Разработка технологических подходов к процессу гранулирования комбикормов для молодняка кроликов

Автор: Курчаева Елена Евгеньевна, Востроилов Александр Викторович, Дерканосова Анна Александровна
Рубрика: Биохимический и пищевой инжиниринг
Статья в выпуске: 4 т.7, 2019 года.
Бесплатный доступ
В работе рассмотрены технологические подходы к процессу гранулирования при производстве полнорационных комбикормов. В качестве цели проведенной работы являлись: обоснование технологических режимов процесса гранулирования комбикормов для молодняка кроликов, выработанных по оптимизированным рецептам, также оценка качества полученных комбикормов. В качестве основного сырья при получении гранулированных комбикормов использовали зерновые культуры, отруби пшеничные, жмых и шрот подсолнечный, травяную муку из люцерны, а также премикс КВП П90-1/К. Для повышения питательной ценности и усвояемости комбикормов в рецепты вводили обогащающие добавки: пробиотические комплексы «Споротермин», «ПроСтор», сорбент «Фунгистат-ГПК», а также кормовую патоку, полученную на основе зерна овса. Исследован процесс гранулирования комбикормов с применением метода статистического планирования многофакторного эксперимента с использованием линии гранулирования, включающей пресс-гранулятор. Установлена зависимость крошимости гранул и потребляемой энергии от выбранных факторов: скорости подачи продукта, расхода пара, давления воздуха и зазора между валком и матрицей. В результате решения оптимизационной задачи установлены оптимальные значения входных параметров, позволяющих получить комбикорма высокого качества. В результате проведения комплексной оценки качества полнорационных гранулированных комбикормов установлено, что полученные комбикорма соответствовали требованиям, предъявляемым к комбикормам для молодняка кроликов. Полученные результаты показали, что разработанные рецепты полнорационных комбикормов с вводом кормовых пробиотических добавок позволят повысить продуктивность и сохранность молодняка кроликов 10-15 % и могут быть использованы в качестве кормовых рационов на промышленных комплексах кролиководческой отрасли.
Полнорационный гранулированный комбикорм, процесс гранулирования, пробиотические комплексы, сорбент, молодняк кроликов
Короткий адрес: https://sciup.org/147233293
IDR: 147233293 | УДК: 636:922.41
Development of technological approaches to the process of granulation of feed for young rabbits
The paper considers technological approaches to the process of granulation in the production of complete feed. As the purpose of the work carried out were: justification of technological modes of process of granulation of compound feeds for young rabbits developed according to the optimized recipes, also an assessment of quality of the received compound feeds. As the main raw materials in the production of granular feed used cereals, wheat bran, cake and sunflower meal, herbal flour from alfalfa, as well as premix KVP P90-1 / K. To increase the nutritional value and digestibility of compound feeds, enriching additives were introduced into the recipes: probiotic complexes “Sporothermin”, “Prostor”, sorbent “Fungistat-GPK”, as well as feed molasses obtained on the basis of oat grain. The process of granulation of compound feeds with the use of the method of statistical planning of a multifactor experiment using a granulation line including a press granulator is investigated. The dependence of granularity and energy consumption on the selected factors: product feed rate, steam consumption, air consumption and the gap between the roll and the matrix is established. As a result of solving the optimization problem, the optimal values of the input parameters are established, which allow to obtain high-quality feed. As a result of a comprehensive assessment of the quality of full-grain granular feed, it was established that the obtained compound feeds met the requirements for compound feeds for young rabbits. The obtained results showed that the developed recipes of complete feed with the introduction of feed probiotic additives will increase the productivity and safety of young rabbits 10-15% and can be used as feed rations in industrial complexes of the rabbit industry.
Текст научной статьи Разработка технологических подходов к процессу гранулирования комбикормов для молодняка кроликов
Последние достижения комбикормовой промышленности в области производства комбикормов для выращивания скороспелых животных, в том числе кроликов, показали, что наиболее полное использование питательных веществ, входящих в рацион, может быть реализовано в виде кормовых смесей на основе зернового сырья, шротов, жмыхов и отрубей [8], традиционно имеющих форму комбикормов.
Рядом исследователей доказано [4, 5], что полнорационные комбикорма, составленные с учетом потребностей выращиваемых сельскохозяйственных животных, являются наиболее простым способом обеспечения организма, в том числе молодняка кроликов всеми питательными веществами, такими как пробиотики и сорбенты [6], способствующими нормальному их развитию и протеканию метаболических реакций.
Традиционно при выработке комбикормов используется меласса [7, 9, 10], которая является вторичным продуктом зерноперерабатывающей промышленности и используется в качестве связующего компонента, но ее применение в производстве комбикормов затрудняет процессы смешивания компонентов и обогащающих комбикорма добавок.
Перспективным является использование кормовых гидролизатов зерновых культур, в том числе овса [3], которые способствуют по- вышению питательной ценности кормов и могут выступать альтернативой использования мелассы.
Гранулированный полнорационный комбикорм имеет ряд преимуществ, поскольку содержит в своем составе в концентрированном виде питательные вещества, легко подвергается раздаче и способствует поддержанию микробиологической чистоты в местах содержания животных [3].
Цель исследований: обоснование технологических режимов процесса гранулирования комбикормов для молодняка кроликов, выработанных по оптимизированным рецептам.
Материалы и методы исследования
Оптимизацию компонентного состава комбикормов для кроликов проводили с использованием программного модуля
«КормОптима» в условиях ООО «Корморе-сурс» (г. Воронеж).
Выработали 3 парии комбикормов, состав которых представлен в табл. 1.
Для повышения питательной ценности и усвояемости комбикормов в рецепты вводили пробиотические кормовые добавки «Споро-термин», «ПроСтор», сорбент «Фунгистат-ГПК».
В выработанных комбикормах определяли содержание влаги методом высушивания, гигроскопическую влагу – при температуре 100–105 °С до постоянной массы, массовую долю сырого протеина – методом Къельдаля, сырую клетчатку, сырую золу – стандартными методами.
Для нахождения оптимальных параметров процесса гранулирования комбикормов,
Таблица 1
Рецепты опытных партий комбикормов
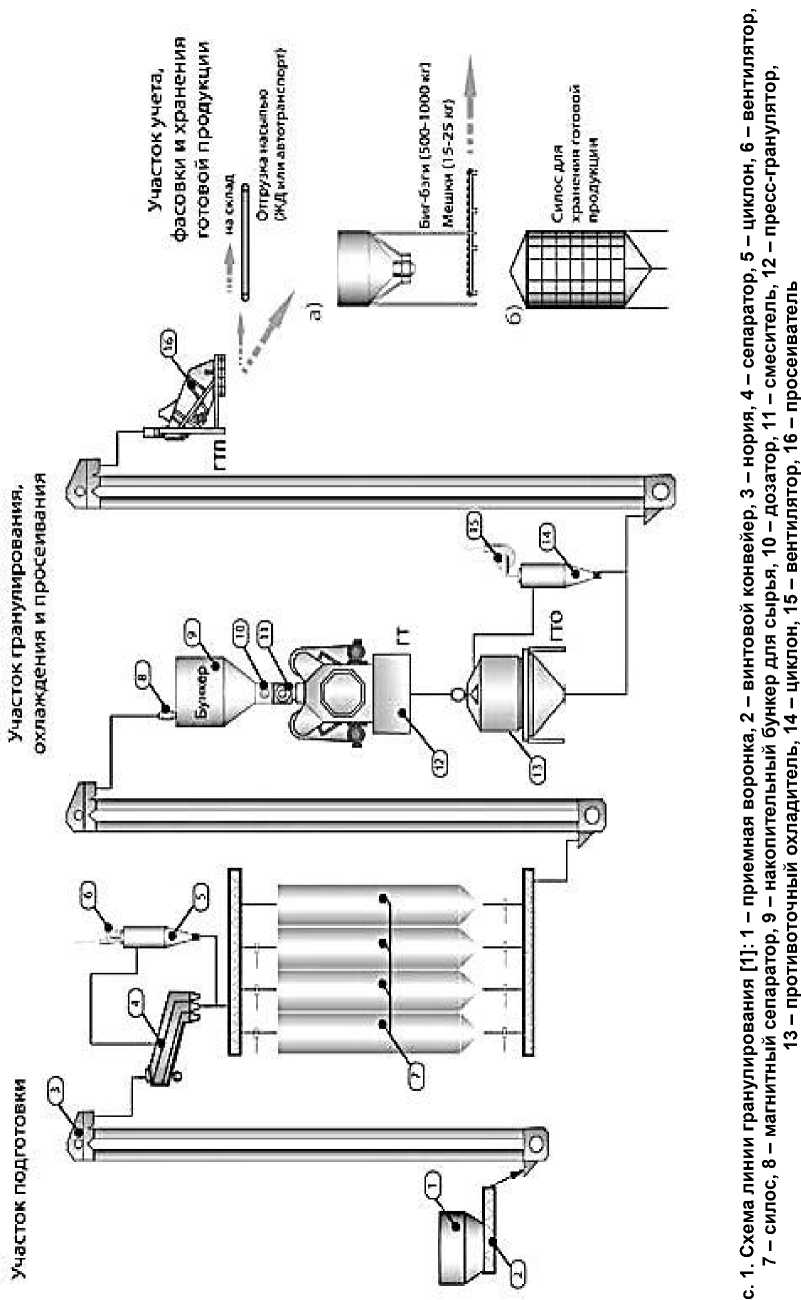
Выбор рациональных параметров процесса смешивания при получении гранулированных комбикормов способствует получению качественной продукции при одновременном снижении энергозатрат [2]. За основу была использована схема линии гранулирования [1], которая представлена на рис. 1. Процесс получения гранулированных комбикормов заключался в следующем. На первом этапе зерновые компоненты поступают в приемную воронку 1, затем с помощью винтового конвейера 2 и нории 3 поступают на сепаратор 4, для отделения комков и крупных частиц от основного продукта. Аспирацию сепаратора проводят с использованием циклона 5 и вентилятора 6. Очищенная зерновая смесь поступает в силос 7.
После промежуточного хранения сырье очищается от металлической примеси в магнитном сепараторе 8 и подается в накопительный бункер для сырья 9 с последующим поступлением с помощью дозатора 10 в смеситель непрерывного действия 11, куда подается кормовая патока и остальные компоненты. В смесителе зерновая смесь обрабатывается влажным паром и подается на пресс-гранулятор 12. Из пресса-гранулятора готовые гранулы подвергаются охлаждению 13 потоком воздуха, подаются на просеиватель 16 и направляются в бункера готовой продукции. Фасовка комбикорма происходит в мешки или большие контейнеры (биг-бэги).
На процесс гранулирования влияет ряд факторов. Поэтому для обоснования режимов ведения этого процесса было применено математическое планирование. Был выбран полный факторный эксперимент – 24.
Основные факторы, влияющие на рассматриваемый процесс: x 1 – подача продукта, т/ч; x 2 – расход пара, кг/ч; x 3 – давление воздуха, МПа; зазор между валком и матрицей, мм. Критерием оценки влияния выбранных параметров служили: y 1 – крошимость гранул, % и y 2 – потребляемая энергия, кВт⋅ч/т.
Для статистической обработки данных исследования применяли центральное ротата-бельное униформпланирование, которое позволяло в ходе 30 экспериментов в 3-кратной повторности получить уравнения регрессии, адекватно описывающее рассматриваемый процесс.
Математическая модель изучаемого процесса представляется в виде полинома второй степени:
nn n y = bo + Zbixi + Zbiixi + Z bijXixj, (1) i=1 i=1 i < j где b0 – свободный член уравнения, равный средней величине отклика; x – масштабированные значения факторов, которые определяют функцию отклика и поддаются варьированию; bij – коэффициенты двухфакторных взаимодействий; bii – коэффициенты квадратичных эффектов, определяющие нелинейность выходного параметра от рассматриваемых факторов; i, j – индексы факторов; n – число факторов в матрице планирования.
Пределы изменения исследуемых факторов приведены в табл. 2.
Для оценки адекватности математической модели был проведен дисперсионный анализ (ANOVA) эксперимента в программе Design Expert (Stat-EaseInc.) и получены следующие уравнения регрессии:
y, = 7,30 + 0,25x - 0,73x2 + 0,14x3 +
+0,74x4 - 0,15xx + 0,22xx -
-0,13x2x3 - 0,27x2x4 + 0,11 x,2 +
+0,09x22 + 0,32x32 + 0,12x42, (2)
y2 = 9,88 + 0,37 x - 0,43 x 2 + 0,34 x 3 +
+ 0,29 x 4 - 0,09 xx - 0,15 xx 3 -
- 0,35 x2x 3 - 0,51 x2x 4 + 0,13 x 2 +
+0,11x22 - 0,09x32 + 0,15x42. (3)
Оценка степени влияния входных параметров x i на выходные y i приведена на рис. 2. Предложена численная и графическая процедуры оптимизации для прогнозирования оптимального уровня входных факторов и получения сниженных значений выходных. Общая математическая постановка задачи оптимизации представлена в виде следующей модели:
При решении задачи оптимизации определяли значение функции желательности ( D ^ 1,0 ) для нахождения интервалов оптимальных значений входных параметров (в табл. 3 представлены первые 10 решений).
X о.
Таблица 2
Основные характеристики плана эксперимента
|
Условия планирования |
Пределы изменения факторов |
|||
|
x 1 , т/ч |
x 2 , кг/ч |
x 3 , МПа |
x 4 , мм |
|
|
Нулевой уровень (0) |
0,80 |
40,0 |
0,25 |
0,50 |
|
Верхний уровень (+1) |
0,85 |
50,0 |
0,30 |
0,70 |
|
Нижний уровень (–1) |
0,75 |
30,0 |
0,20 |
0,30 |
|
Верхняя «звездная» точка (+2) |
0,90 |
20,0 |
0,35 |
0,90 |
|
Нижняя «звездная» точка (–2) |
0,70 |
60,0 |
0,15 |
0,10 |
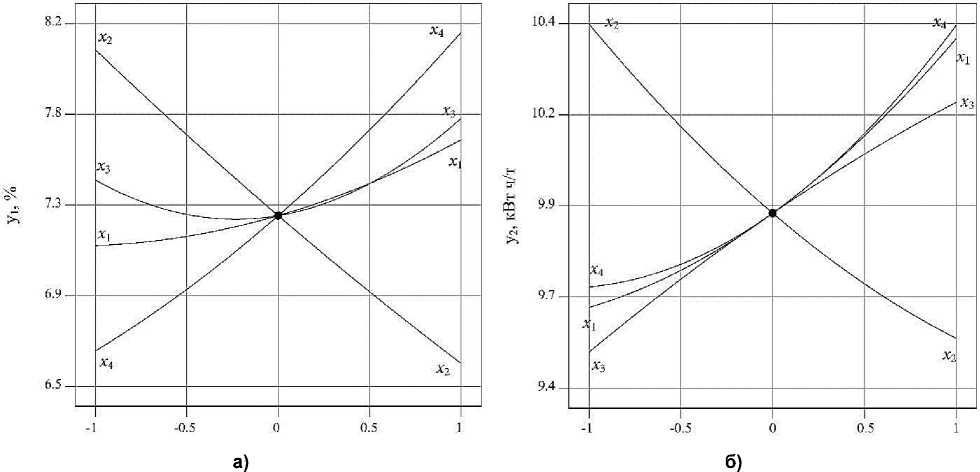
Рис. 2 . Влияние входных параметров x i на выходные y j : а – для крошимости гранул, %; б – для потребляемой энергии, кВт ч/т
Таблица 3
Решения задачи оптимизации
|
№ |
x 1 , т/ч |
x 2 , кг/ч |
x 3 , МПа |
x 4 , мм |
y 1 , % |
y 2, кВт ч/т |
D |
|
1 |
0,750 |
50,002 |
0,300 |
0,300 |
6,175 |
9,365 |
0,659 |
|
2 |
0,750 |
50,040 |
0,301 |
0,301 |
6,173 |
9,368 |
0,659 |
|
3 |
0,751 |
50,020 |
0,297 |
0,310 |
6,160 |
9,377 |
0,659 |
|
4 |
0,751 |
50,001 |
0,300 |
0,303 |
6,178 |
9,365 |
0,659 |
|
5 |
0,752 |
50,010 |
0,299 |
0,304 |
6,177 |
9,366 |
0,659 |
|
6 |
0,754 |
50,000 |
0,304 |
0,304 |
6,182 |
9,363 |
0,659 |
|
7 |
0,751 |
50,102 |
0,302 |
0,350 |
6,177 |
9,366 |
0,658 |
|
8 |
0,753 |
50,001 |
0,298 |
0,305 |
6,169 |
9,372 |
0,658 |
|
9 |
0,752 |
49,909 |
0,299 |
0,297 |
6,180 |
9,365 |
0,658 |
|
10 |
0,752 |
49,643 |
0,295 |
0,291 |
6,148 |
9,388 |
0,658 |
а)
0.7 0.75 0.8 0.85 0.9
в)
д)
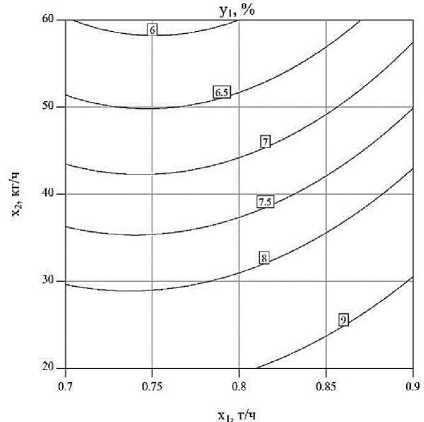
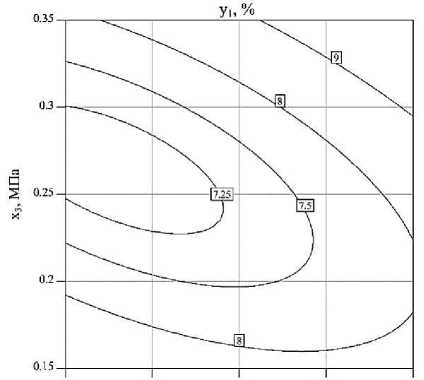
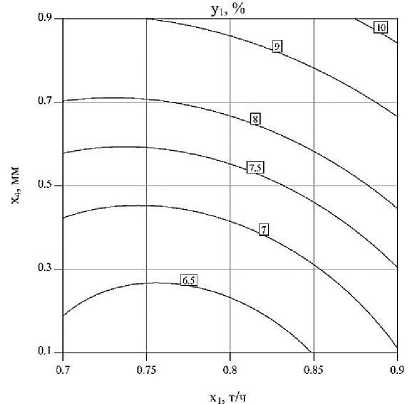
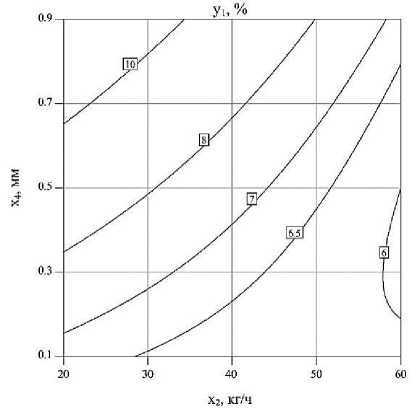
Рис. 3. Кривые равных значений зависимости крошимости гранул, % от: (а) подачи продукта, т/ч и расхода пара, кг/ч; (б) подачи продукта, т/ч и давления воздуха, МПа; (в) подачи продукта, т/ч и зазора м/у валком и матрицей, мм; (г) расхода пара, кг/ч и давления воздуха, МПа; (д) расхода пара, кг/ч и зазора м/у валком и матрицей, мм; (е) давления воздуха, МПа и зазора м/у валком и матрицей, мм
б)

Хд, МПа
е)
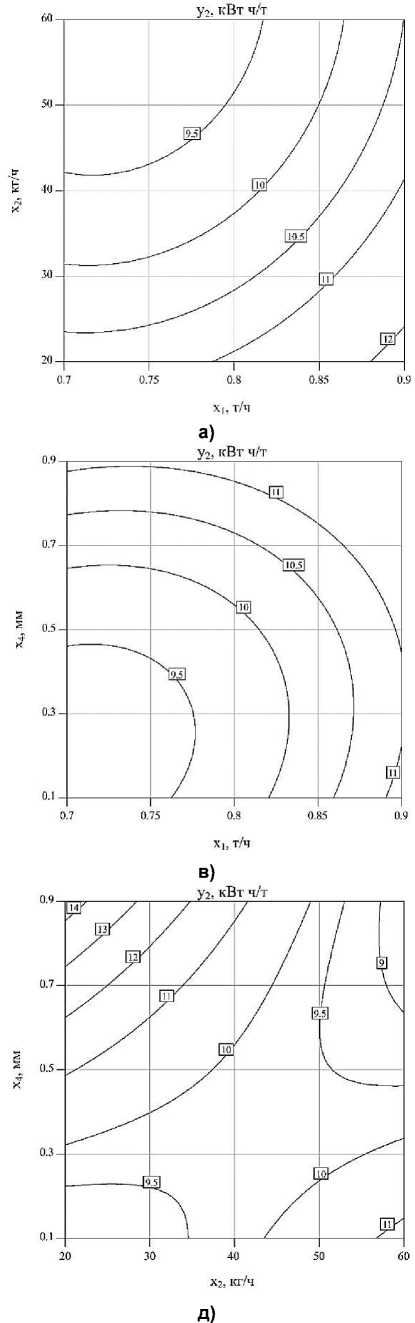
Рис. 4. Кривые равных значений зависимости потребляемой энергии, кВт ч/т от: (а) подачи продукта, т/ч и расхода пара, кг/ч; (б) подачи продукта, т/ч и давления воздуха, МПа; (в) подачи продукта, т/ч и зазора м/у валком и матрицей, мм; (г) расхода пара, кг/ч и давления воздуха, МПа; (д) расхода пара, кг/ч и зазора м/у валком и матрицей, мм; (е) давления воздуха, МПа и зазора м/у валком и матрицей, мм
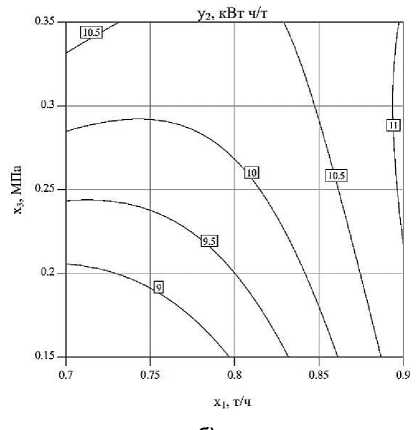

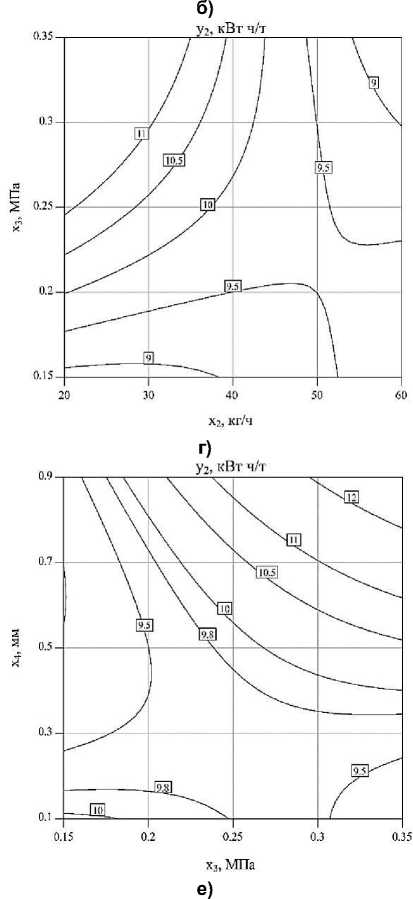

Рис. 5. Область решения задачи оптимизации в интервале [–2…+2]
Таблица 4
Основные показатели качества выработанных комбикормов
|
Показатель |
Рецептура 1 (контроль) |
Рецептура 2 |
Рецептура 3 |
|
Массовая доля влаги, % |
14,0 |
13,7 |
13,8 |
|
Диаметр гранул, мм |
4,7 |
4,7 |
4,7 |
|
Крошимость гранул, % |
7,6 |
7,3 |
7,2 |
|
Проход через сито с отверстиями 2 мм, % |
9,0 |
8,0 |
8,0 |
Результаты и выводы
Представленные на рис. 3 и 4 кривые равных значений для входных параметров в интервале уравнений (2), (3) представляют собой вид номограмм и имеют практическую значимость для реального производственного процесса. Из табл. 3 были определены оптимальные интервалы входных параметров, определяющих решение сформулированной задачи оптимизации (4):
x 1 = 0,75–0,754 т/ч;
x 2 = 29,6–30,0 кг/ч;
x 3 = 0,29–0,20 МПа;
x 4 = 0,29–0,30 мм и получены следующие значения выходных параметров (при заданных критериях оптимизации) – крошимость гранул, y 1 = 6,17 %, потребляемая энергия, y 2 = 9,36 кВт ч/т, при соответствующих входных:
x 1 = 0,75 т/ч;
x 2 = 50 кг/ч;
x 3 = 0,3 МПа;
x 4 = 0,3 мм.
На основе полученных оптимальных значениях факторов были выработаны партии комбикормов, обогащенных комплексами «пробиотик – сорбент». Оптимизированные технологические режимы получения гранулированных комбикормов позволяют получить продукт достаточно высокого качества: кро-шимость гранул составляет 7,2–7,3 %, в то время как гранулы без ввода кормовых добавок и гидролизата овса имеют крошимость 7,6 % (табл. 4). Массовая доля сырого протеина в опытных вариантах комбикормов составила 18,5–18,7 %, сырой клетчатки 11,6– 11,8 %, массовая доля кальция 1,12–127 %, массовая доля лизина 0,78–0,86 %, что соответствует ГОСТ 32897-2014.
Список литературы Разработка технологических подходов к процессу гранулирования комбикормов для молодняка кроликов
- Бондаренко О. Линия гранулирования пшеничных отрубей // Комбикорма. - 2013. - № 10. - С. 48-49.
- Куликов Н.Е. Коррекция питательности полнорационных комбикормов для кроликов премиксами // Кролиководство и звероводство. - 2017. - № 3. - С. 39-43.
- Шенцова Е.С., Курчаева Е.Е., Востроилов А.В., Есаулова Л.А. Оптимизация процесса гранулирования комбикормов для молодняка кроликов и оценка их эффективности // Вестник ВГУИТ. - 2018. - Т. 80. № 3. - С. 176-184. DOI: 10.20914/2310-1202-2018-3-176-184
- Квартникова Е.Г., Люднов И.П., Ковальчук Н.П., Квартников М.П., Косовский Г.Ю. Влияние добавок микроэлементов в полнорационный гранулированный комбикорм на мясную продуктивность молодняка кроликов // Кролиководство и звероводство. - 2018. - № 4. - С. 4-7.
- Куликов Н.Е., Бекетов С.В., Егорова К.И., Куликова Н.И., Грядицкая Л.В. Перспективы использования низкопротеиновых гранулированных комбикормов в бройлерном кролиководстве // Ветеринария, зоотехния и биотехнология. - 2018. - № 10. - С. 84-90.
- Гайнуллина М.К., Галимзянов Р.Ф. Эффективность использования ферментного препарата Биоксил в кормлении молодняка кроликов // Ученые записки Казанской государственной академии ветеринарной медицины им. Н.Э. Баумана. - 2014. - Т. 220, № 4. - С. 68-71.
- Балтабаев У.Н. Виды связывающих веществ, используемых при производстве гранулированных комбикормов // European research. - 2016. - № 4 (15). - С. 55-57.
- Яппаров И.А., Кириллов Н.П., Яппаров Д.А. Влияние БВМК в составе зерносмеси на продуктивность откормочного молодняка кроликов // Достижения науки и техники АПК. - 2014. - № 3. - С. 67-69.
- Востроилов А.В., Курчаева Е.Е., Есаулова Л.А. Полнорационные гранулированные комбикорма с использованием пробиотических добавок в рационах молодняка кроликов // Вестник Мичуринского государственного аграрного университета. - 2019. - № 2. - С. 130-134.
- Квартникова Е. Проблемы использования сухого корма для плотоядных пушных зверей // Комбикорма. - 2017. - № 12. - С. 32-34.
