Пенообразующие свойства систем на основе белков молочной сыворотки

Автор: Е.В. Хайдукова, Е. И. Христенко, А.Л. Новокшанова
Журнал: Молочнохозяйственный вестник @vestnik-molochnoe
Рубрика: Технические науки
Статья в выпуске: 2 (58), 2025 года.
Бесплатный доступ
Рассмотрены актуальные аспекты разработки рецептуры мороженого с улучшенной пищевой ценностью. Объектами исследования служили смеси для мороженого, сформированные из сухой подсырной сыворотки и концентрата сывороточных белков молока с массовой долей белка 80% – КСБ-УФ-80. Физико-химические показатели молочного сырья определяли стандартными методами, пищевую и энергетическую ценность образцов – расчетным методом. Растворимость сухой подсырной сыворотки и КСБ-УФ-80 оценивали визуально по исчезновению их включений в системах, способность систем образовывать взбитые структуры – по двум показателям: взбитости и кратности пен. Сухие ингредиенты вносили в воду при температуре (20±1) °С, непрерывно помешивая. Затем образцы пастеризовали при температуре (65±2) °С и выдержке 30 сек. Далее образцы охлаждали до температуры (20±1) °С, дегустировали и подвергали взбиванию. Образцы, содержащие по 28,5% сухих веществ, имели жидкую консистенцию. В образцах с массовой долей сухих веществ 38,0% консистенция была вязкой, сиропообразной. В образцах, где содержание КСБ-УФ-80 составляло по 20 г в 100 г восстановленной смеси, дегустаторами был отмечен солоноватый и горьковатый привкусы. Образцы, в которых содержание КСБ-УФ-80 составляло 10 г, а содержание сухой подсырной сыворотки – 20 г в 100 г восстановленной смеси, не имели недостатков вкуса и были приятными и сладковатыми. Эти же образцы обладали лучшими пенообразующими свойствами, несмотря на то что имели меньшее из всех вариантов содержание белка – 10%. Наименьшую взбитость и кратность пен имели образцы, в которых массовая доля сухих веществ составляла 38%. Установлено, что в системах из воды, сухой подсырной сыворотки и КСБ-УФ-80 для создания пенных структур решающими были два фактора: массовая доля сухих веществ в смеси и массовая доля белка в водной фазе образцов.
Мороженое, сухая подсырная сыворотка, концентрат сывороточных белков, пищевая и энергетическая ценность, рецептура, взбитость
Короткий адрес: https://sciup.org/149148486
IDR: 149148486 | УДК: 663.674 | DOI: 10.52231/2225-4269_2025_2_204
Foaming Properties of Systems Based on Whey Proteins
The article considers current aspects of developing a formulation for ice cream with improved nutritional value. The objects of the study were ice cream mixtures formed from cheese whey powder (CWP) and whey protein concentrate with a protein mass fraction of 80% (WPC-UF-80). Physical and chemical parameters of milk raw materials were determined by standard methods, nutritional and energy values of samples were determined by calculation one. The solubility of CWP and WPC-UF-80 was assessed visually by the dissolution of their inclusions in the systems. The ability of the systems to form whipped textures was assessed by two parameters: overrun and expansion factors. Dry ingredients were added to water at a temperature of (20±1) °C, stirring continuously. Then the samples were pasteurized at a temperature of (65±2) °C and held for 30 sec. After that the samples were cooled to a temperature of (20±1) °C, tasted and whipped. The samples containing 28.5% of dry matter had a liquid consistency. In the samples with a dry matter mass fraction of 38.0%, the consistency was viscous and syrupy. In the samples where the content of WPC-UF-80 was 20 g per 100 g of the reconstituted mixture, the tasters noted a salty and bitter taste. The samples in which the content of WPC-UF-80 was 10 g, and the content of CWP was 20 g per 100 g of the reconstituted mixture had no taste deficiencies and were pleasant and sweetish. These same samples had the best foaming properties, despite the fact that they had the lowest protein content of 10% of all the options. The lowest overrun and expansion factor were found in the samples in which the mass fraction of dry matter was 38%. It was established that in systems of water, CWP and WPC-UF-80, two factors were decisive for the creation of foam structures: the mass fraction of dry matter in the mixture and the mass fraction of protein in the aqueous phase of the samples.
Текст научной статьи Пенообразующие свойства систем на основе белков молочной сыворотки
При создании рецептур новых пищевых продуктов технологи учитывают одновременно несколько аспектов. Во-первых, это запросы современных потребителей, которые все больше ориентируются на продукты здорового питания. Во-вторых, это позиция специалистов пищевойпромышленности,длякоторыхважнынетолькотехнологические свойства пищевого сырья и ингредиентов, но и их доступность на рынке, а также стоимость.
В своей работе мы учитывали позицию и потребителей, и технологов.
Объектами исследования служили рецептуры смесей для мороженого. Мороженое очень популярно во всем мире. Объемы продаж этого десерта остаются стабильно высокими повсеместно, в том числе и в Российской Федерации [1]. Несмотря на популярность мороженого, его классические виды, такие как сливочное, пломбир и другие, нельзя назвать полезными продуктами с точки зрения пищевой и энергетической ценности. Согласно требованиям стандарта, массовая доля жира в этих видах мороженого составляет от 8 до 20% [2], поскольку именно молочный жир является необходимым структурообразователем и важнейшим компонентом, формирующим вкусовые качества и текстуру традиционного мороженого. Также для классических рецептур мороженого характерно значительное содержание углеводов [3]. В результате общая калорийность может достигать от 109до 255 ккал (от 456 до 1068кДж). В связи с этим диетологи рекомендуют населению ограничивать потребление мороженого. В тоже время создание более сбалансированных вариантов рецептур, в которых мороженое будет источником ценных нутриентов, представляет научный и практический интерес [4, 5].
Гипотеза исследования состояла в том, что путем использования сухих ингредиентов, содержащих белки молочной сыворотки, можно улучшить пищевую ценность продукта и придать системе текстуру, характерную для мороженого.
Цель работы состояла в определении соотношения ингредиентов смеси для мороженого с улучшенной пищевой и энергетической ценностью путем исследования органолептических и пенообразующих свойств систем.
Материалы и методы
В качестве предметов исследования использовали сухую подсырную сыворотку (СПС) и концентрат сывороточных белков молока с массовой долей белка 80% (КСБ-УФ-80). Оба вида молочного сырья производятся в России, доступны на рынке пищевых ингредиентов и популярны в технологии пищевых продуктов [6–9].
Физико-химические показатели молочного сырья определяли стандартными методами, пищевую и энергетическую ценность образцов – расчетным методом.
Массовую долю белка в водной фазе смесей рассчитывали по формуле:
100'^
где Wбвф – массовая доля белка в водной фазе смеси, %;
Wв – массовая доля воды в смеси, %;
Wб – массовая доля белка в смеси, %;
100 –коэффициент пересчета на 100 г воды.
Массовую долю лактозы в водной фазе созданных систем вычисляли по формуле:
w =1222^
■1вФ we ’ где Wлвф – массовая доля лактозы в водной фазе смеси, %;
Wв – массовая доля воды в смеси, %;
Wл – массовая доля лактозы в смеси, %;
100 –коэффициент пересчетана 100 г воды.
Растворимость СПС и КСБ-УФ-80 оценивали визуально по исчезновению их включений в системах. Способность систем образовывать взбитые структуры оценивали по двум показателям: взбитости и кратности пен.
Показатель взбитости, учитывающий объем полученной пены и объем исходной смеси, определяли следующей формулой:
П„ = -^-100,%, где Пв – показатель взбитости, %;
Vn – объем пены, см3;
Vисх – объем исходной смеси,с м3.
Кратность пен выражали как относительную величину между объемом пены и объемом дисперсионной среды в ее составе по формуле:
П = --, ^ДС где n – кратность пены
Vп – объем пены, см3;
Vдс – объем дисперсионной среды в составе пены, см3.
Приготовление образцов вели следующим образом. Сухие ингредиенты вносили при непрерывном помешивании в воду, имеющую температуру (20±1) °С. Периодическое помешивание продолжали в течение20 мин. Затем образцы подвергали пастеризации при температуре (65±2) °С и выдержке 30 с. Далее образцы охлаждали до температуры (20±1) °С, дегустировали и подвергали взбиванию. Процесс сбивания проводили миксером мощностью 300 Вт при скорости вращения лопастей 1500 об/ мин. Продолжительность сбивания составляла 5 мин.
Результаты
Обаингредиента(иСПС, иКСБ-УФ-80) соответствовалитребованиям стандартов на эти виды молочного сырья [11, 12]. Соотношение ингредиентов в модельных смесях представлено в технологической карте (таблица 1).
Таблица 1 – Ингредиентный состав модельных смесей
|
Ингредиенты |
Расход, г в 100 г восстановленной смеси |
||
|
Вариант 1 |
Вариант 2 |
Вариант 3 |
|
|
КСБ-УФ-80 |
10 |
20 |
20 |
|
СПС |
20 |
10 |
20 |
|
Вода питьевая |
70 |
70 |
60 |
В указанных условиях СПС и КСБ-УФ-80 были хорошо растворимы в воде. При использованном соотношении ингредиентов, содержание макронутриентов в образцах представлено на рисунке 1. Массовые доли сухих веществ в образцах 1-го и 2-го вариантов составили по 28,5%, в образцах 3-го варианта – 38,0%.
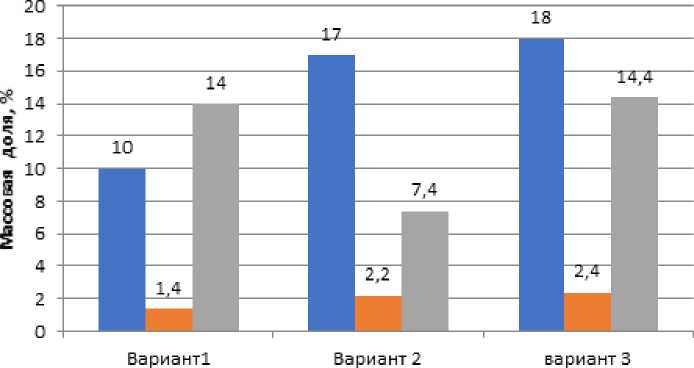
■ Белок В Жир ■ Углеводы
Рисунок 1 – Содержание макронутриентов в созданных системах
Из этой диаграммы видно, что все образцы имели низкое содержание жира. В случае производства мороженого при таком соотношении СПС и КСБ-УФ-80, продукт будет отнесен к мороженому молочному, поскольку согласно действующей нормативной документации, массовая доля жира в этом виде мороженого не превышает 7,5% [2]. Также расчеты показали, что массовая доля молочного белка во всех образцах больше, чем в традиционных видах мороженого. Например, содержание белка в мороженом пломбир составляет 3,2 г на 100 г продукта, в сливочном и молочном мороженом – 3,7 г, а в рассматриваемых рецептурах этот показатель находится в интервале от 10,0 до 18,0 г.
При дегустации запах всех смесей был охарактеризован как чистый насыщенный молочный. Образцы 1-го варианта, в которых содержание КСБ-УФ-80 составляло 10 г в 100 г восстановленной смеси, а содержание СПС – 20 г, не имели недостатков вкуса и были приятными и сладковатыми. В образцах вариантов рецептур 2 и 3, где содержание КСБ-УФ-80 составлялопо20 г в 100 г восстановленной смеси, дегустаторами были отмечены солоноватый и горьковатый привкусы. При общем содержании сухих веществ в образцах 1-го и 2-го вариантов 28,5% консистенция смесей была жидкой. В образцах с массовой долей сухих веществ 38,0% консистенция была вязкой, сиропообразной. Цвет всех образцов был однородным, но интенсивность цвета возрастала по мере увеличения в них содержания белка и сухих веществ.
Лучшие пенообразующие свойства также были обнаружены в образцах 1-го варианта несмотря на то, что концентрация белка в них меньше в сравнении с другими образцами. Графическое изображение поверхности, отражающей зависимость кратности пены от массовых долей белка и углеводов в системах, представлено на рисунке 2 , а диаграмма взбитости образцов - на рисунке 3.
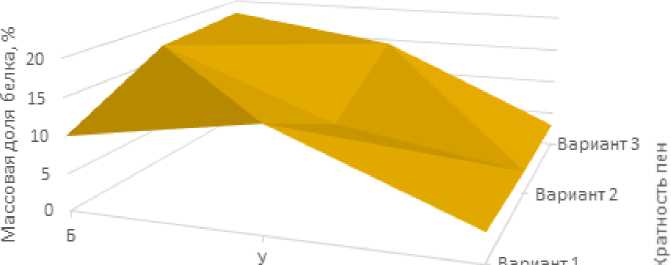
Показатель вспенивания
Массовая доля углеводов, %
■ 0-5 ■ 5-10 ■ 10-15 ■ 15-20
Рисунок 2 – Зависимость кратности пены от массовых долей белка и углеводов
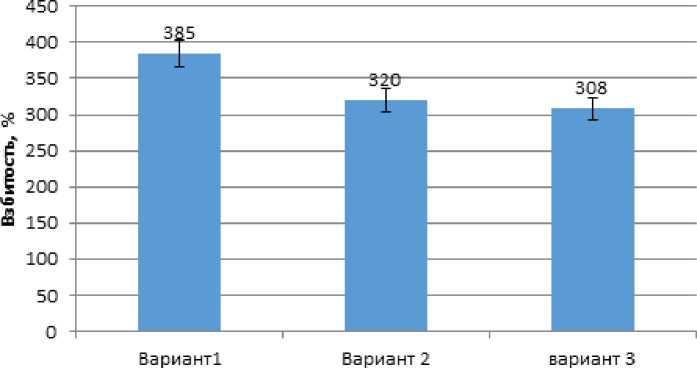
■ Взбитость
Рисунок 3 – Диаграмма взбитости водных смесей СПС и КСБ-УФ-80
По полученным данным, оба показателя – взбитость и кратность пен образцов, характеризующие пенообразующие свойства систем, уменьшались по мере возрастания массовой доли белка в образцах. Массовая доля белка в водной фазе смесей 1-го варианта составила 13,98%, в образцах 2-го варианта – 23,77% и в образцах 3-го варианта – 29,03%. При этом закономерно, от 1-го варианта до 3-го уменьшалась доля свободной воды, необходимой для гидратации белка. По-видимому, степень гидратации белков как поверхностноактивных веществ имела не менее важное значение, чем их молярная концентрация в обеспечении жизненного цикла пены.
Поскольку в технологии мороженого помимо процесса взбивания смеси имеет место стадия фризерования и термостатирования при глубоких низких температурах, важно чтобы пенная структура сохраняла стабильность в хранении и не была подвержена образованию пороков. Наиболее распространенные пороки консистенции мороженого – это образование кристаллов льда и лактозы [13, 14]. Из литературных данных известно, что предельное насыщение раствора лактозы в воде при 0 °С составляет 11,9 гв 100 мл воды и может служить пороговым значением начала кристаллизации лактозы [10].
Расчет концентрации лактозы в водной фазе опытных смесей показал, что только в образцах 2-го варианта при массовой доле углеводов 7,4% лактоза будет находиться в растворимой форме при 0 °С, поскольку ее содержание в водной фазе этой смеси составило 10,34%. В образцах 1-го варианта при массовой доле углеводов 14,0% и сухих веществ 28,5% концентрация лактозы в водной фазе этой смеси составила 19,58%, а в образцах 3-го варианта при массовой доле углеводов 14,4% и сухих веществ 38,0% концентрация лактозы в водной фазе этой смеси – 23,23%. Из-за превышения значения предельного насыщения лактозы при 0 °С в рецептурах 1-го и 3-го вариантов можно прогнозировать пороки консистенции мороженого в дальнейшем хранении.
Обсуждение
Факторы, определяющие взбитость, изучены еще недостаточно. Известно, что для пенообразования необходимо иметь поверхностноактивное вещество почти любого типа, способное создавать градиент поверхностного натяжения. В созданных системах основными пенообразующими компонентами всех опытных образцов являлись белки молочной сыворотки. Вопреки распространенному мнению, что концентрация белка является важной переменной для получения высокой взбитости и именно молярная концентрация поверхностноактивного вещества определяет этот показатель, в условиях экс- перимента наблюдали снижение пенообразующих свойств по мере увеличения концентрации белка в образцах.
Снижение пенообразующих свойств наблюдали при последовательном увеличении концентрации белка в водной фазе образцов 1-го варианта от 13,98% до 23,77% в образцах 2-го варианта и до 29,03% – в образцах 3-го варианта. Наименьшую взбитость и кратность пен имели образцы, в которых массовая доля сухих веществ составляла 38%. При этом изменение показателя взбитости в сторону уменьшения составило 20% в образцах с максимальным содержанием белка 18% по сравнению с образцами, в которых массовая доля белка была минимальной 10%.
Следовательно, для достижения стабильных пенных структур с участием белков молочной сыворотки помимо общей концентрации белков необходимо учитывать и другие показатели. В условиях эксперимента выявлено, что наибольшее значение для создания пенных структур имели два фактора: массовая доля сухих веществ в смеси и массовая доля белка в водной фазе систем.
В образцах с массовой долей сухих веществ 38,0% вязкость увеличилась настолько, что это было ощутимо визуально. Также из-за меньшей массовой доли влаги в образцах, содержащих по 17 и 18% белка, он был в меньшей степени гидратирован, чем в образцах с массовой долей белка 10%. Как следствие, площадь поверхности раздела фаз в этих системах различалась. В совокупности менее гидратированные белки и более высокая вязкость смесей, по-видимому, затрудняли процесс аэрации в условиях данного эксперимента. В результате стабильность пен в образцах с массовой долей белка 17,0 и 18,0% была недостаточной.
По результатам расчетов содержания лактозы в водной фазе в рецептурах вариантов 1 и 3 с массовой долей углеводов 14,0 и 14,4% соответственно возможна кристаллизация лактозы как в процессе производства мороженого, так и при хранении. Данный процесс приводит к пороку консистенции продукта. При содержании лактозы 7,4% в системах, сформированных из воды, СПС и КСБ-УФ-80, процесс кристаллизации молочного сахаране прогнозируется, однако недостатки вкуса в образцах этого варианта требуют доработки рецептуры.
Заключение
На основании полученных данных можно заключить, что для пенообразующих свойств трехкомпонентных смесей, созданных из воды, СПС и КСБ-УФ-80, важное значение имели два фактора: гидратация сывороточных белков и общее содержание сухих веществ. В условиях эксперимента установлена обратно пропорциональная взаимосвязь между пенообразующими свойствами изучаемых систем и массовой долей белка в их водной фазе. В данном исследовании при содержании сухих веществ от 28,5 до 38,0% в водных дисперсиях из СПС и КСБ-УФ-80 и при массовой доле белка выше 10,0% наблюдали дестабилизирующий результат на устойчивость пены.
Таким образом, путем исследования органолептических и пенообразующих свойств трехкомпонентных систем определено соотношение ингредиентов смеси для мороженого с улучшенной пищевой и энергетической ценностью: 10 частей КСБ-УФ-80, 20 частей СПС и 70 частей воды по массе. Вопрос влияния высокого содержания лактозы на консистенцию мороженого в данной рецептуре подлежит дальнейшему изучению.
