Composite materials based on modified lignosulfonates and cellulose-containing waste

Author: Stepina I.V., Zhukov A.D., Strokova V.V., Bazhenova S.I.
Journal: Nanotechnologies in Construction: A Scientific Internet-Journal @nanobuild-en
Section: Application of nanomaterials and nanotechnologies in construction
Article in issue: 2 Vol.18, 2026.
Free access
Introduction. Waste from wood processing and agricultural products can be used as components of building materials, as fuel in briquettes, etc. A rapidly developing area for the utilization of this waste, as well as waste from the pulp and paper industry, is its use as a resource for producing building materials. The aim of the research is to study the possibility of using waste from wood processing and paper production, including lignosulfonates, as binders for the creation of composite materials. Methods and Materials. The object of the study is a heat-insulating material based on wood processing waste and a modified lignin-containing binder, as well as methods for modifying this binder. The possibility of using sodium lignosulfonate activated with an aqueous solution of boron-nitrogen compounds was studied as a binder. The samples were produced by pressing softwood sawdust with modified lignin, followed by heat treatment of the molded green product. Results. The values of density and strength of the samples were determined depending on the composition and heat treatment regimes. It was found that the samples with modified lignosulfonate exhibit the best properties. Digital optimization of the manufacturing parameters and formulation factors was carried out for this material. It was established that the best properties are achieved with an average softwood sawdust size of 8.0 mm, a modifier content of 7.5%, and a heat treatment temperature of 103–104 °C. The flexural strength of the samples with the optimal composition is 3.4–3.5 MPa, the compressive strength at 10% deformation is 4.7 MPa, and the average density is 683 kg/m3. The discrepancy between the calculated and experimental values for flexural strength does not exceed 7.0%. Discussion. The experiments, including those conducted using digital methods, confirmed the feasibility of using boron-nitrogen compounds to modify the properties of lignin, which can be considered as a natural binder. Conclusion. The obtained products fully comply with the requirements for composite heat-insulating materials, and the use of boron-nitrogen compounds as a modifier not only affects the mechanical properties of the products but also increases the resistance of the resulting material to decay processes and other biological impacts.
Wood processing waste, cellulose-containing materials, lignin, sodium lignosulfonate, boron-nitrogen compounds, heat treatment
Short address: https://sciup.org/142247641
IDR: 142247641 | DOI: 10.15828/2075-8545-2026-18-2-232-241
Text of the scientific article Composite materials based on modified lignosulfonates and cellulose-containing waste
Original article
Степина И.В., Жуков А.Д., Строкова В.В., Баженова С.И. Композиционные материалы на основе модифицированных лиг-носульфонатов и целлюлозосодержащих отходов. Нанотехнологии в строительстве. 2026;18(2):232–241. https://doi. org/10.15828/2075-8545-2026-18-2-232-241. – EDN: YPWZTB.
Current realities of construction predetermine interest in the development of innovative materials with high performance characteristics and minimal negative impact on the environment, as well as composite materials belonging to the groups of nature-like and energy-efficient materials [1–3]. In this regard, cellulose- and lignin-containing by-products from other industries are of interest. The sources of these materials are wood processing waste, pulp and paper industry waste, and agricultural waste [4–6].
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
Nanob
APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
For a long time, the main method of utilizing wood processing waste, pulp and paper industry waste, as well as agricultural waste, was their direct disposal as a combustible material and, at best, as fuel, but mostly they were simply burned to ash [7–9]. Economically justified is the mechanical processing of waste, followed by the use of the semi-finished product as a component for various materials, including building materials. Positive experience has been accumulated in solving materials science aspects in the production of fiberboard, particleboard, hardboard, and oriented strand board. The most innovative is deep processing of waste aimed at obtaining a cellulose component, followed by its use in various industries: from pharmacology to paper production [10–12]. In construction, such technologies have been tested in the development of fiber-cement products.
Many of these wastes and by-products contain lignocellulose, but mainly they contain cellulose, lignin, hemicellulose, and extractive substances such as phenolic compounds and a mineral component (ash residue). Technically useful substances are contained in almost all raw material sources of this group and differ in properties and final product yield [13–15]. Composite materials based on wood processing waste and lignin-based binders are a promising innovative direction. Using these components, a wide range of building materials can be obtained: finishing and heat-insulating materials. Controlling the porous structure also makes it possible to obtain acoustic materials, in particular sound-absorbing ones.
Lignin is a component of all materials in this group and can be considered an environmentally friendly binder: non-toxic and biodegradable. The use of lignin minimizes negative impact on the environment and human health [16]. As a result of wood processing and pulp cooking, the production of lignin as a by-product is about 70 million tons [17], which makes its utilization economically feasible compared to alternative binders [18].
There are three main types of lignin as a by-product. First, it is hydrolysis lignin. Hydrolysis lignin is used in medicine and agriculture. The main possibilities for its use include use as sorbents, blowing agents, fertilizers, as an additive for soil structuring, and as herbicides. Second, there is sulfate lignin (kraft lignin), which is a large-tonnage waste from the pulp and paper industry. This material is used as fuel [19] or, for the most part, is disposed of in huge quantities in landfills [16, 20]. Previous studies have shown the feasibility of modifying lignin-containing materials using boron-nitrogen compounds [18–20].
Modification with boron-nitrogen compounds is aimed at changing the composition and properties of the cell walls of plant raw materials, in which the separation of lignin and the carbohydrate complex occurs. The improvement of lignin properties occurs during the interaction of the modifier with the hydroxyl groups of lignin, which leads to the formation of stable ether bonds. This factor also contributes to an increase in the ability of lignin to bind with other components of the material. The modified lignin obtained in this way can potentially serve as a binder in the creation of composite materials [21–23].
The aim of the research is to study the possibility of using waste from wood processing and paper production, including lignosulfonates, as binders for the creation of composite materials.
As objects of study, samples of composite materials made by pressing a mixture of pine sawdust with sodium lignosulfonate were studied. The activator was water (LSw) and a modifier, which was taken as boron-nitrogen compounds (LSm). The properties of samples obtained by pressing pine sawdust with native lignin modified with boron-nitrogen compounds (NLm) were also studied.
MATERIALS AND METHODS
Native lignin modified with boron-nitrogen compounds (NLm) was used as a binder, and wood sawdust was used as a filler (and as a component forming the macrostructure of the product). The samples were manufactured as follows. First, pine sawdust of 5–10 mm fraction was boiled in a solution of a boron-nitrogen compound (“Xylostat”) in a water bath [16]. The boiling temperature was 100 °C, and the duration was 1 hour. Second, the boiled mixture was filtered. At the third stage, the green products were molded and the modified sawdust was pressed. At this stage, modified lignin was released from the sawdust. This modified lignin served as a natural binder. It should be noted that the extraction of lignin from softwood raw materials is used in the technology of hard fiberboard, the properties of which are formed during thermo-compression treatment of fiber mats with the release and subsequent curing of lignin.
At the preliminary testing stage, series of samples were manufactured in the form of 50×50×50 mm cubes. The varied factors were drying parameters: at 25 °C under standard conditions, and in a drying oven: heat treatment at 105, 125, and 150 °C until constant mass. After molding the green samples of LSw and LSm in the form of 50×50×50 mm cubes, they were pressed at a pressure of 80 kPa. The response factors were compressive strength at 10% relative deformation, flexural strength, average density, and thermal conductivity. The properties were tested after 30 days.
Samples based on sodium lignosulfonate binder (LSw) were manufactured by mixing it with softwood sawdust of 5–10 mm fraction and water. The mass ratio of components was sawdust/lignosulfonate (LS)/water = 1:1:0.5. Samples based on a binder containing boron-nitrogen compounds (BNC) and LSm as a modifier were manufactured by mixing softwood sawdust of 5–10 mm fraction with sodium lignosulfonate modified with a BNC solution. The mass ratio of components was sawdust/
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
Nanob
APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
lignosulfonate/modifier = 1:1:1. The studies at the second testing level were carried out using digital methods.
Part of the research was conducted using the equipment of the Shared Knowledge Center (SKC) of Moscow State University of Civil Engineering (National Research University).
RESULTS
Preliminary tests showed an increase in strength with increasing drying temperature for samples with modified lignin (NLm) as a binder. With comparable sample density, the compressive strength at 10% relative deformation was 1.36 MPa for samples dried at 150 °C and 0.44 MPa for samples dried under normal conditions at 25 °C. The compressive strength at 10% deformation for samples with LSw was significantly higher than for those with NLm: 2.62, 2.94, and 2.57 MPa, respectively, when dried at 25 °C, 105 °C, and 125 °C. Samples with a binder modified with boron-nitrogen compounds exhibited better biocidal properties, and their strength (at 10% deformation) was 1.45–1.52 times higher, amounting to 4.06, 4.51, and 4.33 MPa, respectively, when dried at 25 °C, 105 °C, and 125 °C.
Preliminary analysis of the experimental data made it possible to establish the upper limit of the heat treatment temperature, which should not exceed 105 °C in the material (and 125 °C inside the drying chamber). At higher temperatures, boiling of water in the material (as a result of the phase transition) may occur. The results of the compressive strength tests are shown in Fig. 1.
Based on the experience gained at the preliminary stage of the experiment, the plan for further research was focused on the use of materials with lignosulfonate modified with boron-nitrogen compounds (LSm) as a binder. The research was carried out using mathematical design of experiments and statistical processing of the results [24, 25].
The variable factors were the average size of softwood sawdust (X1), the consumption of modifier relative to the mass of dry sawdust (X2), and the temperature in the chamber during heat treatment (X3). The size distribution of softwood sawdust is unimodal and close to normal. Therefore, the average size is taken as the expected value of the size distribution (average size). During the experiment, it was taken into account that at the initial stages of heat treatment the temperature of the material lags behind the temperature of the chamber, but with further heat exposure the temperature difference becomes minimal.
Processing of the experimental results and testing of statistical hypotheses was carried out using the Statis-tika software. The processing was performed using the “Analytical Optimization” method developed at Moscow State University of Civil Engineering (NRU) and tested in solving formulation problems and selecting technological parameters for many building materials [26, 27]. The experimental conditions are given in Table 1.
The response functions were compressive strength at 10% deformation (Y1), flexural strength (Y2), and average density (Y3). Flexural strength was taken as the optimization parameter.
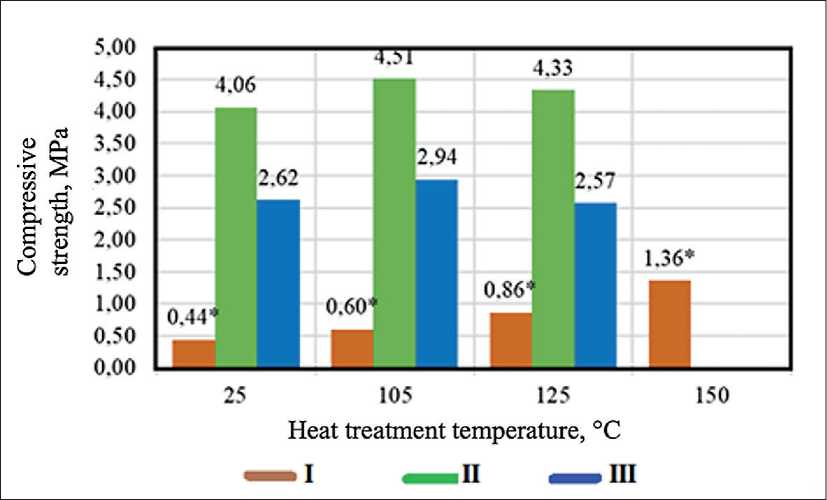
Fig. 1. Results of strength tests (compressive strength at 10% deformation): I – samples with NLm, average density 560 kg/m³; II – samples with LSm, average density 830 kg/m³; III – samples with LSw, average density 690 kg/m³
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
Nanob
Table 1. Experimental conditions
|
Factor |
Symbol Xi |
Mean value of factor, Xi |
Variation interval, ΔХ i |
Factor values at levels |
|
|
–1 |
+1 |
||||
|
Softwood sawdust size l, mm |
Х 1 |
8 |
2 |
6 |
10 |
|
Modifier consumption Cc, % |
Х2 |
6 |
2 |
4 |
8 |
|
Heat treatment temperature, °C |
Х 3 |
85 |
25 |
60 |
110 |
The confidence interval for the regression coefficients (∆b) was determined using the Student’s t-test (chosen for three degrees of freedom) and the variance of parallel experiments. The significance of the regression coefficients was assessed by comparing their absolute values with the confidence interval. Coefficients smaller than the confidence interval were considered insignificant and set to zero. The adequacy of the obtained polynomials was tested using Fisher’s criterion (by comparing calculated and tabulated values). The following regression equations were obtained:
For compressive strength at 10% deformation (∆b1 = 0.22 MPa):
-
Y1 = 4.1 + 0.4X1 + 0.6X2 + 0.3X3 + 0.2X1X2 –
– 0.2X32.(1)
For flexural strength (∆b2 = 0.16 MPa):
Y2 = 2.9 + 0.3X1 + 0.4X2 + 0.2X3 + 0.2X1X2.(2)
For average density (∆b3 = 4 kg/m³):
Y3 = 676 + 12X1 + 8X2 + 6X1X2.(3)
Analysis of the coefficients of the regression equations (1, 2, 3) allows one to evaluate the influence of each factor on the results within the intervals established for the experiment (see Table 1). Increasing the size of softwood sawdust (X1) leads to an increase in both compressive and flexural strength and results in a slight increase in average density. The increase in strength is associated with a geometric factor that provides an increase in the number of contacts between wood particles, which are consolidated by the binder, while the increase in average density is related to the moisture capacity of the sawdust. The modifier consumption (X2) has the greatest effect on the strength characteristics, which is due to the improvement in the strength properties of both the modified binder and the wood particles that undergo natural impregnation. An increase in the heat treatment temperature, which in the laboratory experiment was carried out in a drying oven, has practically no effect on the average density of the samples (the coefficient is smaller than the confidence interval, and therefore smaller than the experimental error), but it has a significant effect on the strength characteristics.
Analysis of the coefficients for X3 in equation (1) shows that the dependence of compressive strength on temperature is distinctly non-linear: the increase in strength with increasing heat treatment temperature first increases (coefficient for X3 equal to 0.3), and when the temperature exceeds a certain value, it begins to decrease (coefficient for X32 equal to –0.2). The increase in strength is due to reactions between the modified lignin and the modifier, as well as in the surface layer of the wood particles, while the tendency toward a decrease in strength is associated with the phase transition of water into steam and loosening of the structure.
The value of the allowable threshold of heat treatment temperature can be determined using the method of analytical optimization. In this case, equations (1–3) are considered as algebraic polynomials: functions of two or three variables, to which the methods of mathematical analysis for continuous functions can be applied. The implementation procedure of the method is as follows:
-
1. Determine the extremum of function (1) with respect to X3:
-
2. Solve equations (1–3) for X3 = 0.75:
-
3. Determine the value of the threshold heat treatment temperature in natural units (using the data from Table 1):
-
4. Perform a graphical interpretation of equations (3, 4, 5); the results are presented in the form of a nomogram (Fig. 2). The nomogram contains three sectors: sector I allows estimation of the flexural strength Rs, MPa; sector II – compressive strength at 10% deformation R, MPa; sector III – average density of samples ρ, kg/m³.
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
Nanob

APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
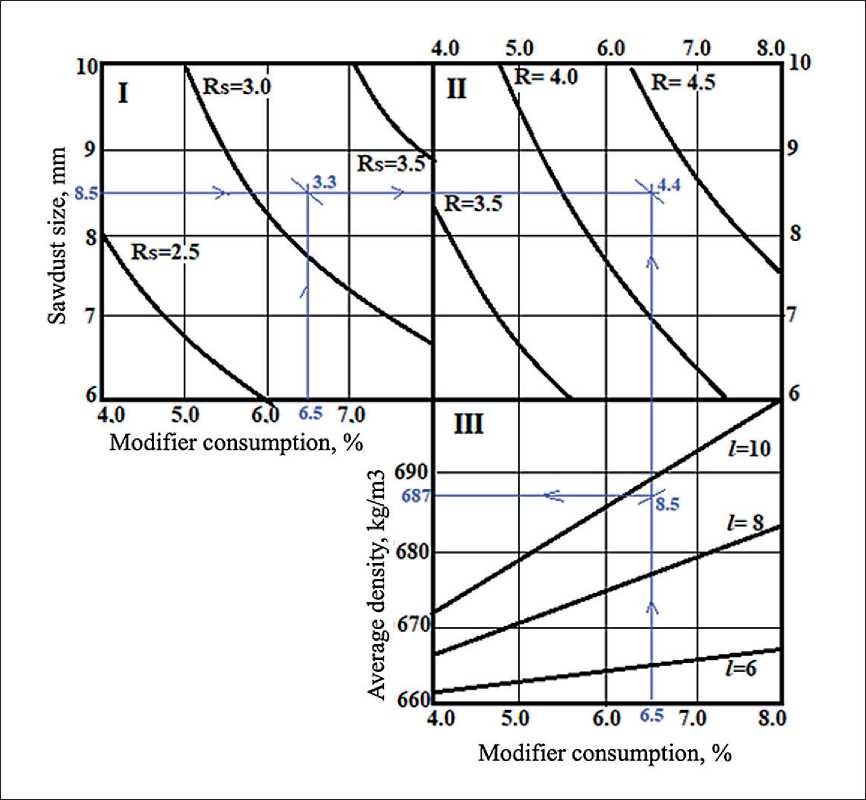
Fig. 2. Nomogram for evaluating material properties at the optimized heat treatment temperature of 103–104 °C; sectors: I – flexural strength Rs, MPa; II – compressive strength at 10% deformation R, MPa; III – average density ρ, kg/m³
∂Y1/∂X3 = 0.3 – 0.4X3 = 0 → X3 = 0.75.
For compressive strength:
Y1 = 4.2 + 0.4X1 + 0.6X2 + 0.2X1X2. (4)
For flexural strength:
Y2 = 3.0 + 0.3X1 + 0.4X2 + 0.2X1X2. (5)
For average density (∆b3 = 4 kg/m3), equation (3) remains unchanged.
tth = 85 + 25 × 0.75 = 103–104 °C.
Solving the predictive problem graphically is as follows. The values of the variable factors (in natural units) are marked on the coordinate axes. In the example (Fig. 2, blue lines), the average softwood sawdust size *l* is set to 8.5 mm and the modifier consumption Cc to 6.5%. These points are marked on the coordinate axes. From the point *l* = 8.5 mm, a straight line parallel to the abscissa axis is drawn through sectors I and II. In sectors I and II, straight lines parallel to the ordinate axis are drawn from the points Cc = 6.5%. In sector I, the flexural strength is determined at the intersection of the lines ( Rs = 3.3 MPa), and in sector II, the compressive strength at 10% deformation is determined similarly ( R = 4.4 MPa). Next, in sector III, the average density is obtained. The intersection point of the “modifier consumption” and “sawdust size” lines is found, and from this point a line is drawn parallel to the abscissa axis, giving the average density ( ρ ) equal to 687 kg/m3.
The predictive problem can also be solved using a computer program based on optimized algebraic functions of two variables (Formulas 4–6) or the basic polynomials (1–3).
The program algorithm includes the following blocks, implemented sequentially. Block 1 provides for the input of factors in natural units and their coding, i.e., reduction to the interval [–1; +1]. Block 2 is the calculation block and involves the use of either the basic polynomials or the optimized functions. Block 3 ensures the output of the calculation results to the computer display and to the printer.
When using digital modeling methods, it is very important to confirm the adequacy of the obtained mathematical (statistical) models to the real processes. The verification is carried out at two levels. First, during statistical processing, the adequacy of the polynomials is checked using Fisher’s criterion. Second, after obtain-
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
Nanob
Table 2. Verification of second-level adequacy
After obtaining the calculated results analytically (using a computer program or graphical method), an additional verification is carried out in repeated series of active experiments. Flexural strength (MPa) is taken as the evaluation criterion. The results of the comparative analysis at the optimized heat treatment temperature of 103–104 °C are presented in Table 2.
The discrepancy between the calculated and experimental values for flexural strength (∆) does not exceed 7.0%, which is fully consistent with the accuracy level accepted in building materials science (up to 10%). The best properties correspond to the values of the variable factors in experiment No. 4: an average softwood sawdust size of 8.0 mm and a modifier consumption of 7.5%. These conditions correspond to the calculated values of compressive strength at 10% deformation of 4.7 MPa and an average density of 683 kg/m³, obtained using analytical dependences (1) and (3).
In addition to the possibility of obtaining materials with the highest possible strength characteristics at an average density of no more than 700 kg/m³, the use of lignosulfonates is preferable for economic reasons. The use of modified lignosulfonates implies lower production labor intensity, as well as a waste-free technology. After the separation of modified lignin in a water bath, the sawdust is strained, and most of the solution is reused. Moreover, the resulting composite material based on sawdust and modified lignin can be considered to be entirely made from secondary raw materials: wood processing waste and by-products of the pulp and paper industry.
CONCLUSIONS
The obtained products fully meet the requirements for composite heat-insulating materials, and the use of boron-nitrogen compounds as a modifier not only affects the mechanical properties of the products but also increases the resistance of the resulting material to decay processes and other biological impacts.
The use of lignosulfonates is also preferable from an economic standpoint due to lower production labor intensity and the waste-free nature of the technology. The resulting composite material based on sawdust and modified lignin can be considered to be completely manufactured from wood and pulp and paper industry waste.
The use of sodium lignosulfonate as a modified binder in composite building materials based on wood waste is a promising direction. The availability and low cost make lignosulfonates an attractive option for replacing traditional binders, such as phenol-formaldehyde resins and other phenolic compounds.
The use of boron-nitrogen compounds as a modifier is advisable, since their introduction both improves the strength characteristics of the product and reduces the risk of decay of softwood sawdust, thereby increasing the durability of the products.
Fully realizing the potential of using lignosulfonates as a binder and boron-nitrogen compounds as a modifier requires further research, development, and testing aimed at optimizing their properties. The use of digital methods makes it possible to obtain reliable results with a minimum number of active experiments, and also contributes to the optimization of formulations and production parameters of composite materials.
Nanotechnologies in construction 2026; 18 (2):
Нанотехнологии в строительстве 232–241
APPLICATION OF NANOMATERIALS AND NANOTECHNOLOGIES IN CONSTRUCTION
Nanob
