима есть вероятность обнаружения: а) бактерии группы кишечной палочки (БГКП), б) патогенные микроорганизмы, в т.ч. сальмонеллы. Элементы моющих средств в пастеризационноохладительной установке |
Контроль режима пастеризации молока. Качественное мытье и дезинфекция оборудования. |
Лаборант-микробио лог |
|
3. Нормализация |
Микробиологический |
Стандартизация по жиру Ёмкость для хранения, (ванны), оборудование с перемешивающими устройствами |
Соблюдение гигиены оборудования и личной гигиены персонала |
Лаборант-микробио лог |
|
|
4. Охлаждение молока |
До температуры заквашивания 32-34oС |
Микробиологический |
Рост присутствующих бактерий при нарушении условий температуры Бактерии группы кишечной палочки |
Контроль режима охлаждения молока |
Мастер цеха |
|
5. Внесение закваски, хлорида кальция и сычужного фермента, плесени |
Количество закваски 2 – 4% |
Микробиологический |
|
Cтрогий контроль вномисимой заквакси |
Мастер цеха |
|
Физический |
Попадание металлических деталей при замене реактивов |
Планово-предупредите льный ремонт оборудования |
Мастер цеха |
|
Химический |
Контаминация пестицидов из плесени и молока |
Контроль пестицидов и термическая обработка |
Мастер цеха |
||
|
6. Сквашивание |
Продолжительность сквашивания 1-2 ч. |
Микробиологический |
|
Строгий контроль качества воды, используемой в процессе производства сыра; |
Лаборант-микробио лог |
|
7. Разрезка готового сгустка |
Микробиологический Физический Химический |
Бактерии группы кишечной палочки Посторонние примеси Металлические частички оборудования Санитарная обработка производства |
Создание асептических условий. Использование металлодетек тора Входной контроль |
Мастер цеха Мастер цеха |
|
|
8. Формование |
Микробиологический |
Контаминация оставшихся бактерий в формах для сыра |
Очистка щелочными и химическими средствами |
Мастер цеха |
|
|
9. Самопрес-сование и прессование под давлением |
При температуре не выше 16°С и продолжительности 12ч. |
Микробиологический |
a) Загрязнение: дренажные ковры -повышение кислотности сыра б) БГКП |
Соблюдение правил по обработке дренажных ковров; контроль за температурным режимом |
Мастер цеха |
|
10. Созревание |
При температуре 11-14°С, в течение 7-10 сут, при влажности воздуха 9095% . |
Микробиологический |
Кислотность сгустка, БГКП, молочнокислые стрептококки, палочки и дрожжи |
Контроль режима созревания Контроль температурно -временного режима |
Лаборант-микробиолог |
|
9. Упаковка, хранение и транспортировка |
При температуре не выше 10° С и не ниже 6° С. |
Микробиологический Химический Физический |
|
В помещении для хранения внутреннюю упаковку открытых пакетов всегда необходимо складывать |
Мастер цеха Фасовшик |
Таблица 2. Допустимые пределы для ККТ
|
ККТ |
Опасный фактор |
Критические пределы |
|
Приемка и подготовка сырья (Входной контроль) |
Микробиологические: нежелательные микроорганизмы. Физические: посторонние примеси в молоке |
В продукте не должно быть посторонних примесей; предметов. |
|
Пастеризация и охлаждение |
Микробиологические: образование нежелательных микроорганизмов. Химические: остатки дезинфицирующих средств |
Соблюдать режимы пастеризации (t=73°С) и охлаждения (t=32°С) |
|
Сквашивание |
Химические: энтеротоксины, остатки |
Контроль температуры |
|
моющих и дезинфицирующих средств. Биологические: сальмонеллы, БГКП, патогенные стафилококки, S. aureus |
сквашивания и времени сквашивания. |
|
|
Процесс созревания сыра |
Необходимо обеспечить требуемую интенсивность и направленность микробиологических процессов во время выработки и созревания сырной массы путем изменения временных и температурных параметров процесса получения сырной массы, тщательно проводить мойку и дезинфекцию сыродельных ванн. |
Контроль режима сквашивания: 1-2 ч. до достижения кислотности 80-1000Т (рН 4,54,65). |
|
Хранение |
Физические: грызуны, насекомые Химические: остатки моющих и дезинфицирующих средств. Микробиологические: нежелательные микроорганизмы, плесень |
Соблюдение режимов хранения (t=6-10°С) |
Важно учитывать, какие контрольные меры, при их наличии, могут применяться по каждому риску. Согласно ГОСТ 51705.1-2001 «Управление качеством пищевой продукции на основе принципов ХАССП» необходимо выявить и оценить все виды опасностей: биологические (микробиологические), химические и физические.
Критическая контрольная точка (ККТ) - точка, этап или процедура, в которой может быть применен контроль, в результате которого опасные факторы устранены или уменьшены до приемлемого уровня [1,4].
Цель этого этапа - определение точек или процедур производственного процесса, которые могут контролироваться и благодаря которым можно предотвратить появление опасного фактора, устранить его или уменьшить его до допустимого уровня. Критические контрольные точки определялись, проводя анализ отдельно по каждому учитываемому опасному фактору и рассматривая последовательно все операции, включенные в блок-схему производственного процесса (Рис.1).
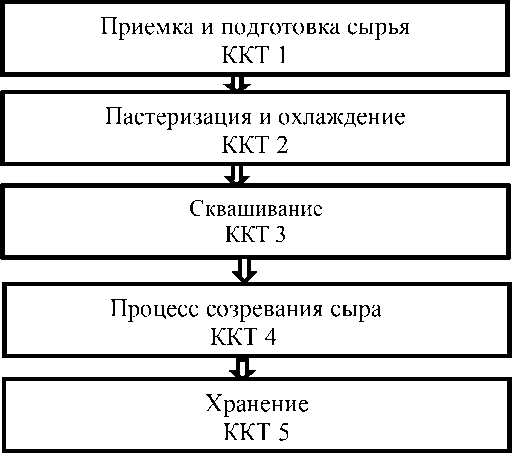
Рис.1. Критические контрольные точки (ККТ) при получении сыра
Согласно ГОСТ Р 51705.1-2001 для критических контрольных точек необходимо установить:
-
- критерии допустимого (недопустимого) риска - для контроля признаков риска;
-
- критерии идентификации для опасных факторов;
-
- допустимые пределы - для применяемых предупреждающих воздействий.
Критические пределы задаются с учетом всех погрешностей, в том числе измерения. При оценивании качественных признаков визуальным наблюдением, необходимо целесообразно использовать образцы – эталоны.
Критические пределы заносятся в рабочий лист ХАССП. После определения ККТ для каждой из них были определены допустимые пределы (табл. 2).
Заключение
В результате проведенных исследований было выявлено значительное количество ККТ. В практике разработки и функционирования системы НАССР отмечается, что таких точек должно быть не более 8–10.
С целью сокращения числа ККТ было проведено их объединение по правилу: объединение ККТ осуществляется, если они контролируются одним и тем же человеком и относятся к одной и той же операции (операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте). На основании анализа опасных факторов и применения алгоритмов определения ККТ выделены пять объединенных ККТ: приемка молока, пастеризация и охлаждение, сквашивание, процесс созревания сыра, хранение.
В результате проведенных исследований были реализованы принципы системы ХАССП, составлен перечень учитываемых биологических и химических потенциальных опасностей и определены ККТ в производстве технологии сыра с плесенью.
Система НАССР как инструмент управления обеспечивает организованный подход к опознаваемым факторам риска химического, физического происхождения пищевых продуктов. Внедрение системы НАССР сокращает производственный контроль изделия. Это не только «эффективная стоимость», но и также мощная система, которая гарантирует производство качественной продукции и повышает конкурентоспособность.
Список литературы Применение принципов ХАССП в производстве свежего сыра с плесенью
- Чудакова Е.А., Рыжков Е.И. ХАССП -как систематический подход к идентификации, оценке и контролю безопасности пищевых продуктов в молочной промышленности//Журнал "Новые технологии". -2015. -№ 2.-C. 29-37.
- Все о пищевой безопасности и система ХАССП: сайт Иванова И. В. . Режим доступа. URL: http://www.haccp-control.ru/.html.
- Малыгина В.Д., Антошина К.А., Лисовская Л.Е. Оценка безопасности кисломолочных продуктов повышенной биологической ценности//Научный журнал НИУ ИТМО. -2015. -№3. -C.1-5.
- Коджегулова Д.А., Дакирова М.Д. О проблемах безопасности пищевых продуктов.//Известия КГTУ им. И.Раззакова. -Том 36. -№ 3. -2016. -С. 273-278.
- ИСО 22000:2005. Системы менеджмента безопасности пищевых продуктов. Требования к любым организациям в продуктовой цепи: Пер. с англ. -СПб: Русский Регистр, 2005. -65 с.
- Alibekov R.S., Serikbay F.T., Gabrilyants E.A., Alexeyeva N.V., Yussubayeva A.B. Improvement of the fresh soft cheese production. International conference of industrial technologies and engineering (ICITE 2016), October 28-29,2016/M.Auezov SKSU//Shymkent, Kazakhstan. -РР. 292-295
- Алибеков Р.С., Серикбай Ф.Т., Кудасова Д.Е., Рысбаева Г.С., Абубакирова А.А. Совершенствование технологии производства свежего сыра с мягкой корочкой плесени/Материалы XV международной научно-практической конференции «Научные исследования современных ученых», 30 октября 2016г, г.Москва. -С.76-77.
