Analysis of the fractional composition of the stone filler in the asphalt concrete mixture and evaluation of the preparation modes for the 'bitumen–mineral powder' binder system

Author: Andronov S.Yu., Vasiliev Yu.E., Kochetkov A.V., Slepnev P.A., Chizhikov I.A.
Journal: Nanotechnologies in Construction: A Scientific Internet-Journal @nanobuild-en
Section: Construction materials science
Article in issue: 2 Vol.18, 2026.
Free access
Introduction. The fractional composition of the stone filler in asphalt concrete mixtures and the preparation modes of the binder in the "bitumen – mineral powder" system have a significant impact on the performance characteristics of asphalt concrete mixtures. Considering that the filler volume of asphalt concrete mixtures reaches 96% by weight or 87% by volume of the mixture, and the binder volume is up to 4% by weight or up to 13% by volume. During the preparation of the asphalt concrete mixture, efforts are made to achieve its homogeneity and ensure complete coverage of the filler with binder. However, a lack of binder leaves voids, which lead to increased water absorption. Materials and methods. Based on optical studies of the fractional composition of a standard asphalt concrete mixture, the areas of interphase interaction between the stone filler and bitumen were determined, consistent with the results of other researchers. Based on the analysis of experimental and theoretical studies, the dependences of the interaction coefficient in the "bitumen – mineral powder" system on the dispersion composition, temperature, and filling degree were established. Results and discussion. Analysis of the obtained data proves that the interaction between bitumen and mineral powder follows certain patterns and depends on the volumetric particle size distribution within the mineral powder fractions, which determines the interfacial surface area of interaction. The optimal conditions for mixing temperature and composition filling are: temperature from 160 °C to 170 °C, volume fraction of 0.17–0.2. Conclusion. The selected asphalt concrete mixture formulation, which was studied in this study and contains a volume fraction of micropowder at the level of 0.258, must be adjusted upwards by increasing the bitumen mass to 2.0 kg in order to achieve the optimum interaction between mineral powder and bitumen. The obtained results allow for adjustments to the asphalt concrete mixture composition in order to improve its performance characteristics.
Porosity of aggregates, bitumen adhesion, bitumen adsorption by particles, mineral powder, compacted asphalt concrete mixture, asphalt concrete structure modeling
Short address: https://sciup.org/142247638
IDR: 142247638 | DOI: 10.15828/2075-8545-2026-18-2-180-191
Text of the scientific article Analysis of the fractional composition of the stone filler in the asphalt concrete mixture and evaluation of the preparation modes for the 'bitumen–mineral powder' binder system
Review article
Андронов С.Ю., Васильев Ю.Э., Кочетков А.В., Слепнев П.А., Чижиков И.А. Анализ фракционного состава каменного наполнителя асфальтобетонной смеси и оценка режимов приготовления вяжущего системы «битум – минеральный порошок». Нанотехнологии в строительстве. 2026;18(2):180–191. – EDN: ZXSMOA.
The process of asphalt concrete mixtures (ACMs) design is primarily focused on selecting the granulometric com- position of the stone material – the filler – that ensures maximum filling of the mixture volume. This provides the pavement with resistance to loads and deformations occurring during service. Generally, the filler content
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
reaches 94–96% by weight or 85–87% by volume of the mixture. Subsequent compaction at high temperatures, when the binder – bitumen – is in a fluid state, makes it possible to generally meets modern requirements for road pavements. However, analysis of existing regulatory documents and practical studies indicates that pavements exhibit certain deficiencies that manifest under adverse conditions and lead to their deterioration. Primarily, this concerns such a standardized characteristic as water absorption.
The current state of the art in this research area is generally reflected in the list of references [1–21]. The well-known domestic works in the direction of the present article are present in references [1–12]. The authors’ own publications are illustrated by works [13, 14]. Foreign publications are represented in the list [14–21].
A proper distribution of the binder, which means a continuous film, formed by bitumen, covering all particles of the stone material, is out for in the production of ACMs. Otherwise, in the case of insufficient bitumen content, complete coverage of each particle with a bitumen film does not occur, which facilitates moisture penetration through uncovered areas, stripping of the bitumen film, and subsequent deterioration of the asphalt concrete pavement. On the other hand, an excess of bitumen leads to its displacement from regions of increased stress (during compaction) and the formation of zones with lower density of stone material distribution, which impairs the strength and durability of the asphalt concrete pavement.
At first glance, when analyzing the composition of asphalt concrete components, it can be noted that the binder – bitumen – is a hydrophobic material and cannot absorb water without special treatment. The situation is different with fillers – crushed stone, sand, and mineral powder. These stone materials have surface pores and are capable of water absorption. The industrial technology of asphalt mixture preparation provides that, during mixing at high temperature, bitumen should completely cover the surfaces of particles, be adsorbed into the pores, and prevent external moisture from entering the mixture after paving and compaction.
It should be noted that such a high filling degree with a minimum amount of binder requires an assessment of capability for a continuous film formation on the surface of filler particles and an analysis of the asphalt concrete characteristics in the case of its insufficiency. Furthermore, it is necessary to take into account that the bitumen film covering the particles is unevenly distributed in thickness due to the uneven surface topography of the particles and their size and nature [1]. The effective volume of the filler increases, due to the adsorptive interaction between bitumen and mineral particles in ACMs. Particles ranging in size from 3 to 10 mm have their thickness of the adsorption layer varying within 1.2–17 µm.
It is necessary to determine the surface area of particles of different shapes and sizes to evaluate the film thickness for a selected ACM recipe, which represents a serious challenge within existing research methods. Quite often, such measurements are performed by analyzing particles from light microscopy photographs. However, it should be noted that microscopic images allow visualization of only two-dimensional projections of particles, therefore, the dimensions of irregularly shaped particles could be described by several parameters and aspects: maximum or minimum diameter (linear size), maximum length, minimum length, volume, surface area, etc. Consequently, sizes obtained by different methods would differ. Figure 1 illustrates possible answers to the question of what constitutes particle size, expressed in the form of equivalent spheres. At the same time, there are no erroneous results – each answer is subjectively correct, as it reflects a physically measurable aspect [2, 9, 10].
The theory of the equivalent sphere states, that by measuring certain characteristics of a particle, it is assumed that they correspond to those of a sphere; then a universal number (the diameter of this sphere) is calculated. This number characterizes the given particle. This example clearly demonstrates that there is no need to describe the particle size with three or more numerical values, which, of course, would express the size more accurately but are complex and inconvenient when designing mixtures.
Proposed calculation procedure allows, in a short time, to model a presumably optimal particle size distribution by operating solely with the mass fraction ratios of the initial components in the mixture.
MATERIALS AND METHODS
Studies of the stone material particles in asphalt concrete mixtures (ACMs) using the equivalent sphere method were conducted after dispersion analysis of each asphalt concrete fraction (crushed stone, screenings, sand, mineral powder). A standard ACM was taken as the research object, with its composition displayed in Table 1.
Since each fraction mass in the mixture is strictly dosed, it is possible to approximately estimate the number of spheres with equivalent surface area per each size group (n i ), as well as their total surface area (s i ), by knowing the dispersion composition and material density (ρ).
By summing the areas of each fraction, the estimated surface area of the stone material particles in an asphalt concrete mixture of a given mass (S) is obtained. The following classical geometric formulas were used in the calculations:
volume of the i-th sphere: Vi = π·( Di 3)/6
mass of the i-th sphere: mi = ρ· Vi = ρ·π·( Di 3)/6 number of spheres in each fraction: ni = ki · Mi / mi ,
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
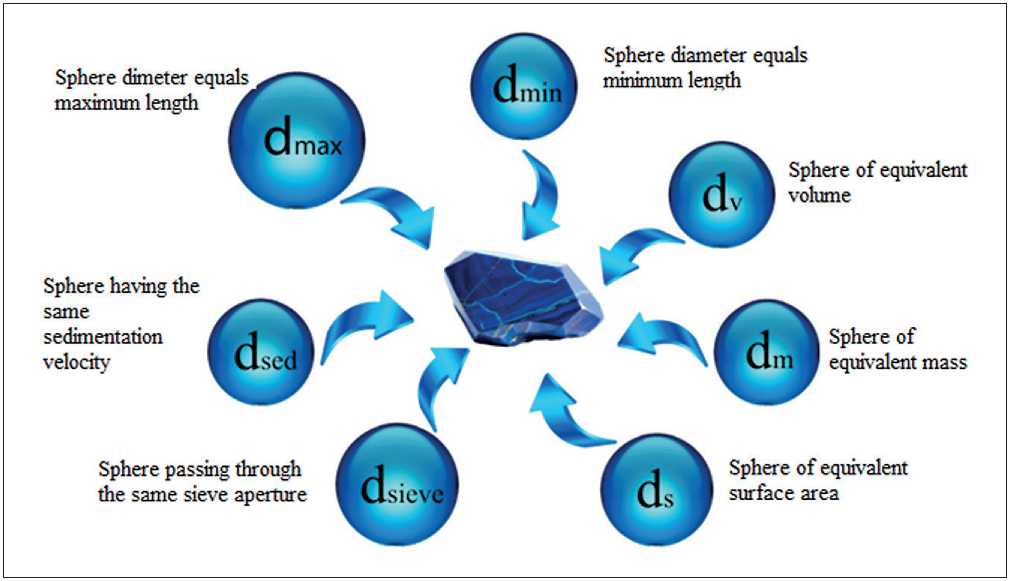
Fig. 1. Equivalent sphere diameters [2]
Table 1. Composition of asphalt concrete mixture Grade I Type B
surface area of a sphere: s = π· D 2
surface area of the i-th fraction:
st = n-i ■ п • О/ = kt ■ Mt • та ■ D^ / ki ■ Mt ■ n ■ D/ ■ 6
p-H-D?
with a stone material density ρ ~ 2700 kg/m3 this simplifies to:
6103 kfMt „ „„ ki-Mi st -------= 2,22--;
2700 D} D[ ;
the total surface area of all fractions S = ∑si .
The dispersion composition of each ACM fraction was studied using electron micrographs obtained from a light microscope. Image analysis was performed in the “DG Analyzer 1.5” software, which supports binarization of images – i.e., setting thresholds for light and dark areas in the picture and analyzing the resulting objects (Fig. 2). The software provides statistical processing results in both numerical and graphical forms. The program calculates the relative number of white pixels, perimeter and area of microstructural elements, average reduced diameters of elements, and detects the orientation of light areas.
The dispersion composition of the ACM, consisting of various fractions of stone material, is displayed in Figures 3–6.
RESULTS AND DISCUSSION
The theoretical estimation results of the ACM fractions surface areas are displayed in Table 2. The average size range value for each volume fraction were selected as diameters Di on the histograms – for example, in the range of 50–70 µm, the average equivalent diameter was taken as (50+70)/2 = 60 µm.
Obtained calculation results are consistent with the data from works [4, 7, 8, 11, 12], indicating that the formation of the interphase boundary “bitumen – stone particles” in ACMs is achieved due to the mineral powder (MP).
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
Source image
Binary image
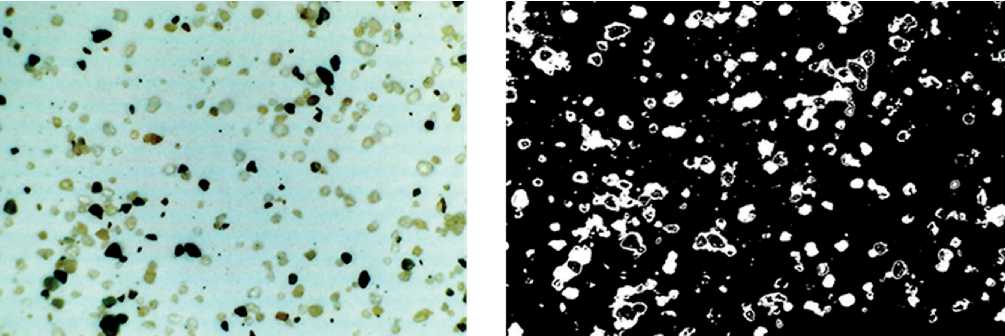
Fig. 2. “Sand” image (25 times magnification)
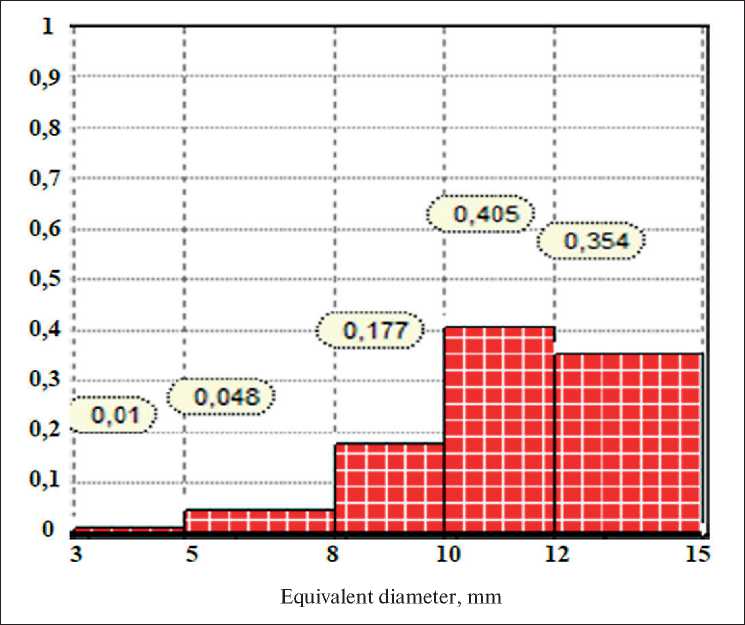
Fig. 3. Histogram of volume fraction versus particle diameter for crushed stone
The infusion of mineral powder into bitumen increases the viscosity of the latter and the strength of the pavement. As the MP concentration increases, the thickness of the bitumen film between mineral grains decreases, and the binder gradually transitions into a structured state. With increasing MP concentration, the bitumen film thickness between mineral grains decreases, and the binder progressively converses into a structured state [4].
As a result, the distance between particles decreases to a level at which the properties of the “bitumen – particles” system are determined by the interaction energy of the adsorption-solvation layers of the organic binder on the MP surface [4]. Furthermore, MP obtained from marble and dolomite rocks possesses a high positive potential with a large number of adsorption centers in the form of Ca2+ and Mg2+ cations, which contributes to a more intensive transition of bitumen into a struc-
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
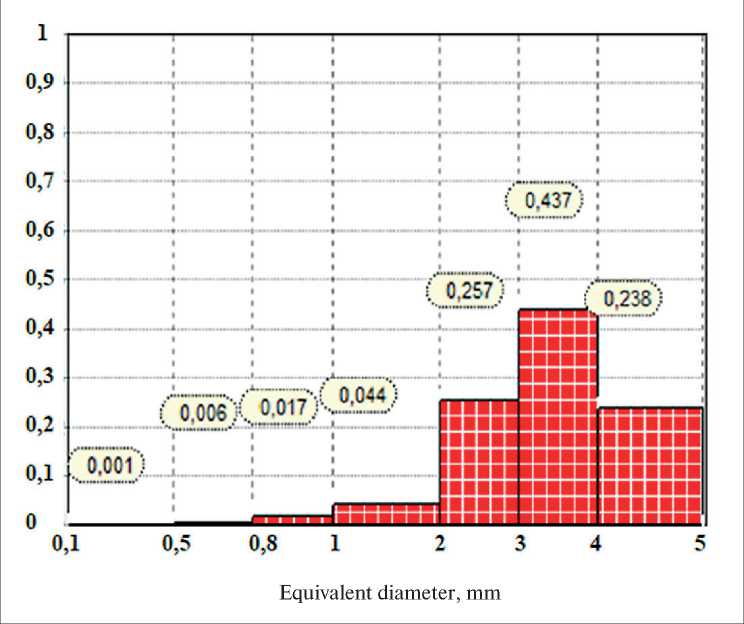
Fig. 4. Histogram of volume fraction versus particle diameter for crushing screenings
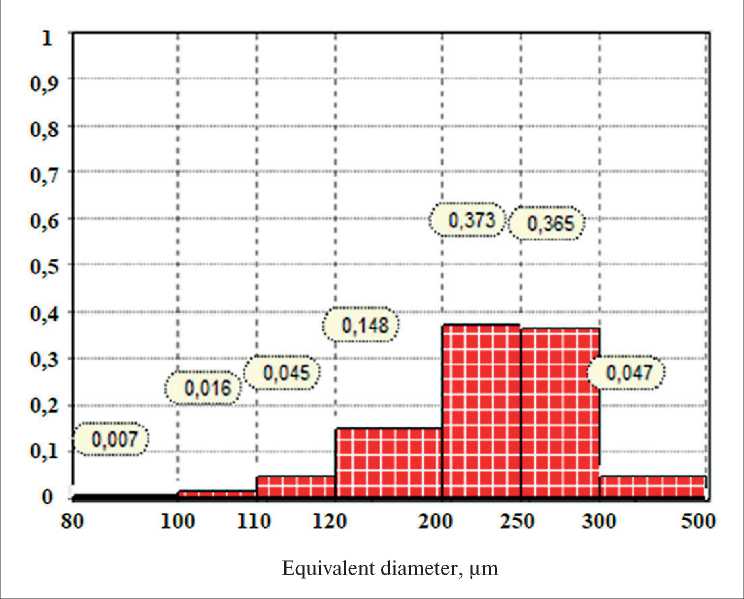
Fig. 5. Histogram of volume fraction versus particle diameter for sand
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
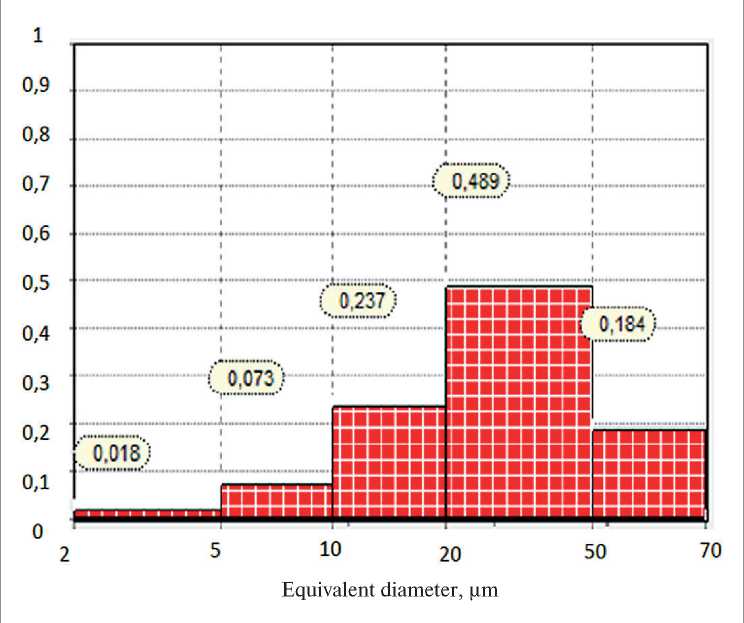
Fig. 6. Histogram of volume fraction versus particle diameter for MP-1 mineral powder
tured state with the formation of chemisorption bonds. These bonds enable firm retention of bitumen films on the surface, thereby increasing the strength of the asphalt binder [5].
The infusion of mineral powder into bitumen at high temperature leads to the formation of a suspension with a polyfractional composition. The suspension is a mixture of substances in which the solid phase is distributed as finest particles in the liquid phase in a suspended (nonsettled) state [6]. The viscosity of such a system depends on the ratio of the volume concentrations of the filler particles (MP) and the liquid phase, the shape of the solid particles, their size distribution, the viscosity of the liquid medium (bitumen), and the nature of the interaction between the solid and liquid phases.
The analysis of mechanisms determining the rheological characteristics of the MP suspension in bitumen was performed. A model representing particles as spheres and based on the data obtained from dispersion analysis (Fig. 6) was used for the analysis. A rotational viscometer Rheotest RV2.1 was used for carrying out testing of suspensions at temperatures of 130–170°C, corresponding to the bitumen and MP mixing regimes.
The Mooney equation was used to calculate the viscosity of the “bitumen – solid spherical particles” system. The equation shows satisfactory coherence with experimental data for concentrated suspensions [8, 9]:
where: η –effective viscosity of the suspension, Pa·s;
η 0 – effective viscosity of the dispersion medium, Pa·s;
Кint – coefficient accounting for the interaction of solid particles with the dispersion medium and among themselves;
Ф max – maximum volume concentration of the filler, m3/m3;
Ф – volume concentration of the filler, m3/m3.
In the polydisperse system represented by the MP fraction (Fig. 6), the average equivalent diameter is determined as:

— = 0,021mm = 21um
47,35 r
The maximum volume concentration of the filler with deq is determined (Fig. 8), using the dependence obtained in work [8], considering lg (21) = 1.32. This equivalent diameter corresponds to a maximum volume concentration of the filler ~ 0.42 (Fig. 8), which, when converted to mass concentration, gives the bitumen : MP ratio = 43 : 57, assuming densities of bitumen and MP ρb = 1.03 g/cm3, ρ MP = 2.7 g/cm3.
Nanotechnologies in construction
Нанотехнологии в строительстве
CONSTRUCTION MATERIALS SCIENCE
2026; 18 (2): 180–191
Nanob
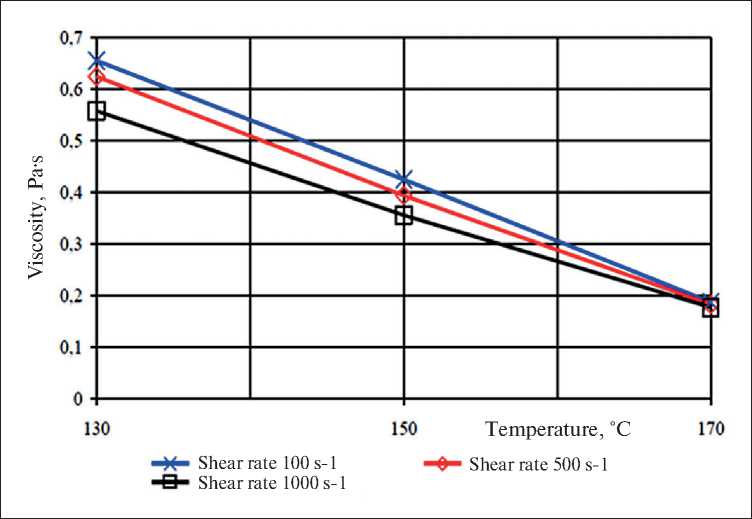
Fig. 7. Dependence of the dynamic viscosity of bitumen η on temperature at shear rates of 100, 500, 1000 s-1
Table 2. Results of the fractional composition analysis
|
Material |
Mi , kg |
k i |
Di , mm |
si , m2 |
Si , m2 |
Share in total area, % |
Specific surface area of the fraction, m²/kg |
|
Crushed stone fraction 5–15 |
41.7 |
0.354 |
13.5 |
2.4 |
8.5 |
0.25 |
0.2 |
|
0.405 |
11 |
3.4 |
|||||
|
0.177 |
9 |
1.8 |
|||||
|
0.048 |
6.5 |
0.7 |
|||||
|
0.01 |
4 |
0.2 |
|||||
|
Sand from crushing screenings |
43.6 |
0.238 |
4.5 |
5.1 |
31.8 |
0.9 |
0.73 |
|
0.437 |
3.5 |
12.1 |
|||||
|
0.257 |
2.5 |
10 |
|||||
|
0.044 |
1.5 |
2.8 |
|||||
|
0.017 |
0.9 |
1.8 |
|||||
|
Fine natural sand |
4.75 |
0.047 |
0.4 |
1.2 |
49 |
1.45 |
10.3 |
|
0.365 |
0.27 |
14.2 |
|||||
|
0.373 |
0.22 |
18 |
|||||
|
0.148 |
0.16 |
9.7 |
|||||
|
0.045 |
0.115 |
4.1 |
|||||
|
0.016 |
0.1 |
1.7 |
|||||
|
Mineral powder MP-1 |
4.75 |
0.184 |
0.06 |
32.3 |
557 |
86.2 |
117.3 |
|
0.489 |
0.035 |
147.3 |
|||||
|
0.237 |
0.015 |
156.8 |
|||||
|
0.073 |
0.0075 |
166.6 |
|||||
|
0.018 |
0.0035 |
54.2 |
|||||
|
Bitumen grade BND 60/90 |
5.2 |
646 |
Table 3. Viscosity of the disperse system “Bitumen – MP”
|
Filling degree, % (volume fraction) |
Т = 130 oС |
Т = 150 oС |
Т = 170 oС |
η rel |
|||||
|
η , Pa·s |
К int |
η , Pa·s |
К int |
η , Pa·s |
К int |
130 oС |
150 oС |
170 oС |
|
|
0 (0) |
0.66 |
0 |
0.42 |
0 |
0.18 |
0 |
1 |
1 |
1 |
|
5 (0.05) |
0.78 |
1.23 |
0.5 |
1.29 |
0.22 |
1.47 |
1.18 |
1.19 |
1.22 |
|
10 (0.10) |
1.18 |
1.9 |
0.72 |
1.73 |
0.34 |
2.05 |
1.8 |
1.71 |
1.89 |
|
15 (0.15) |
2.25 |
2.2 |
1.31 |
2.03 |
0.98 |
3.01 |
3.4 |
3.12 |
5.4 |
|
20 (0.20) |
5.56 |
2.34 |
3.56 |
2.35 |
2.8 |
3.01 |
8.42 |
8.48 |
15.55 |
|
25 (0.25) |
12.46 |
2 |
7.9 |
2 |
6.25 |
2.4 |
18.88 |
18.81 |
34.7 |
|
30(0.3) |
28.2 |
1.5 |
18.4 |
1.5 |
15.1 |
1.8 |
42.7 |
43.8 |
83.9 |
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
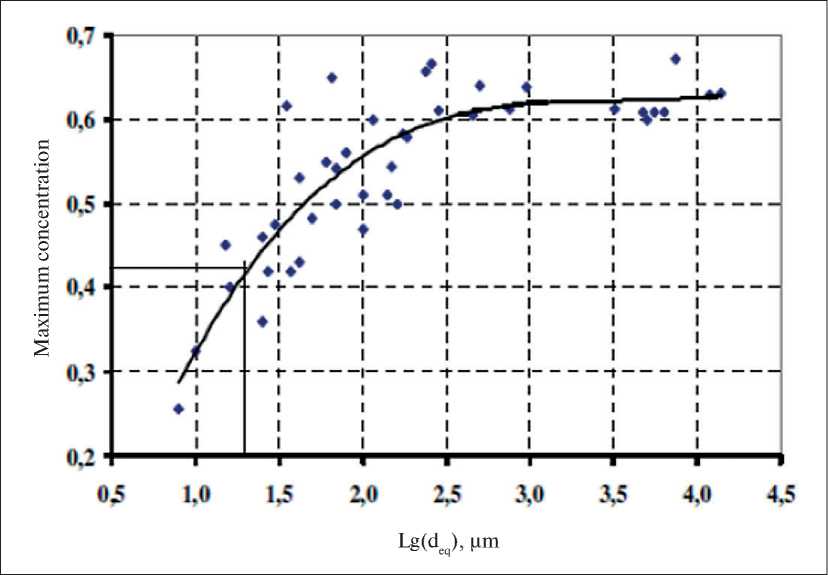
Fig. 8. Dependence of the maximum volume concentration of filler on particle diameter [8]
Equation (1) could be rewritten as:
P =Po' exp(a ■ Kint) = /Jo ■ exp(_Kint)a , (3)
where a Ф>,иг-Ф .
From (3) we obtain: ^p^int^ = \h^i , then
Kint = ln(exp(Kinty) = Ы[ЯД.
Based on the results of experiments with filled systems, equation (4) makes it possible to determine Кint – the coefficient accounting for the interaction of solid MP particles with bitumen and among themselves. A comparison of the experimental and calculated (according to Eq. 4)
values of the rheological characteristics of the “BND 60/90 bitumen – MP” system is displayed in Table 3 and in Figures 9 and 10.
Analysis of the obtained data proves that the interaction between bitumen and mineral powder follows certain regular patterns and depends on:
– the volumetric particle size distribution within the mineral powder fractions, which determines the interfacial surface area of interaction;
– the mixing temperature and the filling degree of the composition – optimal conditions: temperature from 160 °C to 170 °C, volume fraction 0.17–0.20.
Thus, the selected recipe of the asphalt concrete mixture, which was investigated in this study and contains a volume fraction of MP-1 at the level of 0.258, should be
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
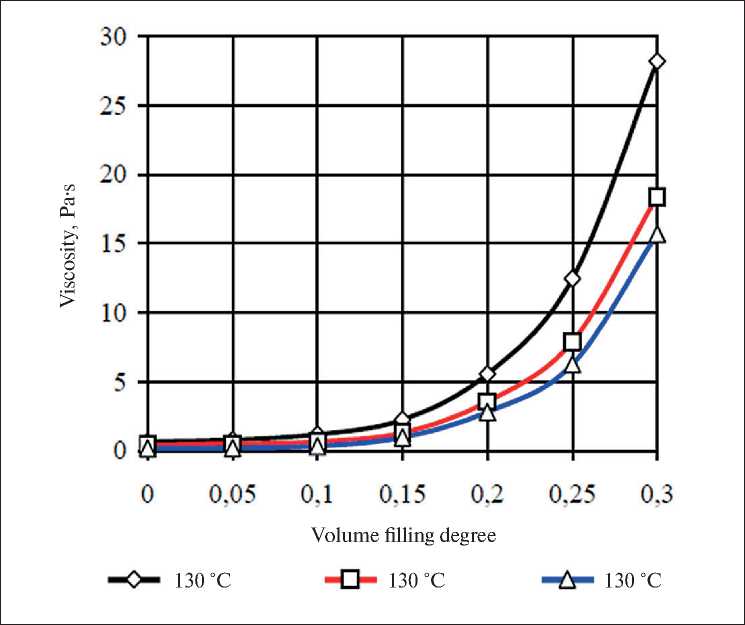
Fig. 9. Dependence of the viscosity of the “bitumen – MP” system on the filling degree
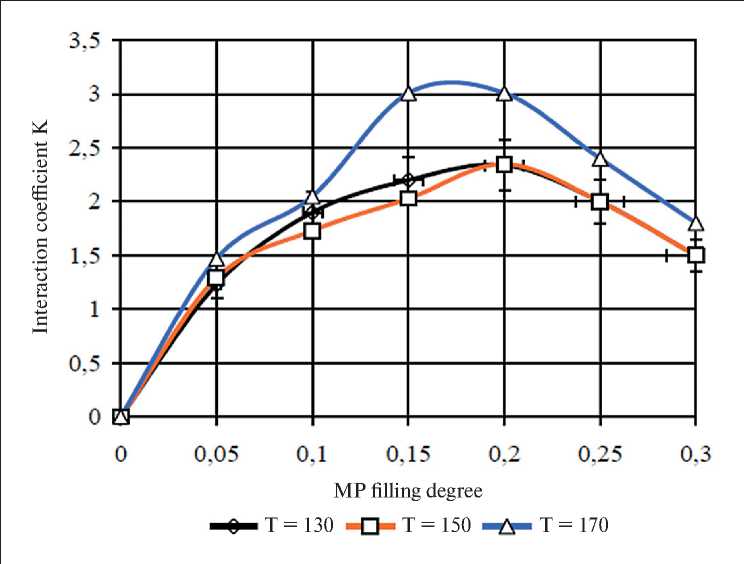
Fig. 10. Dependence of the interaction coefficient К int on the filling degree and temperature of the “bitumen – MP” system
Nanotechnologies in construction
Нанотехнологии в строительстве
2026; 18 (2): 180–191
Nanob
CONSTRUCTION MATERIALS SCIENCE
adjusted by increasing the bitumen mass by approximately 2.0 kg in order to reach the optimum interaction between the mineral powder and bitumen.
CONCLUSION
-
1. Based on optical studies of the standard asphalt concrete mixture fractional composition, the areas of interphase interaction between the stone filler and bitumen
-
2. Based on the analysis of experimental and theoretical studies, the dependences of the interaction coefficient in the “bitumen – mineral powder” system on the dispersion composition, temperature, and filling degree were established.
-
3. The composition of the asphalt concrete mixture could be adjusted, using the obtained results, in order to improve its performance characteristics.
were determined, which are consistent with the results of other researchers.
