Исследование параметров рациональной вытяжки заготовки верха обуви при формовании на колодке

Автор: Ким Ф.И., Рустемова А.О.
Журнал: Вестник Алматинского технологического университета @vestnik-atu
Рубрика: Технология текстиля и одежды, дизайн
Статья в выпуске: 1 (151), 2026 года.
Бесплатный доступ
Работа направлена на совершенствование технологии и оборудования для формования заготовок верха обуви на колодке. Одним из существенных недостатков формования верха обуви обтяжно-затяжным методом на машинах типа ЗНК является неравномерность распределения деформаций по площади носочно-пучковой части заготовки верха обуви. В частности, наибольшие поперечные деформации вдоль огибаемых контуров формующей поверхности колодки имеет союзка на ее периферийных участках, где удлинения заготовки максимальны и могут превышать значения деформаций центральной части союзки в 3-4 раза и более. Причем, наибольшие средние (по ширине союзки) значения поперечных удлинений имеет заготовка в области носка, которые по мере приближения к пучкам уменьшаются также в несколько раз. Существующая неравномерность распределения удлинений по площади заготовки при обтяжнозатяжном методе формования приводит к тому, что на участках заготовки верха обуви, имеющих недостаточную вытяжку материала, не полностью используются ценные свойства кожи. Материал данной статьи базируется на исследовании авторами по разработке новых способов и совершенствовании устройств для обтяжно-затяжных операций в производстве обуви. Для более равномерного распределения деформаций по площади носочно-пучковой части заготовки верха обуви предложена усовершенствованная конструкция стелечного упора, обеспечивающего дополнительную вытяжку союзки в пучковой зоне. Равномерная растяжение заготовки вдоль огибаемых контуров формующей поверхности колодки (пуансона) обеспечивается новыми способами воздействием неравномерного прогрева заготовки и неравномерным увлажнением передней части заготовки верха обуви. Целью данной работы является повышение формоустойчивости изготавливаемой обуви и экономия верхних кожтоваров за счет научно обоснованных размеров площади исходной заготовки с учетом рациональной деформации ее, конфигурации огибаемого контура формующей поверхности обувной колодки (пуансона) и т.п. Работа проведена расчетно-аналитическим методом на основе прогрессивных способов и оборудования для осуществления технологического процесса по формованию заготовок верха обуви на колодке (пуансоне). Результаты работы позволят повысить качество изготавливаемой обуви, снизить себестоимость ее за счет научно обоснованного конструирования рациональных размеров и площади исходной заготовки верха обуви, а также совершенствовать оборудование для формования заготовок верха обуви на колодке.
Заготовка верха обуви, механизм клещей, стелечный упор, деформация верха обуви, рабочий ход механизма, вытяжка заготовки
Короткий адрес: https://sciup.org/140314164
IDR: 140314164 | УДК: 64.41.21 | DOI: 10.48184/2304-568X-2026-1-188-194
Study of the parameters of rational stretching of shoe upper blanks during last formation
This work aims to improve the technology and equipment for forming shoe upper blanks on a last. One of the significant drawbacks of forming shoe uppers using the covering tightening method on ZNK-type machines is the uneven distribution of deformations across the toe-tuft portion of the upper blank. Specifically, the vamp exhibits the greatest transverse deformations along the contours of the forming surface of the last in its peripheral areas, where the elongation of the blank is greatest and can exceed the deformation values in the central part of the vamp by 3-4 times or more. Furthermore, the blank exhibits the greatest average (over the vamp width) transverse elongations in the toe area, which also decreases several times as it approaches the tufts. The existing uneven distribution of elongation across the upper blank area during the covering- tightening forming method results in the leather's valuable properties not being fully utilized in areas of the upper blank with insufficient stretch. This article is based on the authors' research into developing new methods and improving devices for stretch-stretch operations in footwear production. To more evenly distribute deformations across the toe-tuft portion of the upper blank, an improved insole stop design is proposed, providing additional stretching of the vamp in the tuft zone. Uniform stretching of the upper blank along the contours of the forming surface of the last (punch) is achieved through new methods of uneven heating of the blank and uneven moistening of the forepart of the upper blank. The aim of this study is to improve the dimensional stability of manufactured footwear and reduce the consumption of upper leather by using scientifically substantiated dimensions of the initial blank area, taking into account rational deformation, the configuration of the enveloping contour of the forming surface of the shoe last (punch), etc. This study was conducted using a computational and analytical method based on advanced methods and equipment for implementing the technological process of forming shoe upper blanks on a last (punch). The results of this study will improve the quality of manufactured footwear, reduce their cost through scientifically substantiated design of rational dimensions and area of the initial upper blank, and improve the equipment for forming shoe upper blanks on a last.
Аяқ киім үстіңгі қабатының дайындамасын аяқ киім қалыбы арқылы қалыптау кезіндегі созып кермелеудің ұтымды параметрлерін зерттеу
Жұмыс аяқ киімнің үстіңгі бөлігі дайындамасын қалыпқа отырғызып дайындау технологиясы мен жабдықтарын жетілдіруге бағытталған. ЗНК типті машиналарда тарту-қаттау әдісімен аяқ киімнің үстіңгі бөлігін қалыптау процесінің маңызды кемшіліктерінің бірі – аяқ киім дайындамасының тұмсық және одан жоғары орналасқан аймақ бойынша деформацияның біркелкі бөлінбеуі болып табылады. Атап айтқанда, қалыптау бетінің контурларын бойлай орналасқан перифериялық аймақтарда дайындаманың ең үлкен көлденең деформациялары байқалады. Бұл аймақтардағы созылу шамасы орталық бөліктегі деформациядан 3–4 есе және одан да көп болуы мүмкін. Сонымен қатар, ең жоғары орташа (ені бойынша) көлденең созылу мәндері тұмсық бөлігінде байқалып, тұмсықтан жоғары аймаққа қарай жақындаған сайын бірнеше есеге азаяды. Тарту-қаттау әдісі кезінде дайындама беті бойынша созылудың мұндай біркелкі бөлінбеуі материалдың жеткілікті түрде тартылмауына және былғарының пайдалы қасиеттерінің толық пайдаланылмауына алып келеді. Бұл мақала авторлардың аяқ киім өндірісіндегі тарту-қаттау операцияларына арналған жаңа тәсілдер мен құрылғыларды жетілдіру бойынша жүргізген зерттеулеріне негізделген. Аяқ киімнің тұмсық және одан жоғары орналасқан аймағында деформацияны біркелкі бөлу үшін тұмсықтан жоғары орналасқан аймағында қосымша созылуды қамтамасыз ететін жетілдірілген ұлтарақ тіреуіші конструкциясы ұсынылды. Қалыптау бетінің контурларын бойлай дайындаманың біркелкі созылуын қамтамасыз ету үшін дайындаманың алдыңғы бөлігін әркелкі жылыту және ылғалдандыру әдістері қолданылды. Зерттеудің мақсаты – аяқ киімнің пішін тұрақтылығын арттыру және бастапқы дайындаманың ғылыми негізделген ауданын анықтау арқылы былғары материалдарын үнемдеу, сондай-ақ оның рационалды деформациясын, қалып бетінің (пуассонның) конфигурациясын және басқа факторларды ескере отырып, өндірілетін аяқ киімнің сапасын жақсарту. Жұмыс аяқ киімнің үстіңгі бөлігі дайындамасын қалыпқа отырғызуға арналған заманауи технологиялар мен жабдықтарды пайдалана отырып, есептік-талдамалық әдіспен орындалды. Зерттеу нәтижелері өндірілетін аяқ киім сапасын арттыруға, бастапқы дайындаманың ғылыми негізделген өлшемдері мен ауданын оңтайландыру арқылы өнімнің өзіндік құнын төмендетуге, сондай-ақ аяқ киімнің үстіңгі бөлігі дайындамасын қалыпқа отырғызуға арналған жабдықты жетілдіруге мүмкіндік береді.
Текст научной статьи Исследование параметров рациональной вытяжки заготовки верха обуви при формовании на колодке
МРНТИ 64.41.21
Эксплуатационные свойства обуви, экономические показатели и внешний вид ее в немалой степени зависят от качества проведения технологической операции по формованию заготовок верха обуви на колодке и тенднции дизайна продукции в обувной промышленности [1].
Как показывают исследования [2, 3], распределение средних (по ширине союзки) значений поперечных удлинений по площади союзки в немалой степени зависит от величин абсолютной вытяжки заготовки на различных ее краевых участках, то есть от рабочих ходов исполнительных механизмов обтяжно-затяжных машин, производящих непосредственное растяжение верха обуви.
Для качественного формования верха обуви на обтяжно-затяжной машине исполнительные механизмы (например, механизмы стелечного упора и клещей) должны удовлетворять следующим технологическим требованиям:
-
1. Растяжение заготовки верха обуви на требуемую наперед заданную величину деформации.
-
2. Обеспечение равномерного формования заготовки по площади верха обуви.
-
3. Формование без перекосов заготовки на колодке и т.п.
Указанные требования выполнимы только при соответствующих расчетах рабочих исполнительных механизмов обтяжно-затяжной машины на различных участках заготовки с учетом таких факторов, как, например:
-
1. Ширина участка заготовки, подвергающегося растяжению.
-
2. Величина требуемой (рациональной) деформации материала заготовки в зависимости от его тягучести.
-
3. Закономерность распределения удлинения заготовки вдоль огибаемого контура колодки (пуансона) при формовании.
-
4. Координата расположения нейтрального сечения заготовки, от которого меняется направление деформации материала верха обуви на колодке (пуансоне) и т.п.
Равномерное растяжение верха обуви вдоль огибаемых контуров формующей поверхности пуансона воздействием на заготовку неравномерно распределенного температурного поля или влажности позволяет существенно облегчить инженерный расчет величины вытяжки заготовки на различных участках. Кроме того, в зависимости от тягучести заготовки и режима формования верха обуви [4-8] возможен расчет рациональных размеров заготовки, что позволяет более эффективно использовать кожевенные материалы.
Целью данной работы является повышение формоустойчивости изготавливаемой обуви и экономия верхних кожтоваров за счет научно обоснованных размеров площади исходной заготовки с учетом рациональной деформации ее, конфигурации огибаемого контура формующей поверхности обувной колодки (пуансона) и т.п.
Материалы и методы исследований
В качестве объекта исследования принята заготовка верха обуви шириной 10 мм, под-вергающася равномерному растяжению исполнительными механизмами машины на участке неравномерно обогреваемого пуансона (колодки) [5] с контуром формующей поверхности типа «парабола-окружность» [9] под действием усилий формования P с заданным расположением нейтрального сечения заготовки (рис. 1).
Исследования проведены расчетно-аналитическим методом. Математические уравнения, полученные при этом, будут актуальны при проектировании верха обуви с использованием современных информационных и компьютерных технологий [9, 10, 13], обеспечивающих хорошую формоустойчивость и рациональное использование натуральных кожевенных материалов для верха обуви [11, 12].
Результаты и их обсуждение
Расчет параметров рациональной вытяжки (рабочих ходов исполнительных механизмов клещей, стелечного упора в обтяжно-затяжных машинах типа ЗНК) верха обуви произведем при допущении, что вид напряженно-деформированного состояния заготовки вдоль всего огибаемого контура пуансона (в зоне контакта заготовки с огибаемой поверхностью пуансона при вытяжке верха обуви) неизменен.
Принимая во внимание принятое допущение, определим широтные размеры (S 1 и S 2 ) рассматриваемого участка верха обуви от нейтрального сечения до ее концов после растяжения
-
S 1 = S O ̆ B + S OA 1 +З (1)
S2=SD̆B+SDA +З , где: З-величина припуска на затяжную кромку заготовки.
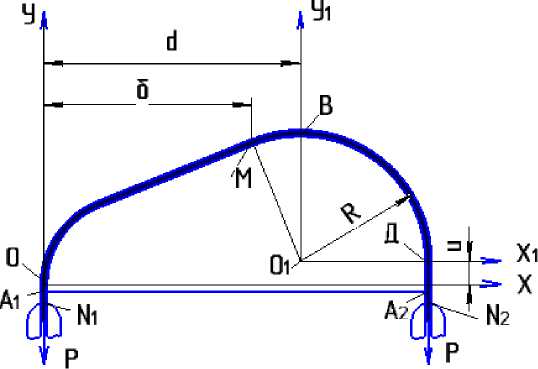
Рисунок 1. Схема к расчету величины вытяжки заготовки верха обуви на формующей поверхности типа «парабола - окружность»
Соответственно широтные размеры (L 1 и L 2 ) нерастянутой (исходной) заготовки от нейтрального сечения до ее краев равны
L 1=1 6в + 1 on 1 + K (2)
L 2=Idв+Odn^ +K, где: loв, Ion , Idв, Idn - 2 размеры заготовки до растяжения, соответствующие участкам (B, ON, ^B и DN2;
К - ширина захвата заготовки губками клещей.
Следовательно, исходная ширина L рассматриваемого участка заготовки до растяжения равна
L = L i + L 2 . (3)
Величины абсолютной вытяжки заготовки по обе стороны от ее нейтрального сечения могут быть определены из следующих выражений
2 1 = S 1 - L 1 = S (в - 1 (в + S oa i +З- I on i — K , (4)
X 2 = S 2 - L 2 = S d в - I d в + S da 2 +З- I dn 2 - K .
В тех случаях, когда вытяжка заготовки на колодке осуществляется только механизмами клещей, (как, например, в машинах типа ОМ, ЗВ и др.), требуемые рабочие ходы последних могут быть рассчитаны по формулам (4).
Однако в обтяжно-затяжных машинах типа ЗНК, основная вытяжка заготовки в процессе ее формования осуществляется механизмами стелечного упора, а клещи служат только для удержания заготовки при растяжении, а также для устранения перекосов или недостающей вытяжки, что производится оператором вручную при помощи специальных рукояток, которыми снабжены боковые и пучковые клещевые механизмы. Такая конструкция обтяжно-затяжных машин типа ЗНК значительно затрудняет работу оператора, снижает производительность машины и не позволяет автоматизировать процесс формования верха обуви. Кроме того, перемещением одним стелечным упором невозможно достигнуть равномерного распределения удлинений по площади носочно-пучковой части верха обуви при формовании из-за больших колебаний широтных размеров по длине союзки.
В связи с этим целесообразно клещевые механизмы в машинах типа ЗНК снабдить дополнительными индивидуальными гидроприводами для растяжения верха обуви на недостающие (для равномерного формования) величины вытяжки отдельных участков заготовки [10].
Кроме того, так как обувная колодка (пуансон) представляет собой несимметричное тело, то каждый клещевой механизм должен иметь свой заданный рабочий ход (вытяжку заготовки), который может быть определен по следующим формулам h1=21-П (5)
h2=2 2-П, где: П – величина подъема стелечного упора.
Таким образом, для расчета величин вытяжки заготовки по колодке по формулам (4) и (5) необходимо определить следующие неизвестные данные: lO ̆ B ; lD ̆ B ; l ON ; l DN ; K .
Определим их.
Длина элементарного участка нерастянутой заготовки равна dl= dS , 100-1ℇ+1
где: ℇ – заданная величина относительной деформации заготовки, %.
Учитывая, что dS=√1+(y x́)2dx, имеем
√1+(y ) 2 dx dl= ~,
100-1 ℇ+1
где: y(x) - функция, описывающая конфигурацию огибаемого контура пуансона.
В рассматриваемом примере формования верха обуви на пуансоне с контуром огибаемой поверхности типа «парабола-окружность» [14]
y ŎB =√2Hx×[1-v(x)]+[√R2-(x-d)2+γ]v(x),(8)
где: v ( x )= { 0 при x < δ
1 при δ≤x Подставляя (8) и (9) в (7) и произведя интегрирование, получим l = ’ [/6 ^+HdX + f;R ŎB 100-1ℇ+1 0 2x δ 22 √P -(x-d) [2V6(6 + H )+Hln V62+V6+0EH+R( arcsin c-d - 100-1ℇ+1 2 √0,5HR arcsin ^d)],(10) R l = 1 • arccosc-d.(11) BD 100-1ℇ+1 Для определения lON и lDN составим следующие соотношения (см. рис.1) З+SOA -К=(100-1ℇ∙f+1)lON З+SDA -К=(100-1ℇ∙f+1)lDN , 2 2 Откуда lON = З+S-O1A1-Kи 1 100 ℇ∙f+1 З+SDA2 -K lDN2 = 100-1ℇ∙f+1 , (12) где:f= ℇ0 - коэффициент, учитывающий отличие величины относительной деформации ℇ заготовки на огибаемой поверхности пуансона от деформации ℇ0 на краевых участках верха обуви, где наблюдается преимущественно одноосное напряженное состояние. Так как величина равномерной деформации при расчете рабочих ходов клещевых механизмов задается предварительно, то очевидно, что усилие вытяжки P участка заготовки шириной 10 мм будет зависеть от величины удлинения верха обуви на границе контакта последнего с огибаемой поверхностью пуансона. Тогда, согласно формуле [15] ℇ=(17,89+0,192T)Q0,715 при х=0 или х=d+R, имеем n E p= 100V- (13) В выражении (13) показатели A и n механических свойств заготовки определяются по известной методике [15] испытания обувных материалов, учитывая при этом вид напряженно-деформированного состояния верха обуви на рассматриваемом участке огибаемой поверхности пуансона, определяемый по известным картограммам деформации заготовок обуви при обтяжно-затяжном методе формования верха обуви. По известному усилию формования (13) и показателям показатели A и n механических свойств обувных материалов при одноосном растяжении имеем E =A ( p. ) n0 0 0 Таким образом, f=A • E -1 (P ) n0 В частном случае, когда заготовка верха обуви подвергается на огибаемой поверхности неравномерно обогреваемого пуансона одноосному растяжению f=1. Расчет рабочих ходов боковых клещей обтяжно-затяжных машин типа ЗНК на других участках неравномерно обогреваемого пуансона с контурами огибаемой поверхности типа «эллипс-окружность» [8] производится совершенно аналогично вышерассмотренному примеру. Результаты работы позволят повысить качество изготавливаемой обуви, снизить себестоимость ее за счет научно обоснованного конструирования рациональных размеров и площади исходной заготовки верха обуви, а также совершенствовать оборудование для формования заготовок верха обуви на колодке. Заключение Получены аналитические зависимости для расчета рациональной вытяжки (рабочих ходов клещевых механизмов, стелечных упоров в обтяжно-затяжных машинах) носочнопучковой части заготовки верха обуви. Эти формулы позволят определить рациональные размеры исходной заготовки с учетом формы и габаритных размеров обувной колодки (пуансона), величины рациональной деформации материалов для верха обуви и требуемого местонахождения нейтрального сечения заготовки при формовании. Последний фактор необходимо учитывать с целью предотвращения перекоса заготовки в процессе ее вытяжки из-за несимметричности формы обувной колодки.
