Разработка способа ик пастеризации молока и комплексная оценка качества полученного продукта

Автор: Бабенко М.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевая биотехнология
Статья в выпуске: 4 (58), 2013 года.
Бесплатный доступ
Статья посвящена актуальности вопроса ИК пастеризации, разработке способа, и комплексной оценке качества полученного продукта в условиях малых пищевых предприятий и молочных, животноводческих ферм.
Инфракрасное излучение, пастеризация, молоко
Короткий адрес: https://sciup.org/14040109
IDR: 14040109 | УДК: 637.133.3:637.07
Development a method of ir pasteurization of milk and comprehensive assessment of quality of the resulting product
The article is devoted to the question of the relevance of IR pasteurization, a method, and comprehensive assessment of the quality of the product in small food enterprises and dairy and cattle farms.
Текст научной статьи Разработка способа ик пастеризации молока и комплексная оценка качества полученного продукта
В соответствии с положениями «Стратегии национальной безопасности Российской Федерации до 2020 года» [1], основной целью которой является обеспечение населения страны качественной сельскохозяйственной продукцией и продовольствием, гарантией ее достижения является стабильность внутреннего производства, а также наличие необходимых резервов и запасов.
Согласно принятой «Доктрине продовольственной безопасности РФ» [2], доля отечественного производства продуктов питания, включая производство молока и молочных продуктов, должна быть доведена до 90 %.
В областной целевой программе «Развитие сельского хозяйства Воронежской области на 2013-2020 годы» [3] особое место отведено развитию молочного скотоводства Воронежской области. Мероприятиями Программы предусмотрен рост производства продуктов животноводства, в том числе:
-
- увеличение производства молока – до 859,2 тыс. тонн;
-
- потребление молока и молочных продуктов на душу населения до 340 кг;
-
- увеличение производства цельномолочной продукции до 403,0 тыс. тонн.
В Воронежской области, по итогам работы отрасли животноводства за 2012 г., валовое производство молока составило 209,1 тыс. тонн, что выше результатов производства за 2011 г. на 15,5 тыс. тонн или на 8 %.
По данным Института питания РАМН, годовое потребление молока и молочных продуктов из расчета на одного человека, принято в количестве 392 кг. В 2012 году - 260 кг, что меньше необходимой нормы на 33 %.
Увеличение потребления молока возможно при увеличении поголовья КРС и производственных мощностей на фоне снижения себестоимости готового продукта.
На основании опыта зарубежных производителей, снижение себестоимости молока и молочной продукции возможно через усиление производственной базы малых пищевых предприятий и молочных животноводческих ферм.
Основной проблемой на малых предприятиях и животноводческих фермах, осуществляющих сбыт сырья (молока), является его короткий срок хранения. Увеличения срока хранения возможно за счет дополнительной обработки – пастеризации, что требует монтажа дорогостоящего оборудования.
Наличие современных технологий и технических средств по первичной обработке и переработке молока резко повышает конкурентоспособность и рентабельность производства. Поэтому создание компактных малогабаритных недорогих и энергоэффективных технологических установок является важной проблемой в развитии сельского хозяйства.
Разработка и внедрение энергоэффективных электропастеризаторов на малых пищевых предприятиях и молочных животноводческих фермах позволит выйти на прямые связи данных хозяйств с потребителем. При этом готовый продукт должен отвечать существующим ГОСТам и одновременно иметь хорошие вкусовые и питательные качества.
В последние годы широкую популярность приобретают установки с комбинированным энергоподводом.
Наиболее перспективным направлением является использование возможностей ИК излучения с целью направленного воздействия на молоко и микроорганизмы, содержащиеся в нем [4].
Применение установок с ИК нагревом позволит отказаться от энергоёмкого оборудования, потребляющего воду, пар, и тем самым адаптировать их к использованию на малых пищевых предприятиях и молочных животноводческих фермах.
Нами разработан электропастеризатор для жидких пищевых продуктов представленный на рисунке 1.

Рисунок 1 - Электропастеризатор для жидких пищевых продуктов.
На электропастеризатор для жидких пищевых продуктов получен Патент РФ №2479232.
Схема экспериментальной установки пастеризации жидких пищевых продуктов с использованием тонкопленочных нагревательных элементов представлена на рисунке 2.
1 12 5 21 16 4 14 15 7
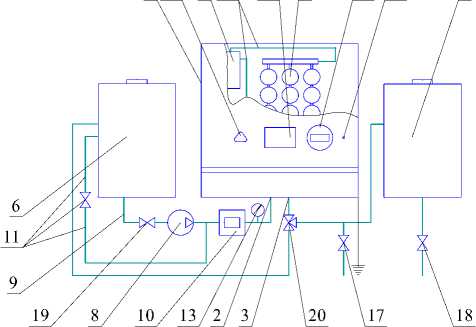
Рисунок 2 - Схема электропастеризатора для жидких пищевых продуктов.
Электропастеризатор имеет корпус 1 с размещенными в нем регулятором расхода жидкости 12, измеритель‐регулятор температуры 16, счетчик электроэнергии 14, индикатор потока жидкости 15, патрубки для ввода исходного 2 и вывода готового продукта 3, а также трубопровод 21, на котором установлены датчики температуры исходного (не показано на схеме) и готового продукта (не показано на схеме), которые передают сигнал измерителю-регулятору температуры 16, датчик потока жидкости (не показано на схеме), который подает сигнал на индикатор потока жидкости 15. В трубопроводе 21 между датчиком потока жидкости, датчиком температуры исходного продукта и датчиком температуры готового продукта расположена секция ИК‐нагрева с тонкопленочными нагревательными элементами 4, выполненными в виде полых, соединенных между собой, шаров из кварца, и промежуточная емкость 5, в которой установлен датчик температуры готового продукта . Трубопровод 21, расположенный внутри электропастеризатора, посредством патрубков для ввода исходного продукта 2 и вывода готового продукта 3 связан с трубопроводом 9, который соединяет электропастеризатор с емкостью исходного продукта 6 и емкостью готового продукта 7. На трубопроводе 9 расположены центробежный насос 8, счетчик расхода жидкости 10, обводной трубопровод (байпас) с возможностью регулировки давления 11, манометр 13, кран отбора проб 17, 18, кран переключения потока 20.
Электропастеризатор работает следующим образом. Из емкости исходного продукта 6, продукт с начальной температурой 20-22 °С центробежным насосом 8 по патрубку для ввода готового продукта 2, трубопроводу 9 и трубопроводу 21 нагнетается в секцию ИК-нагрева с тонкопленочными нагревательными элементами 4, где происходит его нагрев до температуры 43-45°С, затем он попадает в промежуточную емкость 5, после чего краном переключения потоков продукт через патрубок вывода готового продукта 3, направляется обратно в емкость исходного продукта 6, при этом кран 19 для подачи исходного продукта открыт и происходит перемешивание нагретого с исходным продуктом до приобретения всем объемом продукта температуры 43-45°С. Далее продукт с температурой 43-45°С из емкости исходного продукта 6 нагнетается по трубопроводу 9 в секцию ИК‐нагрева с тонкопленочными нагревательными элементами 4, где пастеризуется до температуры 70-85 °С, при этом кран переключения потока 20 переводится в другое положение и продукт из промежуточной емкости 5, направляется в емкость готового продукта 7.
Исследование влияния условий обработки молока ИК излучением на характер получения продукта с заданными показателями качества позволяет определить режим работы установки для получения готового продукта, соответствующего ГОСТам.
Для проведения опытов брали сырое молоко. Особое внимание при отборе проб обращалось на соблюдение строгих санитарных требований, а также отсутствие пороков вкуса, цвета и запаха.
Температурный режим подбирался в соответствии с расходом продукта. В процессе обработки напряжение на ИК нагревательных элементах поддерживалось номинальным, чтобы обеспечить постоянный спектр излучения и требуемую плотность теплового потока.
Стабилизация режима пастеризации молока характеризовалась постоянством температуры продукта на выходе из установки. Расход молока контролировали объемным способом с использованием расходомера. Пробы отбирали в начале и в конце опыта в стерильную посуду Время эксперимента фиксировали секундомером.
По окончании проведения каждого опыта установку промывали теплой (30 °С) водой для удаления остатков молока, затем 0,5 % раствором каустической соды с темп ературой 65-70 °С и после этого горячей водой. Перед опытом всю систему промывали только горячей водой (75-85 °С).
Критерием контроля пастеризации молока на нормальность санитарного барьера служила фосфатаза, по которой принято характеризовать качество пастеризации. Фосфатаза отличается большей теплостойкостью, чем туберкулезная палочка. Следовательно, если фосфатаза в молоке инактивирована, это значит, что продукт подвергался более сильной тепловой обработке, чем это требует обеззараживание от возбудителя туберкулеза.
Фермент фосфатаза в настоящее время является основным показателем, позволяющим определить эффект пастеризации молока. Отсутствие в продукте фосфатазы является надежным признаком достаточной пастеризации.
Некоторое наличие фермента фосфатазы в облученном молоке при температурном режиме пастеризации 70 °С послужило предпосылкой проверки режима обработки в интервале 70-75 °С с целью определения температуры полной инактивации фермента фосфатазы.
Было установлено, что при температурных режимах обработки молока ИК излучением выше 72 °С, с выдержкой 10-20 сек. и расходе продукта 1-1,3'W4 м3/с обеспечивается требуемый эффект пастеризации.
В результате проведенных исследований на основании данных микробиологического и санитарно-химического контроля молока, проведенного лабораторией Роспотребнадзора, было установлено, что обработка молока ИК излучением сопровождается снижением титруемой кислотности на 2-3 °Т при отсутствии изменения таких показателей, как плотность и массовая доля жира. Отсутствие в облученном молоке активной фосфатазы также свидетельствует о достаточной степени пастеризации.
Такие показатели, как количество мезофильных аэробных и факультативноанаэробных микроорганизмов заметно сни-жается. Молоко при такой обработке приобретало вкус слегка пастеризованного. Патогенные микроорганизмы, в том числе сальмонеллы, бактерии группы кишечной палочки, стафилококки, в общей микрофлоре молока после ИК пастеризации не обнаружены.
Стойкость пастеризованного молока составляла: при 3-7 °С более 7 суток, при 37 °С от 16 до 24 ч, при 18-20 °С от 36 до 60 ч.
Оценка качества воздействия ИК излучения на молоко проводилась по микробиологическим показателям и заключалась в сравнении качественных показателей молока, обработанного ИК излучением, с сырым и пастеризованным заводским способом (в пластинчатом теплообменном аппарате).
На проведенные исследовательские результаты получены протоколы, на основании которых составлена таблица 1. В таблице 1 представлены результаты микробиологического и санитарно-химического состава молока до пастеризации, после ИК пастеризации и после пастеризации заводским способом.
Определение микробиологических и санитарно-химических показателей молока (кишечная палочка, стафилококки, определение изменения уровня кислотности, определение массовой доля жира, плотности, наличие фосфатазы) производилось в испытательном лабораторном центре гигиены и эпидемиологии Воронежской области федеральной службы по надзору в сфере защиты прав потребителей и благополучия человека (Роспотребнадзор) по ГОСТам (таблица 1).
Таблица 1
Результаты микробиологического и санитарно-химического состава молока
|
№ п/п |
Определяемые показатели, единицы измерений |
Результаты исследований |
Гигиенический норматив, показатели по НД |
НД на методы исследований |
||
|
Молоко сырое |
Молоко после ИК пастеризации |
Молоко после пастеризации на молокозаводе |
||||
|
Мик робиологически е показатели |
||||||
|
1 |
КМАФАнМ, КОЕ/см3 |
1х108 |
1х103 |
1х103 |
не более 1х105 для высшего сорта не более 5х105 для первого сорта не более 4х106 для второго сорта |
ГОСТ Р 53430-2009 ГОСТ Р ИСО 7218-11 |
|
2 |
БГКП (колиформы) в 0,01 см3 |
не обнаружены |
не обнаружены |
не обнаружены |
не допускается |
ГОСТ Р 53430-2009 |
|
3 |
Стафилококки S. aureus 1,0 см3 |
не обнаружены |
не обнаружены |
не обнаружены |
не допускается |
ГОСТ 30347 97 |
|
4 |
Патогенные микроорганизмы, в т.ч. сальмонеллы, в 25 см3 |
не обнаружены |
не обнаружены |
не обнаружены |
не допускается |
ГОСТ Р 52814-07 |
|
Физико-химические показатели |
||||||
|
5 |
Массовая доля жира, % |
4,30±0,08 |
4,30±0,08 |
3,50±0,08 |
в зависимости от ТУ |
ГОСТ 5867 90 |
|
6 |
Плотность, кг/м3 |
1031,0±1,0 |
1030,0±1,0 |
1029,0±1,0 |
- |
ГОСТ Р 54758-2011 |
|
7 |
Кислотность, °Т |
20,0±1,9 |
16,8±1,9 |
16,4±1,9 |
- |
ГОСТ Р 54669-2011 |
|
8 |
Фосфатаза |
присутствует |
отсутствует |
отсутствует |
- |
ГОСТ 3623 73 |
По итогам работы можно сделать следу- ЛИТЕРАТУРА
ющие выводы:
-
1. При обработке молока ИК излучением, с доведением его температуры пастеризации до 75 ± 2 °С и выше, в облученном молоке щелочная фосфатаза не была обнаружена. Это свидетельствует о гигиенической надежности разработанного способа пастеризации.
-
2. Молоко, обработанное ИК излучением, при хранении в стерильной посуде при 18-20 °С обладает высокой стойкостью 36-60 ч, при температуре хранения 3-7°С – более 7 суток. Микрофлора, оставшаяся после пастеризации, инертна в биохимическом отношении и не снижает стойкость молока в заданном интервале времени.
-
3. Эффективность пастеризации и стойкость молока, обработанного ИК излучением, соответствует существующим ГОСТам. Специфического воздействия ИК излучения на микрофлору молока не обнаружено.
-
1 Указ Президента РФ от 12 мая 2009 г. №537 «О стратегии национальной безопасности Российской Федерации до 2020 года» [Текст] // Российская газета. – 2009. - № 4912.
-
2 Указ Президента РФ от 30 января 2010 г. №120 «Об утверждении Доктрины продовольственной безопасности Российской Федерации» [Текст] // Российская газета. -2010. - № 5100.
-
3 Постановление Правительства Воронежской области от 2 октября 2012 г. N 874 "Об утверждении региональной программы "Развитие сельского хозяйства Воронежской области на 2013 - 2020 годы" [Текст].
-
4 Бабенко, M. С. Перспективы и оценка возможности ИК-пастеризации в условиях малых предприятий. Новые технические решения [Текст] / M. С. Бабенко // Известия Калининградского государственного технического университета. – 2012. - № 27. - С. 28-34.
-
5 Голубева, Л.В. Практикум по технологии молока и молочных продуктов. Технология цельномолочных продуктов [Т екст]: учебное пособие / Л.В. Голубева, О.В. Богатова, Н.Г. Догарева. - СПб.: «Лань», 2012. – 384 c.
