Techniques to lower carbon footprint in producing, transporting, and laying concrete mixtures

Author: Aleksandrova O.V., Graneva A.V., Nguyen Duc Vinh Quang, Mityagina А.N. Pulyaev I.S.
Journal: Nanotechnologies in Construction: A Scientific Internet-Journal @nanobuild-en
Section: System solutions for technological problems
Article in issue: 1 Vol.18, 2026.
Free access
Introduction. The concentration of CO2 in the atmosphere over the past 70–80 years has been showing steady growth. A key contributor to this increase is the manufacturing of concrete building materials and structures, for which cement is the primary component. One of the advance solutions to reduce carbon dioxide emissions in the construction sector may be the use of modified concrete in structures. The purpose of this study is to analyze the processes of concrete mix production in terms of carbon dioxide emissions at each stage, as well as to select the composition of the modified concrete mix to reduce these emissions. Methods and Materials. The assessment of the carbon intensity of the components of the concrete mixture and the stages of its life cycle has been carried out. Processes related to CO2 emissions include production, transportation of raw materials and production of concrete mix. Results and Discussion. The data analysis demonstrates the dominant contribution of cement production to the total carbon footprint of raw materials. A comparative assessment of the carbon intensity of various formulations revealed a significant potential for the use of mineral additives to reduce it. A comprehensive analysis of the properties of modified concrete served as the basis for the development of a detailed technological scheme for its production. Conclusion. The partial replacement of Portland cement with carbon-inert materials such as fly ash, microsilicon and nanosilicon can significantly reduce the carbon footprint of the final product.
Concrete mix, mineral active additives, CO2 emissions, microsilicon, nanosilicon
Short address: https://sciup.org/142247072
IDR: 142247072 | DOI: 10.15828/2075-8545-2026-18-1-93-102
Text of the scientific article Techniques to lower carbon footprint in producing, transporting, and laying concrete mixtures
Original article
Александрова О.В., Гранева А.В., Нгуен Дык Винь Куанг, Митягина А.Н.,Пуляев И.С. Методы сокращения углеродного следа при производстве, транспортировке и укладке бетонной смеси. Нанотехнологии в строительстве. 2026;18(1):93–102. – EDN: WGAXJS.
Currently, the problem of climate change is becoming more urgent all over the world, which is manifested in rising temperatures, increasing the intensity of hurricanes, floods and droughts, melting glaciers, and changes in the acidity of water in the oceans, threatening the entire ecosystem of the planet. One of these factors is an increase in the concentration of carbon dioxide in the atmosphere.
The concentration of CO2 in the atmosphere has shown steady growth over the past 70–80 years, exceeding 400 ppm by the first quarter of the 21st century [1]. The CO2 content has been increasing over the past 10 years at a rate of more than 2...3 parts per million (ppm) per year, or 0.5...0.7%. This level of carbon dioxide in the atmosphere is the highest in the last millions of years [2–4]. In 2023, the average level of carbon dioxide in the atmosphere was 419.3 ppm, and from 2023 to 2024, the concentration of carbon dioxide in the atmosphere increased by 3.5 ppm [5, 6].
A significant “contribution” to the growth of CO2 concentration in the atmosphere is made by the production of building materials and structures, in particular buildings, bridges, roads made of concrete, the main component of which is cement. From 2002 to 2021, carbon dioxide emissions from cement production increased from 1.4 to 2.9 billion tons. A large increase in CO2 concentration occurs during limestone firing and heating of cement kilns. Limestone undergoes a calcination process that emits up to 50 percent of carbon emissions from the entire cement industry. In addition, clinker production requires large amounts of energy to heat, mix, and cool ingredients in giant furnaces [7, 8].
There are a number of measures to reduce carbon dioxide emissions in the construction sector [9, 10]: – increasing the use of traditional recyclable materials such as wood, bamboo, and straw;
– reducing the use of electric energy for heating, air conditioning and lighting by increasing the energy efficiency of buildings;
– active distribution of renewable energy sources (solar panels, wind turbines);
– use of advanced construction technologies (3D printing of buildings, modular construction);
– recycling of construction waste and the use of recycled materials in new projects.
One of the modern solutions may be the use of modified concrete in structures, which include various additives. The use of a modified concrete mix makes it possible to build structures of higher strength, lower weight, and with a long service life than using a traditional concrete mix [11].
A modified concrete mix is a composite material based on traditional concrete, which contains special additives (chemical, mineral or dispersed) to purposefully change its properties. Such mixtures have improved performance characteristics compared to conventional concrete, including increased strength, durability, crack resistance, frost resistance and workability [12–15].
Chemical modifiers such as polycarboxylates and sulfonates can be used as additives, which increase the mobility of the mixture without increasing the water-cement ratio (W/C). Airentrapping additives create microscopic air pores, increasing frost resistance. Retarding agents / setting accelerators – regulate the curing time depending on the concreting conditions / Active mineral additives
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
(fly ash, silica, methakaolin) involved in hydration reactions, increasing strength and inert (ground quartz, limestone flour) – improve the granulometric composition of the mixture. Nanomaterials, for example, nanosilicon (SiO2) – fills nanopores, increasing the density of cement stone, or carbon nanotubes – increase tensile strength and toughness [16–18].
The advantages of modified concrete in construction can be considered [19, 20]:
– modified concrete has higher compressive and tensile strength, which increases the strength of the structure and reduces the amount of material needed.;
– the addition of modifiers, such as polymer additives, increases the resistance of concrete to cracking, which increases the service life of structures.;
– the use of recycled materials or recycled additives in modified concrete can reduce the carbon footprint, reduce the use of primary resources and energy, and reduce waste [21];
– increasing the service life of the structure, reducing the necessary maintenance and repair work, due to improved performance characteristics.
The purpose of this study is to analyze the processes of concrete mix production in terms of carbon dioxide emissions at each stage, as well as to select the composition of the modified concrete mix to reduce these emissions.
METHODS AND MATERIALS
The processes associated with CO2 emissions during the production of concrete mix are shown in Figure 1. These include the production, transportation of raw materials, and production of concrete mix, all of which equally generate a carbon footprint. When calculating CO2 emissions during the production of a concrete mix, chemical additives may not be taken into account due to their small amount compared to other components. Also, due to the small amounts, CO2 emissions from the use of water and chemical additives were ignored.
To confirm the theory of reducing CO2 emissions, compositions with different contents of active mineral additives were studied in the production of modified concrete: fly ash, silica, and nano-SiO2 (Table 1) [22, 23].
Calculation of CO2 emissions
Let’s apply the following formula to calculate CO2 emissions during the manufacture of 1 m3 of concrete mix:
To quantify carbon dioxide emissions associated with the production of a unit volume of concrete mix (1 m3), the following calculation ratio was applied [11]:
ECM = [(C·KC) + (Cs·KCs) + (Qs·KQs) + (Fg·KFg) + + (F·KF) + (MS·KMS) + (NS·KNS) ] + Кt + Кp,
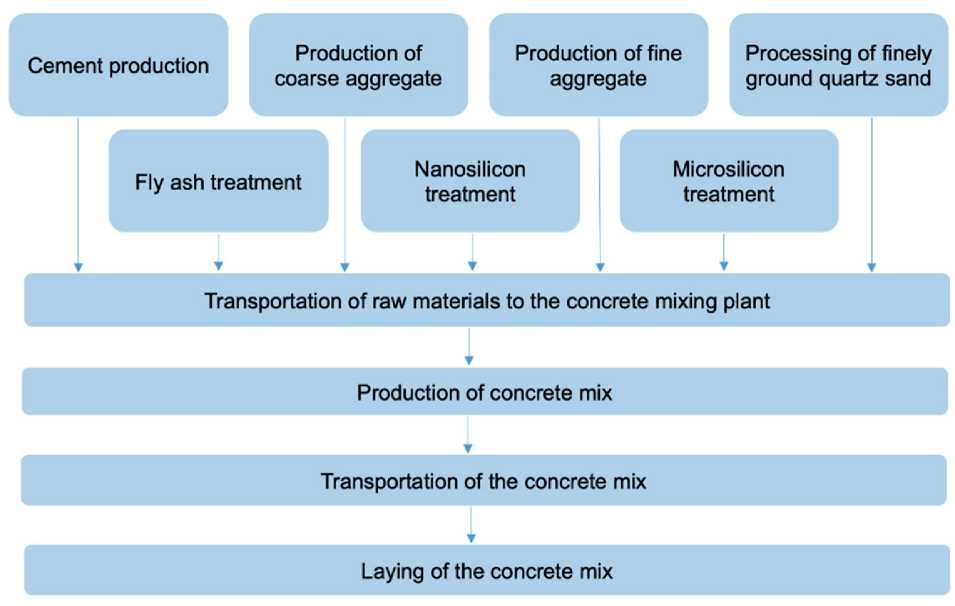
Fig. 1. Processes related to CO2 emissions during the production of 1 m3 of concrete mixture
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
Nanob
Table 1. Compositions of concrete mixtures
Calculation of carbon dioxide emission coefficients for concrete components
During cement production, emissions are 0.840 t CO2/t cement; emissions during transportation are 0.0835 t CO2/cement. The total CC will be 0.9235 t CO2/t cement.
The emission coefficient for the extraction of fine aggregate (sand) is 0.0046 t CO2/t of sand with an energy consumption of 3.25 kWh/m3 of sand. The CO2 emission from the production of 1 kW of electricity is 0.545 kg-CO2/kW with a sand density of 2.6 t/m3.
During the extraction of coarse aggregate (crushed stone), carbon is released during blasting, crushing, sorting and storage. The emission coefficient for granite crushed stone is 0.0295 t CO2/t, for basalt crushed stone – 0.0257 t CO2.
Production of finely ground quartz powder. The initial coefficient is 0.0046 t CO2/t, additional emissions occur during grinding – 51 kWh/t.
Emissions from electricity: 51 × 0.545 kg CO2/kWh = 27.795 kg CO2/t = 0.0278 t CO2/t.
Final GQp = 0.0046 + 0.0278 = 0.0324 t CO2/t.
The assessment of the carbon intensity of the components of the concrete mixture and the stages of its life cycle has been carried out. The CO2 emission coefficient for nanosilicon, which takes into account the environmental impact of its industrial production, is assumed to be in the range from 0.0348 to 0.0412 kg-CO2-eq/kg based on literature data [23, 24].
The emission coefficients for fly ash and silica are formed solely through logistical operations (transportation to storage sites and consumers) and quality control processes, since their production as secondary industrial products (thermal energy and production of ferrosilicon alloys, respectively) is not associated with direct emissions. For fly ash, this coefficient is estimated at 0.0196 t-CO2/t, for microsilicon – 0.0098 t-CO2/t [25, 26].
The coefficient of emissions from the transportation of raw materials is calculated taking into account the combustion of diesel fuel, the amount of emissions at which varies depending on the type of transport, distance and operating conditions. It is assumed that the combustion of one liter of diesel fuel leads to the emission of 2.68 kg
Table 2. Final emission factors
|
Material |
Emission factor (t CO ₂ /t) |
|
Cement (production + transportation) |
0.9235 |
|
Quartz sand |
0.0046 |
|
Granite rubble |
0.0295 |
|
Basalt rubble |
0.0257 |
|
Finely ground quartz powder |
0.0324 |
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
of CO2, which for 20-ton cars on average corresponds to 0.0714 t-CO2/km.
The emission factor at the stage of mixture production was determined based on the results of a six-month monitoring of the energy consumption of six concrete plants. It has been established that direct emissions at this stage average 0.0033 t-CO2/m3.
Emissions during transportation of the finished mixture to the facility are calculated based on data on the average consumption of diesel fuel (3.1 l/m3), which is equivalent to 0.009 t-CO2/m3 [11].
The total greenhouse gas emissions from the production and transportation of 1 m3 of concrete mix over a distance of up to 50 km are approximately 0.0123 t-CO2-eq/m3.
RESULTS AND DISCUSSION
The data analysis demonstrates the dominant contribution of cement production to the total carbon footprint of raw materials. It accounts for 96.5% of the corresponding emissions, which is 91.8% of the total CO2 emissions from the production of 1 m3 of concrete mixture of the control composition.
A comparative assessment of the carbon intensity of various formulations revealed a significant potential for the use of mineral additives to reduce it. Thus, the partial replacement of sulphate-resistant Portland cement with 30% of the fly ash mass (composition No. 2) reduced total CO2 emissions by 26% compared to the base mixture (No. 1) containing 100% cement. Further optimization of the binder composition due to the introduction of 5% silica together with 30% fly ash (composition No. 3) ensured a 31.2% reduction in emissions. The maximum environmental effect (a 32% reduction) was achieved with the modification of a triple system, which included, in addition to ash and silica, 5.5% nanosilicon (composition No. 4).
The quantitative results obtained are clearly presented in summary Table 3 and graphically interpreted in Figure 2.
A comprehensive analysis of the properties of modified concrete served as the basis for the development of a detailed technological scheme for its production, il-
Table 3. Estimation of CO2 emissions in the manufacture of 1 m3 of concrete
|
Composition |
Total CO2 emissions from the production of raw materials, t-CO2/1 m3 |
Total CO2 emissions from the transportation of raw materials, t-CO2/1 m3 |
Total amount of CO2 emissions from the production of 1 m3 of concrete mix, t-CO2/1 m3 |
|
1 |
0.550 |
0.014 |
0.0123 |
|
2 |
0.397 |
0.013 |
0.0123 |
|
3 |
0.372 |
0.01314 |
0.0123 |
|
4 |
0.367 |
0.0131 |
0.0123 |
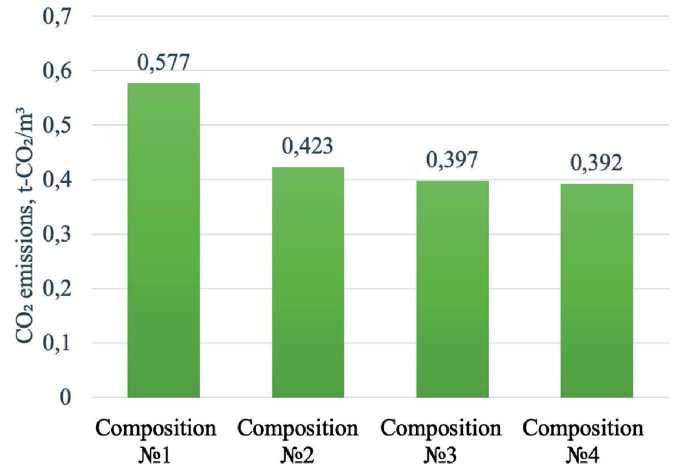
Fig. 2. Specific CO ₂ emissions at various stages of concrete production
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
lustrating the sequence of operations and key operating parameters (Fig. 3).
Modern concrete production technologies require a careful approach to the preparation and mixing of components, especially when using finely dispersed and nanomodifying additives. The presented technique is aimed at ensuring the homogeneity of the mixture and preventing agglomeration of fine particles, which is critically important for achieving the required performance characteristics of concrete.
Step-by-step description of the technological process.
At the first stage, pre–dry mixing of large aggregates is carried out, including crushed stone with a fraction of 5–20 mm, natural sand with a grain size in the range of 2.0–2.5, as well as finely ground quartz powder with a specific surface area of 400–600 m2/kg. The duration of this technological process is from 3 to 5 minutes.
At the second stage, dry mixing of binders is carried out, including Portland cement CEM I 42.5N, fly ash (TU 5718-001-04001508-2003), UEMS 94-D grade silica and nanosilicon with a particle size of 10–50 nm. The process is carried out in a separate mixing device for 3–5 minutes. The criterion for the completion of mixing is to achieve a visually homogeneous state of the composition, which ensures an even distribution of the components and optimal properties of the future mixture.
Stage 3. Combining mineral components.
The process is carried out with a 3:1 mass ratio of aggregates to binders. Mixing is carried out in a drum mixer with a rotation speed of 25–30 rpm for 6 min. The key control parameter is to achieve a uniform distribution of the binder component over the entire volume of the mineral aggregate, which ensures the required homogeneity of the composite system. The optimal processing time guarantees the formation of a stable mixture structure without segregation of components.
Stage 4. Primary sealing with water. The hydration process is initiated by introducing an aqueous phase in an amount equal to 70% of the calculated value of the watercement ratio, which is in the range of W/C = 0.28–0.32. To ensure controlled process conditions, the temperature of the shut-off water is maintained at 20±2 °C. The liquid is introduced gradually, using a metered-dose method through a spray system, which contributes to an even distribution of moisture in the mineral matrix. The duration of the intensive mixing stage after the introduction of water is 16 minutes.
Stage 5. Preparation of the modifying complex. At this stage, a working solution of a chemical additive is prepared, consisting of a superplasticizer based on polycarboxylate esters (dosage 1.2–1.5% by weight of cement) and 30% of the remaining volume of mixing water. The key condition is to ensure complete hydration and dispersion of the modifier molecules, for which the dissolution is carried out in water preheated to a temperature of 25–30 °C, with constant stirring for 3–5 minutes.
Stage 6. Final homogenizing mixing. The prepared modifying complex is introduced into the pre-moistened
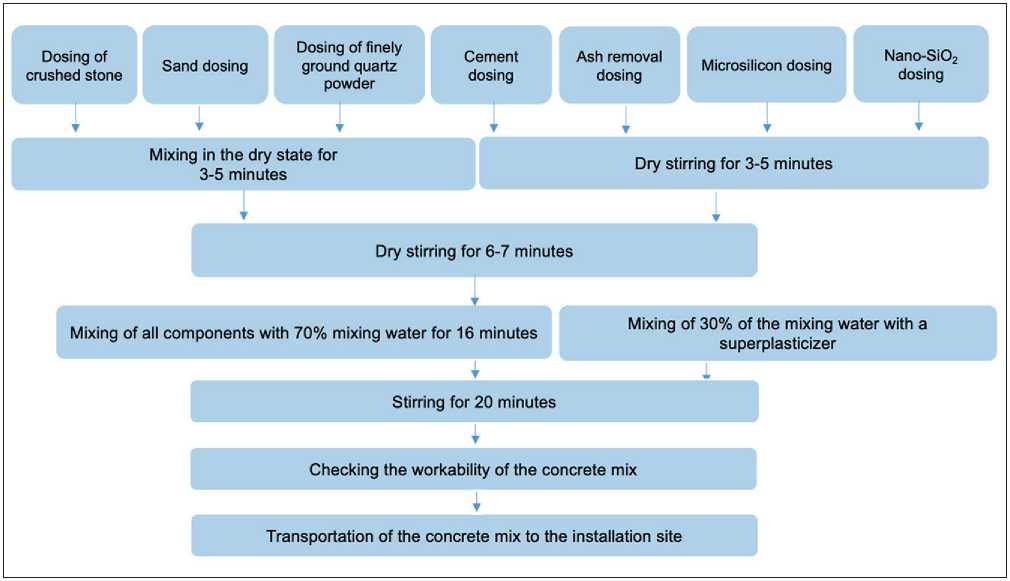
Fig. 3. Technological scheme for manufacturing a modified concrete mixture
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
mixture, after which the final mixing cycle is carried out. The process is carried out at an increased speed of rotation of the drum (35–40 rpm) for 20 minutes. In order to prevent thermal activation hydration and coagulation of the additive, the temperature of the mixture is controlled and should not exceed 35 °C. To assess the kinetics of changes in structural and rheological characteristics, viscosity is monitored at the 10th and 15th minutes of the process.
Stage 7. Assessment of rheological and technological properties. The quality of the finished mixture is confirmed by a set of standard test methods. The main controlled parameters are: the amount of precipitation of a standard cone (5–7 cm) and the time of vibration compaction in accordance with GOST 10181. The quality criterion is the visual and structural uniformity of the material, the absence of signs of stratification and segregation of components.
Stage 8. Logistics and transportation. The finished mixture is transported to the installation site in compliance with strict technological regulations. The maximum allowable transportation time should not exceed 90 minutes from the end of mixing. To maintain the specified rheological properties, the temperature regime in the tank is maintained in the range of 15–25°C. Transportation is carried out using concrete mixers equipped with protection systems against moisture evaporation and external temperature influences.
Scientific substantiation of technological solutions.
The use of step-by-step mixing is due to the following factors:
-
1. Physico-chemical features of nanodisperse components: high specific surface area (up to 600 m2/kg), tendency to agglomeration (Van der Waals effect), the need for uniform distribution in the cement stone matrix.
-
2. Rheological requirements: optimal value of plastic viscosity (15–25 Pa·s), minimization of thixotropic properties, control of water separation (no more than 0.5% by volume).
-
3. Technological aspects: time parameters of cement hydration, kinetics of action of superplasticizers, stability of dispersed systems.
In modern construction, the delivery of a concrete mix to an object is a critically important stage that determines both the quality of the structures being erected and the economic efficiency of the construction process. Currently, two fundamentally different concrete transportation schemes are used:
-
1. Centralized delivery of the finished mixture from stationary concrete plants using concrete trucks.
-
2. Decentralized concrete production directly on the construction site using mobile concrete mixing plants.
The first method, despite its prevalence, has a number of significant disadvantages related to the loss of mobility of the concrete mix due to the long transportation time; dependence on logistics, including road conditions and transport delays; increased fuel costs and CO₂ emissions due to the need to use a large fleet of specialized equipment.
The second method, which involves on-site preparation of concrete, in addition to reducing emissions, also demonstrates higher efficiency due to the following advantages::
-
1. Operational control of the technological parameters of the mixture (mobility, strength, workability), which is especially important in the construction of critical structures.
-
2. Reduction of time losses, since the stage of transportation from the plant to the facility is eliminated.
-
3. Flexibility in managing concrete production, allowing you to quickly adjust the composition of the mixture depending on current construction tasks.
-
4. Saving resources by reducing the need for concrete trucks and reducing fuel consumption, which also helps to reduce the carbon footprint of construction work.
After the concrete mixture is delivered to the site, it can be supplied to the concreting site using various technologies.
Automotive concrete pumps are equipped with a hydraulic system for distributing concrete through flexible or rigid pipelines. They are most effective in concreting foundations, underground structures and lower floors of buildings. They provide high performance, but require sufficient maneuvering and installation space.
Stationary concrete pumps are used in conditions of limited access or high building height, where the use of automotive pumps is impossible. They are used in the construction of extended linear structures (subway tunnels, underground utilities, bridge structures). They require pre-installation of a pipeline system, which increases the complexity of the initial stage of work, but ensures stable supply of concrete over long distances.
The choice of the optimal scheme for the delivery and supply of concrete depends on many factors, including the scale of construction, the remoteness of the facility from concrete plants, the requirements for the quality and manufacturability of the mixture, environmental and economic aspects.
The use of mobile mixing plants in combination with modern pumping systems can significantly increase the efficiency of concrete work, minimize logistical costs and reduce the negative impact on the environment. At the same time, the traditional scheme using concrete trucks remains in demand in conditions where local concrete production is impossible or economically impractical.
CONCLUSION
The conducted studies demonstrate the significant environmental potential of using complex mineral additives in the production of concrete. The partial replacement of
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (1):
93–102
Nanob
SYSTEM SOLUTIONS FOR TECHNOLOGICAL PROBLEMS
Portland cement with carbon-inert materials such as fly ash, microsilicon and nanosilicon can significantly reduce the carbon footprint of the final product. This is due to the fact that these components, which are by-products of industry, do not generate direct CO2 emissions during their production. Calculations have shown that the use of the developed binder composition makes it possible to achieve a 32% reduction in total carbon dioxide emissions compared to traditional formulations, which makes a direct contribution to improving the environmental situation.
The developed technological scheme, which integrates the stages of dosing and multi-stage mixing, ensures the production of modified concrete with improved structural and mechanical characteristics and specified rheological properties.
The prospects for further improvement of the technology are seen in optimizing the process through the introduction of automated systems for precise dosing of components and the development of methods for operational control of key parameters of the mixture (viscosity, temperature) in real time. This will increase the reproducibility of the results and guarantee consistently high quality of the material.
In addition, it is possible to minimize CO2 emissions during concrete mixing by using local materials (reduces the need for transportation), using new laying technologies (laser alignment, robotics), which can improve the accuracy of laying and reduce waste by optimizing temperature conditions, which can reduce the need for additional resources such as heating systems or cooling system.
Further development of technologies in the field of production, transportation and laying of concrete mix is associated with the automation of processes at each stage, the introduction of real-time quality monitoring systems for mixtures, the use of alternative environmentally friendly materials, modified additives to reduce the carbon footprint of construction.
