Обоснование температурных режимов фасования белкового витаминизированного желированного продукта

Автор: Бурмагина Т.Ю., Матвеева Н.О., Габриелян Д.С.
Журнал: Молочнохозяйственный вестник @vestnik-molochnoe
Рубрика: Сельскохозяйственные и ветеринарные науки
Статья в выпуске: 3 (55), 2024 года.
Бесплатный доступ
В статье представлены технологические эффекты псиллиума и концентрата сывороточных белков при производстве витаминизированного желированного продукта. Изучение процессов гелеобразования, основанных на использовании гидроколлоидов разной природы, позволяет разработать методы регулирования состава, структуры и свойств желированных продуктов. Важным моментом в технологической цепочке является выбор температуры фасования, поскольку процесс структурирования и образования геля начинается при охлаждении продукта. Цель работы заключалась в исследовании влияния доли сухих веществ на технологические параметры процесса фасования при производстве белкового витаминизированного желированного продукта. Изучено влияние псиллиума и и концентрата сывороточных белков на реологические характеристики продукта. Получены зависимости эффективной вязкости от скорости сдвига в диапазоне температур от 20°С до 60°С в модельных системах с добавлением концентрата сывороточных белков 5%, 10% и 15%. Пробы готовили путем восстановления концентрата сывороточных белков в творожной сыворотке при температуре (40±2)оС. Подготовку псиллиума как загущающего агента проводили путем набухания его в сыворотке при температуре (20±2)оС в течение 15 минут. В восстановленную смесь концентрата сывороточных белков вносили витаминный премикс, набухший псиллиум и, в соответствии с рецептурой, чернику дробленую с сахаром. На основании проведенных реологических исследований были уточнены температуры фасования продукта в зависимости от количества белкового ингредиента. Установлен диапазон температурных режимов фасования продукта с массовой долей концентрата сывороточных белков 5% 20-60°С, продукта с массовой долей концентрата сывороточных белков 10% - 30-60°С, продукта с массовой долей концентрата сывороточных белков 15% - 40-60°С. С целью оптимизации технологического процесса и повышения экономической эффективности производства построена модель, характеризирующая вязкость продукта в зависимости от количества с массовой долей концентрата сывороточных белков и предполагаемой температуры фасования с помощью программного пакета Statistica 12. Рекомендуемая температура фасования продукта составляет (40±5)ºС.
Творожная сыворотка, концентрат сывороточных белков, псиллиум, реологические характеристики, температура охлаждения, температура фасования
Короткий адрес: https://sciup.org/149146363
IDR: 149146363 | УДК: 637.344 | DOI: 10.52231/2225-4269_2024_3_121
Justification of temperature regimes for packing protein vitaminized jellied product
The article presents the technological effects of psyllium and whey protein concentrate in the production of a vitaminized jellied product. The study of gelation processes based on the use of hydrocolloids of different nature allows developing methods for regulating the composition, structure and properties of jellied products. An important point in the technological chain is the choice of the packaging temperature, since the process of structuring and gelation begins during the product cooling. The aim of the work was to study the influence of dry matter content on the technological parameters of the packaging process in the production of a protein vitaminized jellied product. The effect of psyllium and whey protein concentrate on the rheological characteristics of the product was studied. The dependences of the effective viscosity on the shear rate were obtained in the temperature range from 20°C to 60°C in model systems with the addition of whey protein concentrate of 5%, 10%, and 15%. Samples were prepared by reconstituting whey protein concentrate in curd whey at a temperature of (40±2)ºС. Psyllium was prepared as a thickening agent by swelling it in whey at a temperature of (20±2)°C for 15 minutes. Vitamin premix, swollen psyllium and, according to the composition, crushed blueberries with sugar were added to the reconstituted mixture of whey protein concentrate. Based on the rheological studies, the product packaging temperatures were specified depending on the amount of protein ingredient. The established temperature range for packaging a product with a mass fraction of 5% whey protein concentrate is at 20-60°C, a product with 10% whey protein concentrate at 30-60°C, and a product with 15% whey protein concentrate at 40-60°C. In order to optimize the technological process and increase the economic efficiency of production, a model was built that characterizes the viscosity of the product depending on the amount of whey protein concentrate and the expected packaging temperature using Statistica 12 software package. The recommended product packaging temperature is (40±5)ºС.
Текст научной статьи Обоснование температурных режимов фасования белкового витаминизированного желированного продукта
На российском рынке последнее время большую ассортиментную группу десертов представляют желированные продукты, к которым относятся кисели, желе, муссы, самбуки и кремы. Такие продукты в охлажденном виде имеют стойкую желеобразную, нежную консистенцию и свойственный ингредиентам вкус [1]. Всё большую популярность приобретает использование молочной сыворотки как основы для производства десертных продуктов.
Как правило, в качестве студнеобразующих агентов при производстве желированных продуктов используют агар-агар, желатин, пектин, каррагинан. Большинство предприятий для производства структурированных продуктов используют агар или желатин. Хорошие вкусовые качества имеет желе, полученное с использованием пектина. К достоинствам каррагинанов относят высокую технологичность, отсутствие стадий подготовки к использованию [2].
В данной работе в качестве структурообразователя использовали псиллиум – это шелуха оболочки семян подорожника Plantago ovata, содержащая более 80% натуральной клетчатки, которая является гелеобразующей фракцией [3]. Выполненные ранее исследования, показали, что благодаря высокой влагоудерживающей способности псиллиума и его способности образовывать устойчивые гели, данный ингредиент можно рекомендовать к широкому применению при производстве желированных продуктов питания [4, 5]. Применение данного желирующего агента не только улучшает технологические свойства выпускаемой продукции, но увеличивает возможности расширения ассортимента за счет создания новых обогащенных пищевыми волокнами продуктов.
Благодаря своим функциональным свойствам большой популярностью в производстве обогащенных продуктов питания пользуются концентраты сывороточных белков (КСБ-80), полученные методом ультрафильтрации [6, 7]. Пищевая и биологическая ценность сывороточных белков обусловлена составом аминокислот и их биодоступностью. В свою очередь, условия обработки, физико-химические свойства растворителя, такие как: концентрация сухих веществ, pH, температура, а также взаимодействие с другими пищевыми компонентами изменяют функциональные свойства сывороточных белков. Высокая растворимость, адсорбция воды, гелеобразование и эмульгирующие свойства КСБ-80 являются важными факторами, улучшающими функциональнотехнологические свойства пищевой матрицы и влияющими в первую очередь на консистенцию продукта и на его структурно-механические свойства, что важно при проектировании продукта с заданной структурой [7, 8, 9].
Изучение процессов гелеобразования, основанных на использовании гидроколлоидов разной природы, позволит разработать методы регулирования состава, структуры и свойств желированных продуктов.
Для получения заданных органолептических характеристик желированных продуктов, в частности консистенции, важным моментом в технологической цепочке является выбор температуры фасования, поскольку процесс структурирования и образования геля происходит при охлаждении продукта.
Цель работы – исследовать влияние содержания сухих веществ на технологические параметры процесса фасования при производстве белкового витаминизированного желированного продукта.
Материалы и методы
На основании проведенных ранее исследований для модельных образцов желированного продукта на основе творожной сыворотки были подобраны следующие соотношения ингредиентов: КСБ-80 в ко- личестве от 5 до 15% с интервалом варьирования 5%, черника, дробленная с сахаром в количестве 15%, псиллиум в количестве 3,5%, количество витаминного премикса составило 0,1% [4, 10].
В работе использовано сырье и ингредиенты только российского производства, соответствующие требованиям качества и безопасности, действующим на территории Евразийского экономического союза [11, 12].
Пробы готовили в стеклянных химических стаканах вместимостью 250 см3 следующим образом. Предварительно осуществляли набухание псиллиума в 1/3 части творожной сыворотки, предусмотренной рецептурой с температурой (20±2) оС в течение 15 минут. Далее концентрат сывороточных белков восстанавливали в оставшемся объеме творожной сыворотки по рецептуре при температуре (40±2) оС. В восстановленную смесь концентрата сывороточных белков вносили витаминный премикс, набухший псиллиум, в соответствии с рецептурой, чернику дробленую с сахаром. Далее образцы при непрерывном перемешивании подвергали тепловой обработке при температуре (80±2) оС с выдержкой 20 секунд на водяной бане с температурой (98±2) оС.
Реологические измерения опытных образцов проводили методом ротационной вискозиметрии с использованием «Rheotest-2.1» в диапазоне температур от 20 оС до 60 оС, что является оптимальным температурным диапазоном для изучения структурно-механических свойств пищевых желированных систем в процессе фасования.
Экспериментальные исследования были проведены в трехкратной повторности. Результаты оценивали с помощью программных пакетов Microsoft Excel 2021 и Statistica 12.
Результаты и обсуждение
Компонентный состав исследуемых образцов представлен в таблице 1.
Таблица 1 – Компонентный состав исследуемых образцов
|
Исследуемые образцы |
Массовые доли ингредиентов, % Черника, Творожная КСБ-80 протертая с Псиллиум сыворотка сахаром |
|||
|
Желированный десертный продукт + 5% КСБ-80 |
76,5 |
5 |
15 |
3,5 |
|
Желированный десертный продукт + 10% КСБ-80 |
71,5 |
10 |
15 |
3,5 |
|
Желированный десертный продукт + 15% КСБ-80 |
66,5 |
15 |
15 |
3,5 |
Проведенные ранее исследования показали возможность использования псиллиума в качестве гелеобразователя и функционального ингредиента для получения обогащенного желированного продукта с использованием творожной сыворотки. Было установлено, что тепловая обработка при температуре более 50 оС способствует увеличению вязкости опытных образцов. В ходе исследований подтверждено влияние пастеризации на процесс структурирования систем из творожной сыворотки и псиллиума [5].
Изменение компонентного состава разрабатываемого продукта привело к увеличению массовой доли белка и сухих веществ (табл. 2), что в свою очередь повлияло на технологические параметры и структурно-механические свойства готового продукта.
Таблица 2 – Массовая доля белка и сухих веществ контрольного и опытных образцов
|
Доля внесения КСБ-80, % |
Массовая доля сухих веществ, % |
Массовая доля белка, % |
|
5 |
21,13±0,03 |
4,86±0,02 |
|
10 |
25,61±0,03 |
8,83±0,02 |
|
15 |
30,08±0,03 |
13,00±0,02 |
Известно, что сывороточные белки способны образовывать гели благодаря высоким гидрофильным свойствам, препятствуя дестабилизации системы и способствуя ее гелеобразованию. Белково-сывороточные концентраты имеют различную желирующую способность, они могут образовывать гели при температуре 60–90 °С в концентрации 80–120 г/л [6, 9, 13, 14, 15].
Предварительные исследования показали, что температура и массовая доля КСБ-80 оказывают значительное влияние на вязкость продукта [5, 16]. Известно, что использование бинарных композиций гидроколлоидов в качестве загустителей способствует изменению температуры плавления и застудневания структурированных пищевых систем, что в свою очередь влияет на технологические режимы розлива и упаковки продукта [17, 18, 19]. Для определения рациональных режимов фасования витаминизированного желированного продукта проанализированы реологические изменения образцов продукта с содержанием концентрата сывороточных белков 5, 10 и 15% в диапазоне предполагаемых температурных режимов, возможных для фасования и охлаждения с дальнейшим структурообразованием системы. На рисунках 1 , 2, 3 представлены результаты исследований модельных образцов. Показана зависимость эффективной вязкости в условиях постепенного увеличения сдвиговой нагрузки от 0,3 до 145,8 с-1 при различных температурах.
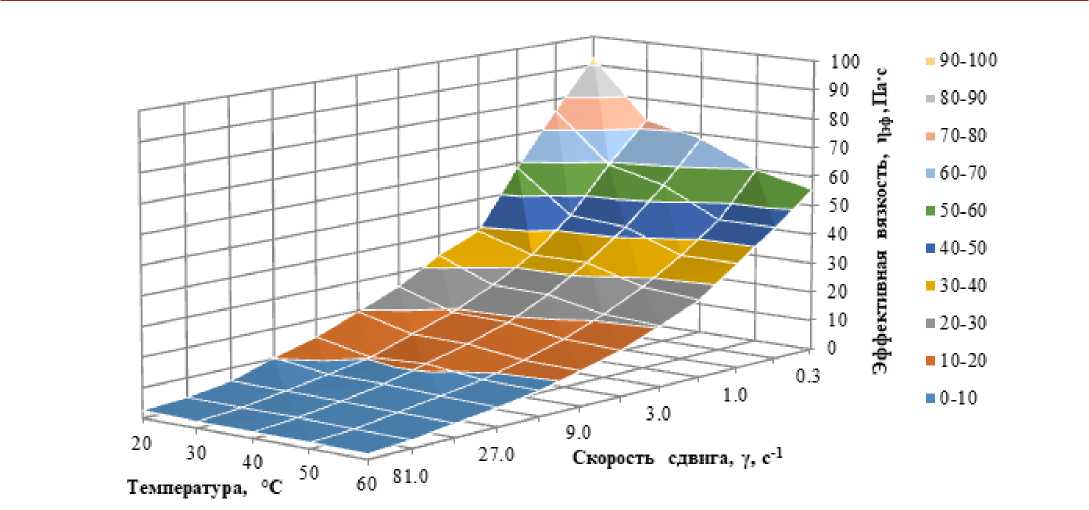
Рисунок 1 – График зависимости эффективной вязкости от скорости сдвига в диапазоне температур от 20 °С до 60 °С в образцах продукта с добавлением КСБ-80 5%
■ 140-160
■ 120-140
■ 100-120
■ 80-100
■ 60-80
■ 40-60
■ 20-40
■ 0-20
Температура. СС
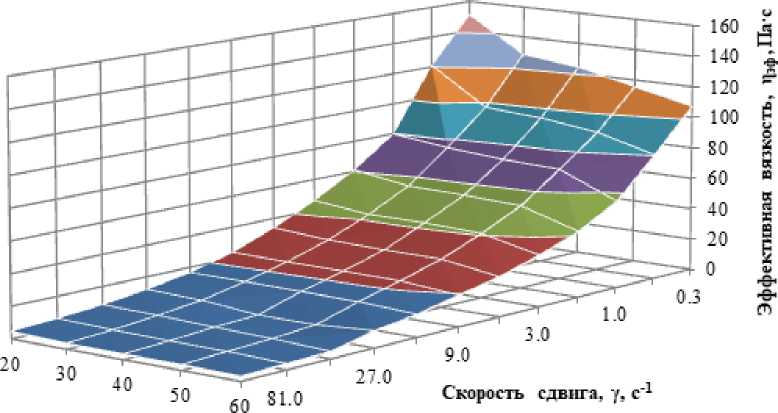
Рисунок 2 – График зависимости эффективной вязкости от скорости сдвига в диапазоне температур от 20 °С до 60 °С в образцах продукта с добавлением КСБ-80 10%
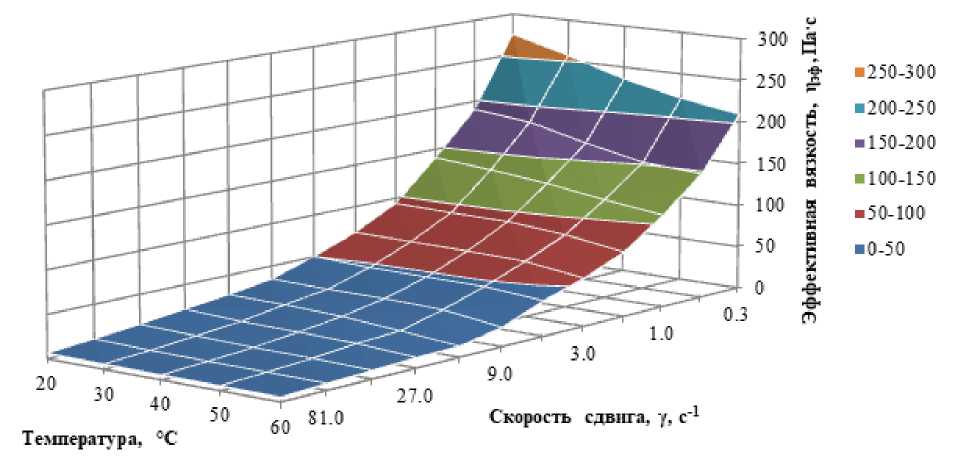
Рисунок 3 – График зависимости эффективной вязкости от скорости сдвига в диапазоне температур от 20 °С до 60 °С в образцах продукта с добавлением КСБ-80 15%
Анализ графиков показывает, что при снижении температуры эффективная вязкость продуктов повышается. Однако при увеличении массовой доли КСБ-80 в образцах продуктов при одних и тех же температурах наблюдается повышение значений эффективной вязкости. Так, например, при температуре 40 °С и скорости сдвига 3,0 с-1 эффективная вязкость изменяется от 25,2 до 66,5 Па·с соответственно в образцах с повышением массовой доли КСБ-80 с 5 до 15%. Такая тенденция наблюдается для всего температурного диапазона в одинаковых значениях действующей деформации. Причем чем меньше значение скорости деформации, тем большее различие между возникающей эффективной вязкостью можно наблюдать при повышении массовой доли КСБ-80. Значения эффективной вязкости повышается в 2 раза для образца продукта с добавлением 10% КСБ-80 и в 4 раза для образца продукта с 15% КСБ-80 по сравнению с образцом продукта, где внесено 5% КСБ-80. При увеличении скорости деформации эта разница снижается. При аналогичном сравнении образцов в условиях максимальной скорости сдвига 145,8 с-1 значения эффективной вязкости различаются в 1,7 и 2,7 раза соответственно.
Полученные графики описываются зависимостями, представленными в таблице 3.
Таблица 3 – Уравнения влияния скорости сдвига (γ, с-1) на эффективную вязкость (ηэф, Па·с) в образцах продукта с добавлением от 5 до 15% КСБ-80 в зависимости от температуры
|
Температура, °С |
Уравнение |
Коэффициент корреляции |
|
Желированный десертный продукт + 5 % КСБ-80 |
||
|
20 |
ηэф=59,30·γ -0,55 |
0,980 |
|
30 |
ηэф=45,88·γ -0,55 |
0,987 |
|
40 |
ηэф=44,31·γ -0,56 |
0,983 |
|
50 |
ηэф=37,06·γ -0,57 |
0,988 |
|
60 |
ηэф=35,91·γ -0,59 |
0,985 |
|
Желированный десертный продукт + 10 % КСБ-80 |
||
|
20 |
ηэф=84,73·γ -0,58 |
0,998 |
|
30 |
ηэф=76,54·γ -0,59 |
0,994 |
|
40 |
ηэф=74,58·γ -0,60 |
0,988 |
|
50 |
ηэф=71,72·γ -0,61 |
0,986 |
|
60 |
ηэф=61,46·γ -0,61 |
0,982 |
|
Желированный десертный продукт + 15 % КСБ-80 |
||
|
20 |
ηэф=138,80·γ -0,60 |
0,998 |
|
30 |
ηэф=133,50·γ -0,61 |
0,998 |
|
40 |
ηэф=126,90·γ -0,61 |
0,998 |
|
50 |
ηэф=117,50·γ -0,62 |
0,996 |
|
60 |
ηэф=103,90·γ -0,63 |
0,986 |
Из таблицы 3 видно, что в образце с добавлением КСБ-80 5% коэффициент консистенции повышается в 1,65 раза при снижении температуры с 60 до 20 °С. В образцах продуктов с КСБ-80 10% и 15% этот показатель изменяется в 1,38 и 1,34 раза соответственно при аналогичном снижении температуры. Также анализ полученных уравнений показывает, что при 20 °С различия коэффициента консистенции при попарном сравнении составляют 1,4 раза для образцов с КСБ-80 5% и 10%; 1,6 раза – для образцов с КСБ-80 10% и 15%; 2,3 раза – для образцов КСБ-80 5% и 15%. В дальнейшем с повышением температуры отмечается увеличение этого различия в диапазоне 1,7–2,9 раза.
В продукте с добавлением КСБ-80 15% структурообразование происходит в процессе тепловой обработки продукта, что влияет на его реологическое поведение и характеризуется высоким показателем эффективной вязкости (до 280 Па·с) по сравнению с образцами с КСБ-80 5% и 10%. Предположительно, это вызвано тем, что увеличение содержания сухих веществ за счет вносимого КСБ-80 способствует перераспределению свободной влаги, которая содержится в пищевой системе. Вследствие чего повышается вязкость пищевой матрицы и улучшаются текстурные характеристики продукта. Кроме того, при нагревании сывороточных белков связи, которые отвечают за их глобулярную структуру, разрушаются. По мере развертывания молекулы белка формируются дополнительные участки для образования связей «белок – углевод», которые также создают условия для увеличения вязкости растворов [9, 17, 18, 19].
Таким образом, чем большее количество КСБ-80 внесено в продукт, тем меньшее изменение эффективной вязкости наблюдается при снижении температуры. Следовательно, диапазон варьирования температуры фасования продукта шире для образца с КСБ-80 5%, с увеличением доли КСБ-80 температурный диапазон для фасования продукта сокращается. На основании предварительных исследований установлен диапазон температурных режимов фасования продукта с КСБ-80 5% 20–60 °С, продукта с КСБ-80 10% – 30–60 °С, продукта с КСБ-80 15% – 40–60 °С.
Для оптимизации технологического процесса и снижения затрат на энергоносители, а также повышения экономической эффективности производства продукта целесообразно установить более узкий диапазон температуры фасования. Для этого на основании полученных зависимостей была построена поверхность отклика, которая характеризует вязкость продукта в зависимости от количества внесенного КСБ-80 и предполагаемой температуры фасования.
Представленная на рисунке 4 модель описывается следующим уравнением:
η = 13,7918 + 4,4677·x–0,3558·T, где х – количество внесенного КСБ-80, %,
Т – температура фасования, °С.
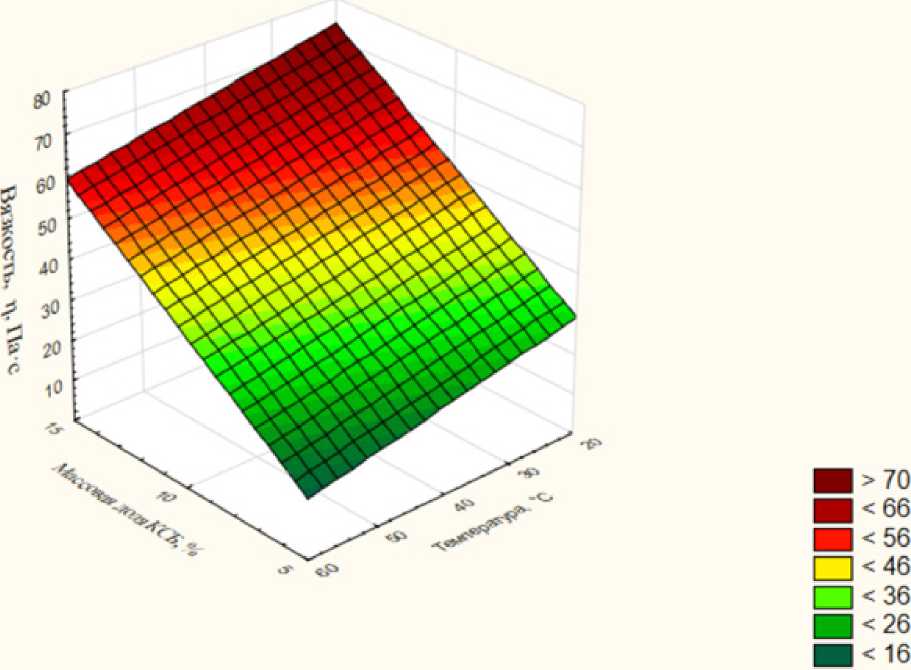
Рисунок 4 – Поверхность отклика для линейной модели зависимости вязкости от массовой доли внесенного КСБ-80 и температуры фасования
Распределение коэффициентов в уравнении показывает, что в большей степени вязкость проектируемой пищевой системы зависит от массовой доли вносимого концентрата сывороточных белков и в гораздо меньшей степени от температуры. Таким образом, исходя из проведенных исследований целесообразно установить температуру фасования продуктов в диапазоне (45±5) °С.
Выводы
На основании экспериментальных данных установлена зависимость эффективной вязкости от скорости сдвига в диапазоне температур от 20 °С до 60 °С в образцах продукта с добавлением КСБ-80 5%, 10%, 15%. Установлено, что при снижении температуры в выбранном диапазоне эффективная вязкость продуктов повышается. Увеличение массовой доли КСБ-80 в образцах способствует повышению значений эффективной вязкости. На основании проведенного анализа подобраны рекомендуемые температурные режимы фасования продуктов с разным содержанием КСБ-80. Диапазон температурных режимов фасования для продукта с КСБ-80 5% составляет 20–60 °С, для продукта с КСБ-80 10% – 30–60 °С, а для продукта с КСБ-80 15–% – 40–60 °С.
Для повышения экономической эффективности производства с помощьюпрограммного обеспечения Statisticaспроектированалинейная модель зависимости вязкости от доли внесенного КСБ-80 и температуры фасования. Подобрана оптимальная температура фасования белкового витаминизированного желированного продукта – (45±5) ºС.
Список литературы Обоснование температурных режимов фасования белкового витаминизированного желированного продукта
- Храмова В.Н. Разработка продуктов функционального назначения с использованием регионального сырья / В.Н. Храмова, О.Ю. Проскурина, В.А. Долгова // Известия Нижневолжского агроуниверситетского комплекса – 2013. – № 1 (29). – С. 164–168.
- Патент № 2559006 Российская Федерация, МПК C1 A23L 1/06 (2006.01), A23C 21/08 (2006.01). Способ производства плодово-ягодного желе: № 2014103420: заявл. 31.01.2014:опубл. 10.08.2015 / Горлов И.Ф., Селезнева Е.А., Короткова А.А., Мгебришвили И.В., Мосолова Н.И. ; заявитель ВолГТУ. – 6 с: ил. – Текст: непосредственный.
- Ефимцева Э.А. Пищевые волокна как модуляторы секреции гастроинтестинальных гормональных пептидов / Э.А. Ефимцева, Т.И. Челпанова // Вопросы питания. – 2021. – № 4. – Т. 90. – С. 20–35.
- Габриелян Д.С. Исследование влияния псиллиума на условную и эффективную вязкости творожной сыворотки / Д.С. Габриелян, Е.Ю. Неронова, А.Л. Новокшанова // Молочнохозяйственный вестник. – 2023. – № 2(50). – С. 116–127.
- Габриелян Д.С. Использование псиллиума для загущения творожной сыворотки / Д.С. Габриелян, А.Л. Новокшанова // Ползуновский вестник. – 2023. – № 4. – С. 38–44.
- Молочная сыворотка: обзор работ. Часть 1. Классификация, состав, свойства, производные, применениe / И. В. Паладий, Е.Г. Врабие, К.Г. Спринчан, М.К. Болога // Электронная обработка материалов. 2021. – № 57 (1). – С. 52–69.
- Patel S. Functional foods relevance of whey protein: A review of recent findings and scopes ahead / S. Patel // Journal Functional Foods. – 2015. – № 19. – РР. 308.
- Whey protein as a key component in food systems: Physicochemical properties, production technologies and applications / R. J. S. de Castro, F. D. M. Aliciane, A. Ohara, P. K. Okuro [et al.] // Food Structure. – 2017. – № 14. – P. 17.
- Матвеева Н.О. Научные и практические аспекты гелеобразования концентрата творожной сыворотки, полученного нанофильтрацией, при создании продукта для питания спортсменов: специальность 4.3.3 «Пищевые системы»: диссертации на соискание ученой степени кандидата технических наук / Матвеева Наталия Олеговна; Национальный исследовательский университет ИТМО. – Санкт-Петербург, 2024. – 320 с. – Текст: непосредственный.
- Габриелян Д.С. Влияние витаминного премикса на органолептические характеристики белкового желированного продукта / ДС. Габриелян, Н.О. Матвеева, Т.Ю. Бурмагина // Молочнохозяйственный вестник. – 2024. – № 2(54). – С. 151–164.
- ТР ТС 021/2011. Технический регламент Таможенного союза О безопасности пищевой продукции: утвержден и введен в действие решением Комиссии Таможенного союза 09.12.2011 № 880: дата введения 2013-07-01. – URL: https://docs.cntd.ru/document/(дата обращения: 10.09.2019).
- ТР ТС 033/2013. Технический регламент Таможенного союза О безопасности молока и молочной продукции: утвержден и введен в действие решением Комиссии Таможенного союза 09.10.2013 № 67: дата введения 2014-05-01. – URL: https://docs.cntd.ru/document/(дата обращения: 10.09.2019).
- Peters J. P., Vergeldt F., As H. V., Luyten H., et al. Time domain nuclear magnetic resonance as a method to determine and characterize the water-binding capacity of whey protein microparticles. Food Hydrocoll, 2016, No. 54, p. 170. (In English) – Text direct
- Marta H., David G., Carlos P. Liquid whey protein concentrates produced by ultrafiltration as primary raw materials for thermal dairy gels. Food Technol. Biotechnol., 2017, No. 55(4), p. 454. (In English) – Text direct
- Skelte G. A. Effect of whey protein addition and pH on the acid gelation of heated skim milk. International Dairy Journal, 2018, V. 79, p. 5. (In English) – Text direct
- Разработка технологических решений для использования отечественных пищевых ингредиентов из молочного сырья в производстве обогащенной продукции: отчет о НИР (заключ.): Министерство сельского хозяйства РФ; рук. А.Л. Новокшанова; испол.: А.А. Кузин, А.В. Боброва, Д.С. Габриелян. [и др.]. – М., 2023 – 205 с.
- Неповинных Н.В. Теоретическое обоснование и практические аспекты использования пищевых волокон в технологиях молокосодержащих продуктов диетического профилактического питания: специальность 05.18.15 «Технология и товароведение пищевых продуктов и функционального и специализированного назначения и общественного питания»: диссертации на соискание ученой степени доктора технических наук / Неповинных Наталья Владимировна ; Кубанский государственный технологический университет. – Саратов, 2016. – 448 с.
- Неповинных Н.В. Пищевые гели: понятие, свойства и применение в индустрии питания / Н.В. Неповинных, К. Нишинари, С. Еганехзад, В.С. Куценкова, О.Н. Петрова // Известия вузов. Пищевая технология. – 2023. – № 5. – С. 118–124.
- Куприк (Белова) Н.М. Совершенствование ассортимента и потребительских свойств структурированных продуктов на основе смешанных и композитных гелей с использованием сахарозаменителей: специальность 05.18.15 «Технология и товароведение пищевых продуктов и функционального и специализированного назначения и общественного питания»: диссертация на соискание ученой степени кандидата технических наук / Куприк (Белова) Нина Михайловна; Кубанский государственный технологический университет. – Саратов, 2022. – 169 с.
